الأنودة، والمعروفة أيضًا باسم الأنودة، هي عملية كهروكيميائية تستخدم لإنشاء طبقة أكسيد زخرفية ومقاومة للتآكل على الأسطح المعدنية. في حين أن العديد من المعادن غير الحديدية، بما في ذلك المغنيسيوم والتيتانيوم، يمكن أن تكون مؤكسدة، فإن الألومنيوم مناسب بشكل خاص لهذه العملية. في الواقع، يتم استخدام أنودة الألومنيوم على نطاق واسع اليوم لأنه يعزز بشكل كبير متانة المادة ومظهرها.
ستركز هذه المقالة على أنودة الألومنيوم، ووصف عملية الأنودة بالتفصيل، وشرح أنواعها وفوائدها وتطبيقاتها ونصائح تصميم أنودة الألومنيوم.
ما هو أنودة الألومنيوم؟
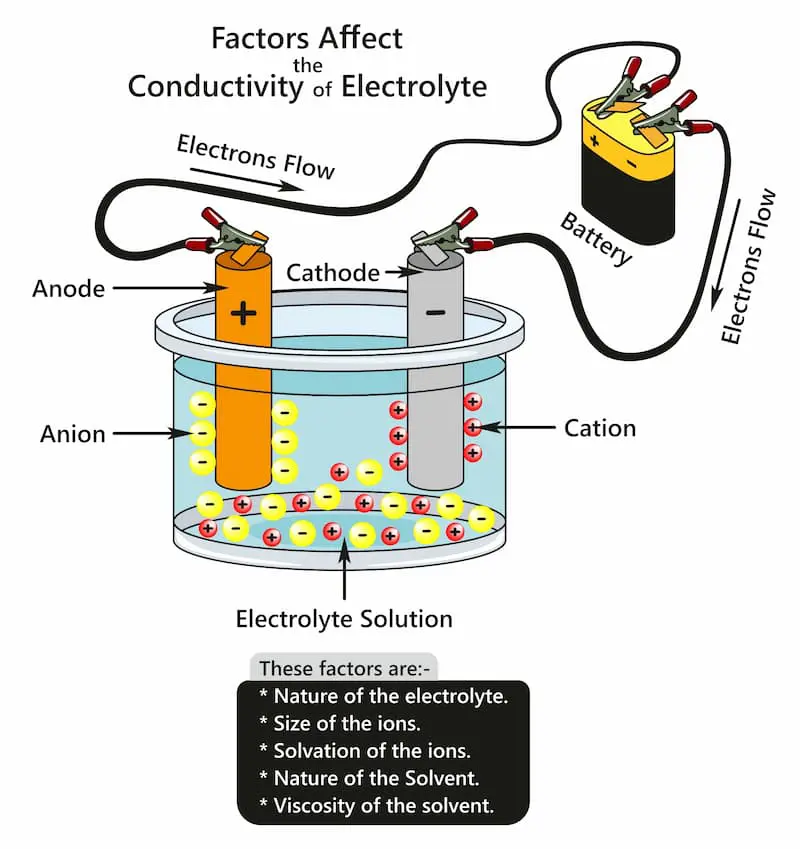
أنودة الألومنيوم هي عملية تحليل كهربائي يتم إجراؤها بشكل شائع في محلول حمض الكبريتيك المخفف. خلال هذه العملية، يتم تمرير تيار كهربائي عبر جزء الألومنيوم، مما يتسبب في فقدان ذرات الألومنيوم الموجودة على السطح للإلكترونات وتصبح أيونات الألومنيوم موجبة الشحنة (Al3+). تتفاعل أيونات الألومنيوم هذه بعد ذلك مع جزيئات الماء (H2O) الموجودة في الإلكتروليت، لتشكل طبقة متينة من أكسيد الألومنيوم أقوى بكثير وأكثر مقاومة للتآكل من طبقة الأكسيد المعدنية الموجودة بشكل طبيعي.
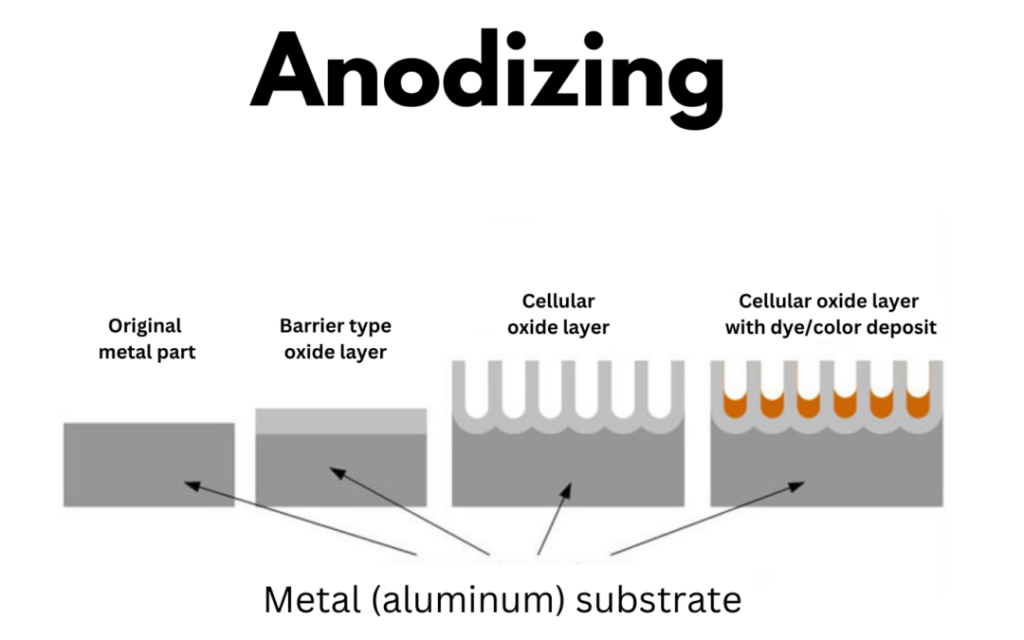
لا يتم تطبيق أكسيد الألومنيوم هذا على السطح مثل الطلاء أو الطلاء، ولكنه مدمج تمامًا مع ركيزة الألومنيوم الأساسية، لذلك لا يمكن أن يتشقق أو يتقشر. بالإضافة إلى ذلك، تحتوي طبقة الأكسيد على بنية مسامية مرتبة للغاية، مما يسمح بعمليات ثانوية مثل التلوين والختم. تعمل هذه المعالجات على تعزيز مقاومة التآكل والمتانة والمرونة الجمالية للسطح المؤكسد، وتمكين الألومنيوم من اعتماد ألوان مختلفة مع الحفاظ على تشطيبه المعدني، وتوسيع نطاق تطبيقات الألومنيوم المؤكسد - خاصة في المنتجات الاستهلاكية والهندسة المعمارية والتصميم.
عملية أنودة الألومنيوم خطوة بخطوة
الخطوة 1: التنظيف
تبدأ عملية الأنودة بتنظيف جزء الألومنيوم تمامًا لإزالة أي شحوم أو زيت أو أوساخ أو ملوثات أخرى. يمكن تحقيق ذلك عن طريق غمر الألومنيوم في حمام منظف قلوي أو حمضي. تضمن هذه الخطوة سطحًا نظيفًا ونشطًا، وهو أمر ضروري للأكسدة الموحدة.
الخطوة 2: العلاج المسبق
بعد ذلك، يتم تجهيز سطح الألومنيوم للأكسدة من خلال العمليات الكيميائية أو الميكانيكية. تتضمن المعالجة المسبقة الكيميائية عادةً النقش، حيث يزيل محلول النقش مثل هيدروكسيد الصوديوم عدم انتظام السطح، وإزالة التفحم، والذي يستخدم محاليل تحتوي على النيتريك أو الكبريتيك. حمض لإزالة التلطخات (بقايا عناصر السبائك غير القابلة للذوبان أو الأكاسيد المتبقية على السطح بعد النقش) من مكونات الألومنيوم.
يمكن أيضًا تطبيق المعالجة المسبقة الميكانيكية، باستخدام تقنيات مثل التلميع الكاشطة والسفع الرملي والتقشير بالرصاص لمزيد من تنعيم السطح أو تركيبه حسب الحاجة.
الخطوة 3: أنودة
بعد عمليات الشطف الإضافية، يتم نقل جزء الألومنيوم المنظف والمعالج مسبقًا إلى خزان الأنودة ويتم غمره في محلول إلكتروليتي، عادةً حمض الكبريتيك أو حمض الكروميك. يتم بعد ذلك تمرير تيار كهربائي عبر المحلول، حيث يعمل جزء الألومنيوم كقطب موجب (ومن هنا مصطلح "الأنودة")، وتعمل مادة خاملة مثل الفولاذ المقاوم للصدأ أو الرصاص ككاثود.
يؤدي هذا التيار إلى فقدان ذرات الألومنيوم للإلكترونات وتصبح أيونات الألومنيوم، التي تتفاعل مع جزيئات الماء في المنحل بالكهرباء لتشكل طبقة من أكسيد الألومنيوم (Al₂O₃) التي تترسب على سطح الجزء، مما يخلق طبقة واقية ومتينة. يتم تلخيص التفاعلات عند كل قطب كهربائي أدناه:
ردود الفعل في الأنود(أكسدة الألومنيوم)
Al → Al3+ + 3e- 2Al3++3H2O→Al2O3+6H+
ردود الفعل في Cathode(اختزال أيونات الهيدروجين)
6H++ 6e-→3H2
رد الفعل الشامل
2Al + 3H2O → Al2O3+ 3H2
التفاعلات الكهروكيميائية في الأكسدة
خلال مرحلة التحليل الكهربائي، يمكن أن يتشكل نوعان متميزان من أفلام الأكسيد، اعتمادًا على التركيب الكيميائي لحمام الإلكتروليت:
فيلم أكسيد الحاجز:
يتشكل فيلم أكسيد حاجز عندما تحدث الأنودة في محلول محايد أو قلوي قليلاً، مثل تلك التي تحتوي على تركيبات بورات الأمونيوم، أو الفوسفات، أو الطرطرات. في هذه المحاليل، يظل أكسيد الألومنيوم غير قابل للذوبان، مما يسمح بتكوين طبقة أكسيد رقيقة وغير مسامية ومستمرة ترتبط مباشرة بركيزة الألومنيوم. هذه الطبقة الحاجزة كثيفة للغاية وتعمل كطبقة واقية تمنع المزيد من الأكسدة والتآكل.
فيلم أكسيد مسامي:
عندما يتم إجراء الأنودة في محلول حمضي مخفف مثل حمض الكبريتيك أو الفوسفوريك أو الكروميك، فإن التيار الكهربائي يدفع إلى تكوين طبقة أكسيد على سطح الألومنيوم. وفي الوقت نفسه، يقوم الإلكتروليت الحمضي بإذابة الأكسيد جزئيًا، خاصة في المناطق المكشوفة أو الأضعف. يؤدي هذا التوازن الديناميكي بين تكوين الأكسيد والذوبان إلى الاحتفاظ ببعض الأكسيد لتكوين طبقة مستقرة، بينما تذوب أجزاء أخرى، مما يؤدي إلى تكوين بنية مسامية منتظمة.
يتأثر سمك طبقة الأكسيد المسامي بعوامل مثل الجهد المطبق ودرجة حرارة المنحل بالكهرباء ووقت الأكسدة. تؤدي الفولتية الأعلى والفترات الأطول إلى أفلام أكثر سمكًا. بالإضافة إلى ذلك، يعتمد حجم وكثافة المسام على تركيز الحمض ودرجة حرارة المنحل بالكهرباء.
الخطوة 4: التلوين (اختياري)
إذا كنت ترغب في الحصول على لمسة نهائية ملونة، فهناك عدة طرق متاحة، وأكثرها شيوعًا هي الصبغ (التلوين بالغمس) والتلوين الكهربائي.
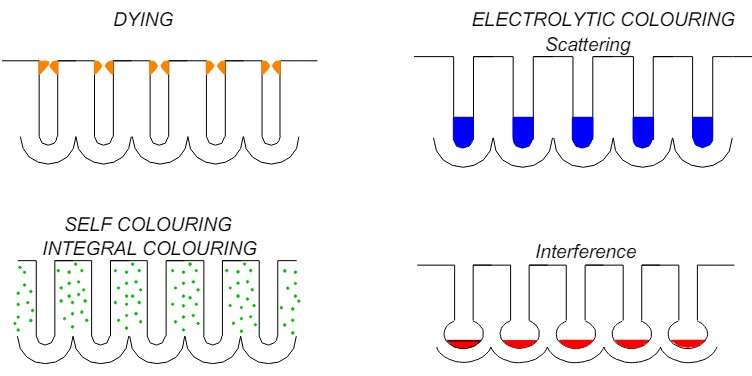
في الصباغة، يتم غمر الجزء المؤكسد في حمام يحتوي على أصباغ عضوية. تخترق الصبغة المسام السطحية لطبقة الأكسيد وتلتصق بالداخل. يعتمد اللون النهائي على الصبغة المحددة المستخدمة، بالإضافة إلى عوامل مثل تركيزها وبنيتها الجزيئية. هذه الطريقة فعالة من حيث التكلفة وتسمح بتطبيق مجموعة واسعة من الألوان على أجزاء الألومنيوم. ومع ذلك، فإن الطبقة الملونة الناتجة تكون أقل مقاومة للأشعة فوق البنفسجية، مما يعني أن اللون قد يبهت بمرور الوقت عند تعرضه لأشعة الشمس.
في التلوين بالتحليل الكهربائي، يتم غمر الجزء المؤكسد في حمام يحتوي على أملاح معدنية (مثل القصدير أو النيكل أو الكوبالت)، ويتم تطبيق تيار كهربائي. يؤدي هذا إلى ترسب الأيونات المعدنية في مسام طبقة الأكسيد، مما يخلق لونًا مميزًا على السطح المؤكسد. ويعتمد اللون النهائي وجودته على نوع المعدن المستخدم وتركيز الرواسب المعدنية داخل المسام.
ما هي الألوان التي يمكنك من خلالها أنودة الألومنيوم؟
يمكنك تحقيق معظم الألوان من خلال الطرق الموضحة أعلاه، إلى جانب تقنيات إضافية مثل التلوين المتكامل والتلوين المتداخل.
تشمل ألوان الأكسدة المحتملة الأسود والأزرق والأزرق الرمادي والبني والذهبي والرمادي والأخضر والزيتوني الباهت والوردي والأحمر والبنفسجي والأصفر. تنتج بعض الطرق، مثل التلوين الإلكتروليتي بأملاح معدنية غير عضوية، ألوانًا مقاومة للأشعة فوق البنفسجية، مما يجعلها مثالية للتطبيقات الخارجية حيث يكون ثبات اللون مهمًا.
تقوم عمليات معينة، مثل تلوين التداخل، بإنشاء ألوان من خلال تأثيرات التداخل البصري داخل الطبقة المؤكسدة، مما يؤدي إلى درجات ألوان فريدة يمكن أن تتغير بناءً على زاوية المشاهدة. وتعتمد طرق أخرى على تشتت الضوء، مما يؤثر على كيفية تفاعل الضوء مع السطح لتوليد ظلال معينة.
بالإضافة إلى ذلك، يعتبر الألومنيوم المؤكسد ممتازًا لقبول الطلاء أو طباعة الشاشة أو المواد العاكسة المطبقة (مثل تلك المستخدمة في لافتات الطرق). يسمح هذا التنوع بتحقيق الألوان والتشطيبات التي لا يمكن تحقيقها من خلال الأكسدة وحدها، مثل الأسطح البيضاء النقية أو الأسطح شديدة الانعكاس.
الخطوة 5: الختم
الخطوة الأخيرة في عملية الأنودة هي الختم، الذي يغلق المسام في الطبقة المؤكسدة لمنع المزيد من التفاعلات الكيميائية وقفل أي لون. يتم ذلك عادة عن طريق غمر الجزء في حمام من الماء المغلي منزوع الأيونات، ولكن يمكن أيضًا استخدام طرق أخرى مثل الختم بالبخار أو الختم الكيميائي. بمجرد إغلاقها، تصبح الطبقة المؤكسدة مستقرة، ويكتسب الجزء مقاومة معززة للتآكل والتآكل. نظرًا لأن طبقة الأكسيد حساسة، يجب إجراء الختم فورًا بعد التلوين لضمان جودة وطول عمر اللمسة النهائية.
أنواع عمليات أنودة الألومنيوم
وفقًا لـ MIL-PRF-8625 (الذي يحل محل MIL-A-8625)، هناك ثلاث عمليات أنودة أولية للألمنيوم، كل منها مصمم لتطبيقات محددة ويقدم خصائص فريدة من حيث المظهر والمتانة ومقاومة التآكل.
النوع الأول - أنودة حمض الكروميك
أنودة حمض الكروميك، وهي أقدم طريقة أنودة، تستخدم حمض الكروميك كإلكتروليت لإنشاء طبقة رقيقة من الأكسيد على أسطح الألومنيوم، تتراوح عادةً سماكتها من 0.5 إلى 2.5 ميكرون. على الرغم من كونه الأرفع بين أنواع الأنودة الثلاثة، إلا أن النوع الأول يعزز بشكل كبير مقاومة التآكل مقارنة بالألمنيوم العاري. تتسبب طبقة الأكسيد الرقيقة الناتجة في تغيرات طفيفة في الأبعاد، مما يجعلها مثالية للمكونات التي تتطلب تفاوتات شديدة. كما أنها تنتج لمسة نهائية غير لامعة وغير عاكسة، وهو أمر مرغوب فيه للتطبيقات العسكرية والفضائية. بالإضافة إلى ذلك، فإن الطبقة الرقيقة أكثر مرونة من طبقات الأنودة السميكة من النوع الثالث، مما يسمح لها بمقاومة الضغط والانحناء بشكل أفضل.
ومع ذلك، فإن النوع الأول من الأنودة يمثل مخاوف بيئية لأن حمض الكروميك سام ومسرطن. وبالتالي، يجب على المنشآت التي تقوم بهذه العملية تنفيذ أنظمة متخصصة لمعالجة مياه الصرف الصحي لإدارة المنتجات الثانوية لحمض الكروميك. علاوة على ذلك، فإن السمك المحدود لطبقة الأكسيد يقلل من قدرتها على امتصاص الأصباغ، مما يؤدي غالبًا إلى ظهور الفيلم باللون الرمادي حتى عند صبغه باللون الأسود.
النوع الثاني - أنودة حامض الكبريتيك
أنودة حمض الكبريتيك هي طريقة الأنودة الأكثر استخدامًا على نطاق واسع، حيث تستخدم حمض الكبريتيك كإلكتروليت بدلاً من حمض الكروميك. تنتج هذه العملية عادةً طبقة أكسيد أكثر سمكًا تتراوح بين 2.5 إلى 25 ميكرون، مما يوفر مقاومة فائقة للتآكل والتآكل مقارنةً بالأجزاء المؤكسدة من النوع الأول وهي أصعب بشكل عام.
تسمح زيادة سماكة ومسامية طبقة الأكسيد بامتصاص فعال للأصباغ الملونة والدهانات والمواد اللاصقة، مما يجعلها مثالية لتطبيقات الديكور. بالإضافة إلى ذلك، يعد هذا النوع من الأنودة أكثر فعالية من حيث التكلفة من النوع الأول بسبب انخفاض تكاليف المواد الكيميائية، وانخفاض استهلاك الطاقة، وعمليات معالجة النفايات الأكثر بساطة.
النوع الثالث - الأنودة الصلبة (أنودة الطبقة الصلبة)
تستخدم عملية الأنودة الصلبة حمض الكبريتيك مثل عملية الأنودة من النوع الثاني ولكنها تعمل عند درجات حرارة أقل بكثير، وفولتية أعلى، وكثافة تيار متزايدة. تشكل هذه العملية طبقة أكسيد يمكن أن يتجاوز سمكها 25 ميكرون وهي صلبة بشكل استثنائي - وغالبًا ما تصل إلى صلابة فولاذ الأدوات. ونتيجة لذلك، توفر الأنودة من النوع III حماية فائقة ضد التآكل، مما يجعلها الخيار الأفضل للأجزاء المستخدمة في البيئات الصناعية والميكانيكية ذات التآكل العالي.
ومع ذلك، فإن الفيلم الناتج عادة ما يكون داكنًا ويمكن تركه غير مصبوغ أو ملون باللون الأسود. على الرغم من أن الأنودة من النوع الثالث صديقة للبيئة مثل النوع الثاني، إلا أنها أكثر تكلفة بسبب شروط العملية الصارمة المطلوبة.
ما هو نوع الأنودة الأفضل بالنسبة لك؟
يلخص الجدول أدناه الخصائص الرئيسية للأنواع الثلاثة من الأنودة ويسلط الضوء على تطبيقاتها الأكثر شيوعًا، مما يساعدك على اختيار نوع الأنودة الذي يناسب احتياجاتك بشكل أفضل.
ملكيات
النوع الأول (أنودة حمض الكروميك)
النوع الثاني (أنودة حامض الكبريتيك)
النوع الثالث (أنودة الثابت)
سمك الطلاء
0.5-2.5 ميكرون
2.5-25 ميكرون
> 25 ميكرون
مقاومة التآكل
جيد
أحسن
ممتاز
ارتداء المقاومة
فقير
معتدل
ممتاز
المسامية
قليل
معتدل
قليل
مظهر
ماتي اللون الرمادي أو الطبيعي
واضح أو مصبوغ
صلب واضح أو أسود صلب
صديقة للبيئة
لا
نعم
نعم
يكلف
معتدلة إلى عالية. أعلى بسبب تدابير السلامة لحمض الكروميك
قليل؛ عملية أنودة الأكثر اقتصادا
عالي؛ بسبب ظروف العملية الصارمة ومتطلبات الطاقة
التطبيقات
- الأجزاء التي تحتاج إلى تفاوتات مشددة في الأبعاد - تتطلب معالجة إضافية مثل الربط اللاصق أو الطلاء
- موازنة صلابة السطح والجماليات - المشاريع التي تتطلب ألوانًا نابضة بالحياة وقابلة للتخصيص ومتانة
- البيئات شديدة التآكل - الأجزاء المستخدمة في الظروف القاسية
مقارنة بين ثلاثة أنواع من الأنودة
ما هي فوائد أنودة الألومنيوم؟
لقد ذكرنا بالفعل العديد من مزايا أنودة الألومنيوم. الآن، دعونا نجمع هذه الفوائد معًا للمناقشة واستكشاف تطبيقات محددة تنشأ عنها.
تعزيز المقاومة للتآكل
تعمل الطبقة المؤكسدة كحاجز وقائي ضد العوامل البيئية مثل الرطوبة والملح والملوثات. وهذا مفيد بشكل خاص في الصناعات المعمارية والبحرية، حيث يكون التعرض للطقس القاسي والبيئات المسببة للتآكل أمرًا شائعًا. وتشمل التطبيقات النموذجية واجهات المباني والأسقف وإطارات النوافذ والمعدات البحرية.
زيادة المتانة والصلابة
تعد طبقة أكسيد الألومنيوم أكثر صلابة بكثير من الألومنيوم الخام، مما يساعد الجزء على مقاومة الخدوش والتآكل وأشكال التآكل الأخرى. وهذا يجعل الألومنيوم المؤكسد مثاليًا للمنتجات ذات حركة المرور العالية أو الاستخدام العالي مثل تجهيزات المطابخ والأجهزة الإلكترونية ومكونات السيارات مثل العجلات والديكورات ومكونات المحرك.
التنوع الجمالي
تسمح الطبيعة المسامية للطبقة المؤكسدة بامتصاص الأصباغ بكفاءة، مما يوفر نطاقًا واسعًا من خيارات الألوان. يتيح ذلك للمصممين دمج الوظائف مع المظهر البصري، مما يوفر أداءً عاليًا ومرونة جمالية. وهو ذو قيمة خاصة في صناعات مثل الإلكترونيات الاستهلاكية والهندسة المعمارية، حيث يتم استخدام الألومنيوم المؤكسد في منتجات مثل الهواتف الذكية وأجهزة الكمبيوتر المحمولة والواجهات الخارجية للمباني.
تحسين العزل الحراري والكهربائي
تعمل الطلاءات الأنودية على تعزيز فعالية المشتتات الحرارية عن طريق زيادة انبعاثية السطح بأمر من الحجم مقارنة بالألمنيوم العاري، مما يحسن نقل الحرارة الإشعاعية. وهذا مفيد في التطبيقات التي تتطلب مقاومة للحرارة، مثل مكونات المحرك وأدوات الطهي. بالإضافة إلى ذلك، توفر الأنودة عزلًا كهربائيًا فعالاً، وهو أمر مفيد بشكل خاص في صناعة الإلكترونيات.
التصاق أفضل للطلاءات والمواد المانعة للتسرب
يوفر السطح المؤكسد قاعدة ممتازة للدهانات والمواد المانعة للتسرب والمواد اللاصقة، مما يعزز طول عمر المنتج ومتانته بشكل عام. تعتبر هذه الميزة ذات قيمة خاصة في صناعات السيارات والفضاء، حيث يعد الالتصاق الموثوق به أمرًا ضروريًا للطلاءات والتشطيبات التي يجب أن تتحمل الظروف القاسية. يحظى الألومنيوم المؤكسد أيضًا بشعبية كبيرة في التطبيقات المعمارية، مما يضمن تشطيبات طويلة الأمد للواجهات الخارجية للمباني والعناصر الهيكلية.
عملية صديقة للبيئة
تعد عملية الأنودة عملية صديقة للبيئة نسبيًا مقارنة بتقنيات تشطيب المعادن الأخرى. إنها تنتج الحد الأدنى من النفايات الخطرة، والطبقة المؤكسدة غير سامة وقابلة لإعادة التدوير، مما يجعلها خيارًا آمنًا لأدوات الطهي ومعدات تجهيز الأغذية. مع تحرك الصناعات نحو التصنيع الأكثر مراعاة للبيئة، أصبح الألومنيوم المؤكسد أكثر شعبية لاستدامته، وخاصة في قطاعات مثل النقل، حيث يوجد طلب متزايد على مواد خفيفة الوزن وموفرة للطاقة.
اعتبارات عند اختيار أنودة الألومنيوم
تعد عملية الأنودة عملية واضحة نسبيًا وأصبحت خيارًا شائعًا في العديد من الصناعات التحويلية للأجزاء. ومع ذلك، لضمان أفضل النتائج، يجب مراعاة عدة عوامل عند تصميم الأجزاء للأنودة. وفيما يلي بعض النصائح والاعتبارات الرئيسية.
1. خذ بعين الاعتبار السبيكة
تتفاعل سبائك الألومنيوم المختلفة بشكل مختلف مع عملية الأنودة. على سبيل المثال، السبائك التي تحتوي على 2% أو أكثر من محتوى النحاس، مثل تلك الموجودة في سلسلة 2000 وبعض سلسلة 7000، تتمتع عمومًا بمقاومة تآكل أقل عند اختبارها تحت طلاءات MIL Spec Type III. وهذا يعني أن الطبقة الصلبة من النوع III على هذه السبائك قد لا تكون مقاومة للتآكل كما هو الحال في الألومنيوم 6061. إذا كانت لديك مخاوف بشأن السبيكة التي تستخدمها، فمن الأفضل استشارة البائع الخاص بك.
2. الاهتمام بالتسامحات وتغييرات الأبعاد
جميع أنواع الأنودة تؤدي إلى بعض التغييرات في الأبعاد، خاصة عمليات النوع الثاني والنوع الثالث. تذكر أن تعوض سمك الأنودة عند الانتهاء من أبعاد الجزء وتعيين تفاوتات الميزات. يعد هذا أمرًا بالغ الأهمية بشكل خاص بالنسبة لتزاوج الأجزاء أو المقاطع الملولبة، حيث يمكن أن تؤثر التغييرات الصغيرة بشكل كبير على الأداء.
3. تجنب الحواف الحادة
يمكن أن تسبب الحواف الحادة أنودة غير متساوية لأن التيار الكهربائي يميل إلى التركيز في هذه المناطق، مما يؤدي إلى طبقات أكسيد أكثر سمكًا. لتحقيق طبقة أكسيد أكثر اتساقًا وتحسين المتانة والمظهر، يوصى بتدوير الحواف أو شطبها أثناء مرحلة التصميم.
4. الطلاءات مجتمعة
ومن الناحية العملية، يمكن دمج الأنودة مع تقنيات الطلاء الأخرى لتعزيز أداء الأجزاء بشكل أكبر. على سبيل المثال، يمكن أن يؤدي تطبيق طلاء بوليمر (مثل الإيبوكسي أو البولي يوريثين) فوق الطبقة المؤكسدة إلى تحسين مقاومة التآكل والمقاومة الكيميائية والحماية من الأشعة فوق البنفسجية. وبدلاً من ذلك، يمكن أن يؤدي الطلاء الكهربائي (على سبيل المثال، بالنيكل أو الكروم) بعد الأنودة إلى زيادة صلابة السطح، وتعزيز مقاومة التآكل، وإضافة لمسة نهائية لامعة.
5. النظر في اللون والجماليات
يوفر الألومنيوم المؤكسد مرونة كبيرة من الناحية الجمالية، وذلك بفضل طبقة الأكسيد المسامية التي تمتص الأصباغ لمجموعة من اللمسات النهائية. قبل صباغة الجزء، يمكنك مراعاة النقاط التالية:
طرق التلوين:
كما ذكرنا سابقًا، يمكن تلوين الألومنيوم المؤكسد باستخدام طرق مختلفة، ولكل منها تطبيقات وفوائد فريدة. يجب أن يعتمد اختيار الطريقة على احتياجاتك الخاصة:
التلوين بالغمس: تعد هذه الطريقة واضحة وتتيح الحصول على ألوان نابضة بالحياة، مما يجعلها مناسبة لتطبيقات الديكور التي يكون فيها تنوع الألوان أولوية. ومع ذلك، فإن الأصباغ المستخدمة في هذه الطريقة أقل مقاومة للضوء والحرارة، مما يؤدي إلى احتمال بهتان اللون بمرور الوقت.
التلوين الكهربائي: ينتج ألوانًا متينة للغاية ومقاومة للأشعة فوق البنفسجية، شائعة الاستخدام في التطبيقات المعمارية والخارجية. تشمل الألوان النموذجية الذهب والبرونز والأسود.
التلوين المتكامل: يشكل ألوانًا مدمجة مع طبقة الأكسيد، مما يؤدي إلى زيادة مقاومة التآكل والتآكل. غالبًا ما يستخدم في تطبيقات السيارات والفضاء حيث تتطلب القوة والمتانة العالية.
التلوين المتداخل: يُنشئ ألوانًا فريدة أو لؤلؤية أو معدنية مقاومة للتلاشي، والتي توجد عادةً في منتجات الديكور الراقية مثل العناصر المعمارية والأغلفة الإلكترونية.
تناسق اللون:
يمكن أن يتأثر اللون النهائي بعدة عوامل، بما في ذلك تكوين السبائك، والانتهاء من السطح، وسمك الأكسيد. ونتيجة لذلك، قد يكون الحفاظ على تناسق اللون أثناء عملية الأكسدة أمرًا صعبًا. حتى في ظل الظروف الخاضعة للرقابة، قد تستمر الاختلافات في الظهور ضمن نفس الدُفعة أو عبر دفعات مختلفة. لتقليل هذه الاختلافات، قد يكون من المفيد إجراء اختبار صغير قبل الإنتاج الكامل أو التعاون مع العديد من البائعين.
استجابة الصبغة:
تستجيب سبائك الألومنيوم المختلفة للأصباغ بشكل مختلف. على سبيل المثال، قد تنتج بعض السبائك ألوانًا غير متساوية أو باهتة بسبب تركيبها. قد تظهر السبائك التي تحتوي على نسبة عالية من السيليكون أو النحاس درجة رمادية بعد الأكسدة، مما قد يؤثر على اللون النهائي المصبوغ. عندما يكون اللون أولوية، فمن الضروري اختيار سبيكة تستجيب جيدًا للصباغة لتحقيق اللمسة النهائية المطلوبة.
خاتمة
لقد أثبتت أنودة الألومنيوم نفسها بالفعل كعملية حاسمة في العديد من الصناعات، مما يعزز أداء ومظهر المنتجات اليومية. ومع تقدم التكنولوجيا، من المقرر أن تلعب عملية الأنودة دورًا أكثر أهمية في التصنيع المستدام، وتصميم المواد المبتكر، والمجالات الناشئة مثل تكنولوجيا النانو والطب الحيوي.
في Chiggo، نحن متخصصون في تقديم خدمات أنودة الألومنيوم عالية الجودة والتي تم تصميمها لتلبية احتياجاتك الخاصة ومساعدتك على البقاء في المقدمة في السوق التنافسية. قم بتحميل ملفك ودعنا نبدأ!