يلعب التصميم دورًا محوريًا في التصنيع باستخدام الحاسب الآلي لأنه يضع الأساس لعملية التصنيع بأكملها. كما هو معروف، تستخدم الآلات CNC آلات يتم التحكم فيها بواسطة الكمبيوتر لإزالة المواد بدقة من قطعة العمل. تتميز هذه العملية بأنها متعددة الاستخدامات وقابلة للتكرار ودقيقة للغاية، بالإضافة إلى أنها متوافقة مع مجموعة واسعة من المواد، بدءًا من الرغوة والبلاستيك وحتى الخشب والمعادن.
يعتمد تحقيق هذه القدرات بشكل كبير على تصميم التصنيع باستخدام الحاسب الآلي. لا يضمن التصميم الفعال جودة الجزء فحسب، بل يوفر أيضًا تكاليف الإنتاج والوقت المرتبط بالأجزاء المصنعة باستخدام الحاسب الآلي.
سنناقش في هذا الدليل قيود التصميم وسنقدم قواعد تصميم قابلة للتنفيذ وقيمًا موصى بها للميزات الأكثر شيوعًا التي نواجهها في التصنيع باستخدام الحاسب الآلي. ستساعدك هذه الإرشادات على تحقيق أفضل النتائج لأجزاءك.
قيود التصميم للتصنيع باستخدام الحاسب الآلي
من أجل تصميم أجزاء التصنيع باستخدام الحاسب الآلي بشكل صحيح، يجب علينا أولاً أن يكون لدينا فهم واضح لقيود التصميم المختلفة المتأصلة في العملية. تنشأ هذه القيود بشكل طبيعي من آليات عملية القطع وتتعلق بشكل أساسي بالجوانب التالية:
هندسة الأداة
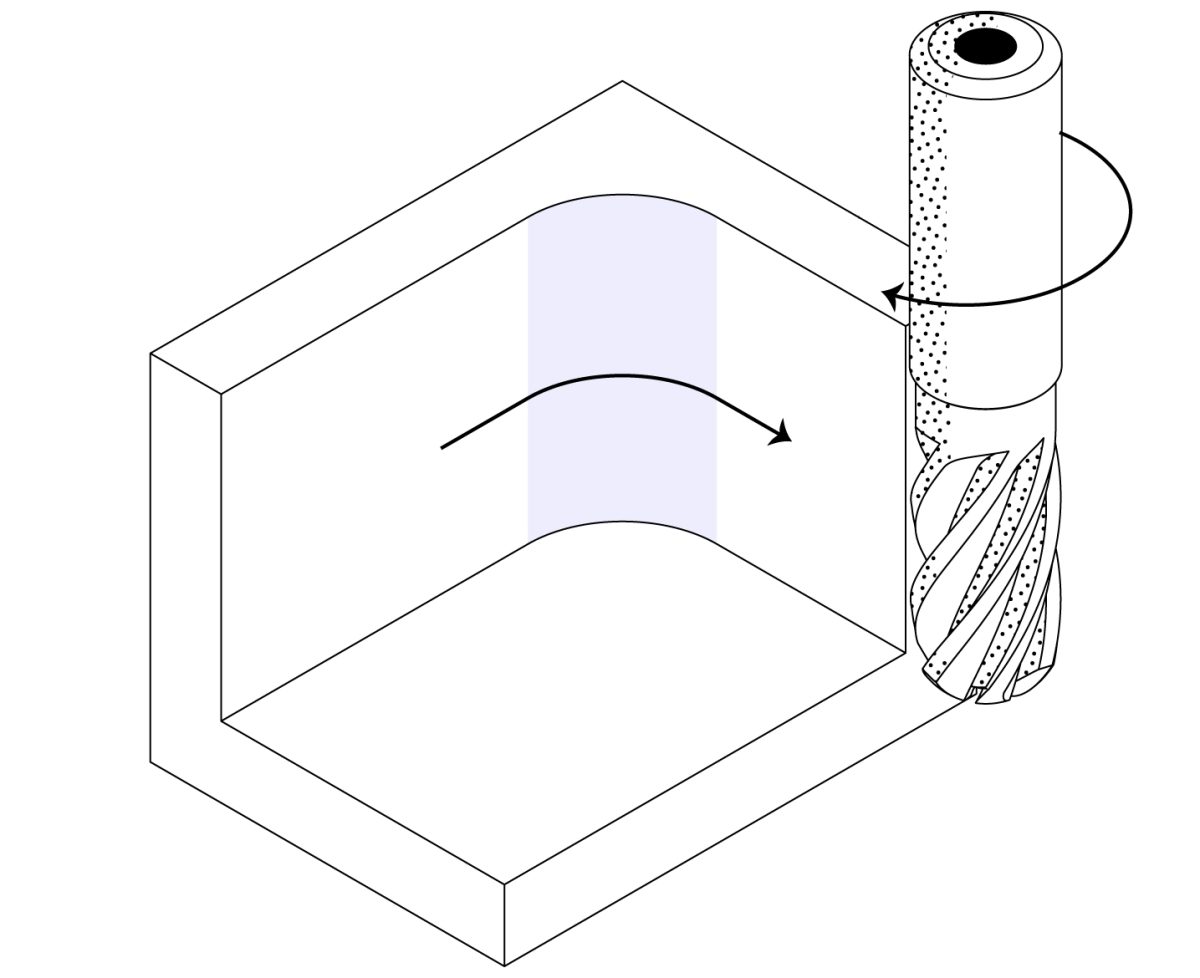
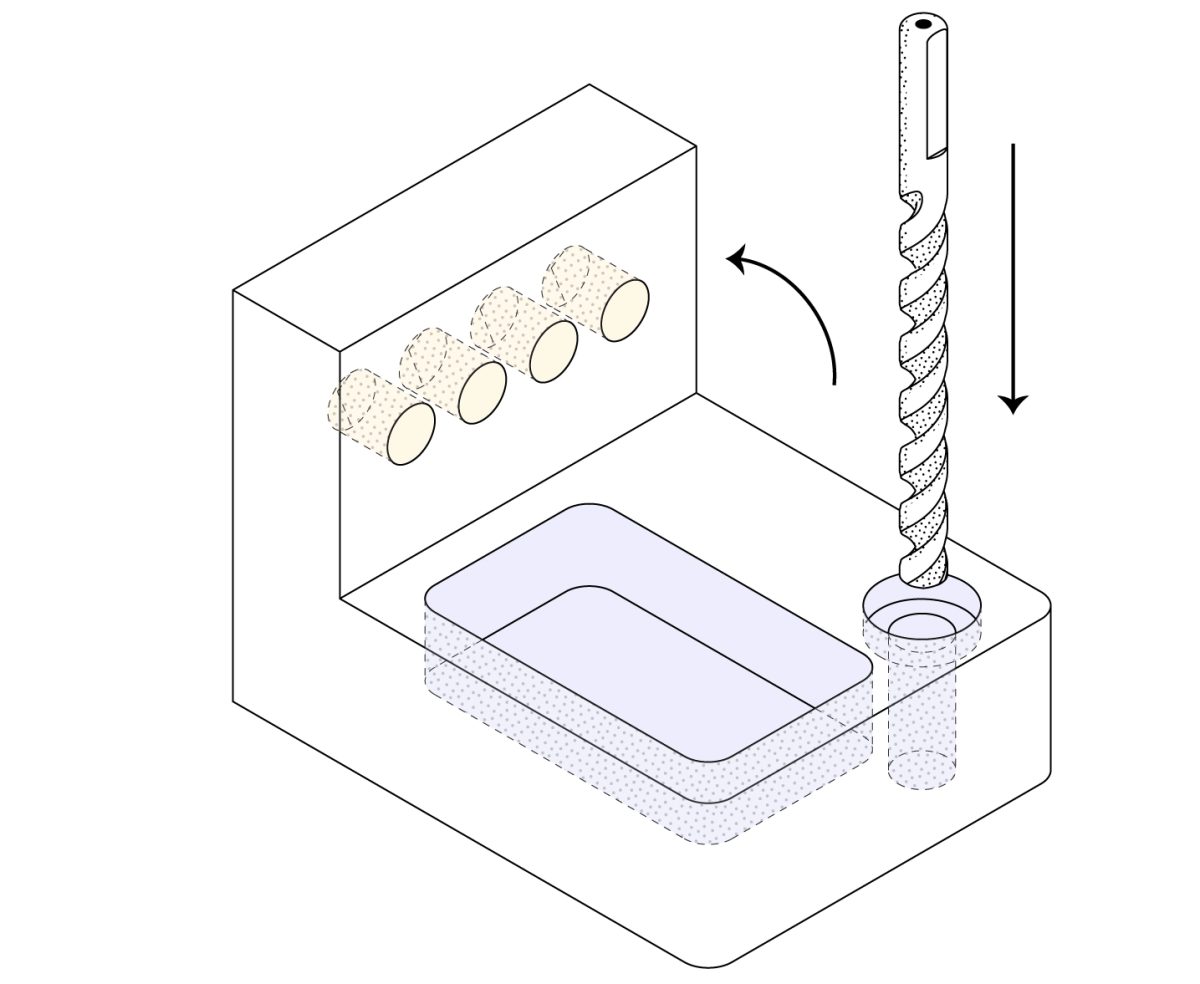
معظم أدوات القطع الخاصة بالتصنيع باستخدام الحاسب الآلي لها شكل أسطواني وطول قطع محدود. عند إزالة المواد من قطعة العمل، تقوم أدوات القطع هذه بنقل شكلها الهندسي إلى الجزء. وهذا يعني أن الزوايا الداخلية لجزء CNC سيكون لها دائمًا نصف قطر، بغض النظر عن مدى صغر حجم أداة القطع. بالإضافة إلى ذلك، فإن طول الأداة يحد من الحد الأقصى للعمق الذي يمكن تشكيله. تتميز الأدوات الأطول عمومًا بصلابة أقل، مما قد يؤدي إلى الاهتزاز أو التشوه.
الوصول إلى الأداة
لإزالة المواد، يجب أن تقترب أداة القطع من قطعة العمل مباشرة. لا يمكن تشكيل الأسطح أو الميزات التي لا يمكن الوصول إليها بواسطة أداة القطع باستخدام الحاسب الآلي. على سبيل المثال، الهياكل الداخلية المعقدة، خاصة عندما تكون هناك زوايا أو ميزات متعددة داخل جزء يتم حظره بواسطة ميزة أخرى أو عندما تكون هناك نسبة كبيرة من العمق إلى العرض، قد تجعل من الصعب على الأداة الوصول إلى مناطق معينة. يمكن لآلات CNC ذات المحاور الخمسة أن تخفف بعض القيود على الوصول إلى الأدوات عن طريق تدوير قطعة العمل وإمالتها، لكنها لا تستطيع إزالة جميع القيود تمامًا، وخاصة المشكلات مثل اهتزاز الأداة.
صلابة الأداة
مثل قطعة العمل، يمكن لأداة القطع أن تتشوه أو تهتز أثناء المعالجة. يمكن أن يؤدي ذلك إلى تفاوتات أقل، وزيادة خشونة السطح، وحتى كسر الأدوات أثناء عملية التصنيع. تصبح هذه المشكلة أكثر وضوحًا عندما تزيد نسبة طول الأداة إلى قطرها أو عند قطع مواد عالية الصلابة.
صلابة الشغل
نظرًا للكمية الكبيرة من الحرارة المتولدة أثناء عملية التشغيل الآلي وقوى القطع القوية المعنية، فإن المواد ذات الصلابة المنخفضة (مثل بعض المواد البلاستيكية أو المعادن الناعمة) والهياكل ذات الجدران الرقيقة تكون عرضة للتشوه أثناء التشغيل الآلي.
عقد العمل
تحدد هندسة الجزء كيفية تثبيته على ماكينة CNC وعدد الإعدادات المطلوبة. يمكن أن يكون من الصعب تثبيت قطع العمل المعقدة أو غير المنتظمة وقد تتطلب تركيبات خاصة، مما قد يؤدي إلى زيادة التكاليف ووقت المعالجة. بالإضافة إلى ذلك، عند إعادة ضبط موضع العمل يدويًا، هناك خطر حدوث أخطاء موضعية صغيرة ولكن لا يمكن إهمالها.
إرشادات تصميم الآلات باستخدام الحاسب الآلي
والآن حان الوقت لترجمة هذه القيود إلى قواعد تصميم قابلة للتنفيذ. لا يوجد معيار مقبول عالميًا في عالم التصنيع باستخدام الحاسب الآلي، ويرجع ذلك أساسًا إلى أن الصناعة والآلات المستخدمة تتطور دائمًا. ومع ذلك، فقد تراكمت لدى ممارسات المعالجة طويلة المدى خبرة وبيانات كافية. تلخص الإرشادات التالية القيم الموصى بها والممكنة للميزات الأكثر شيوعًا للأجزاء المصنعة باستخدام الحاسب الآلي.
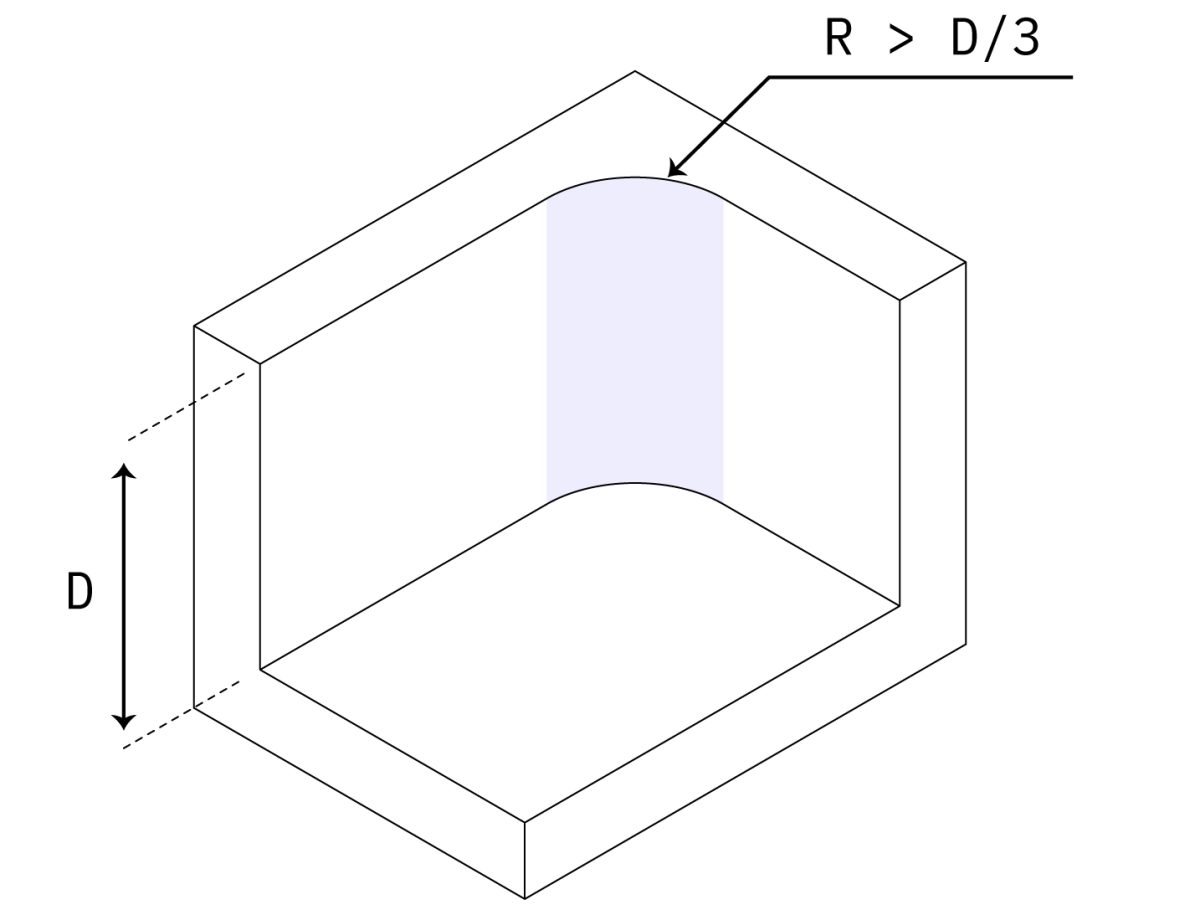
الحواف الداخلية
نصف قطر الزاوية العمودية الموصى به: ⅓ مرة عمق التجويف (أو أكبر)
يُنصح عمومًا بتجنب الزوايا الداخلية الحادة. معظم أدوات CNC أسطوانية، مما يجعل من الصعب تحقيق زوايا داخلية حادة. إن استخدام نصف قطر الزاوية الداخلية الموصى به يسمح للأداة باتباع مسار دائري، مما يقلل من نقاط تركيز الضغط وعلامات المعالجة، مما يؤدي إلى تشطيب أفضل للسطح. وهذا يضمن أيضًا استخدام الأدوات ذات الحجم المناسب، مما يمنعها من أن تكون كبيرة جدًا أو صغيرة جدًا، وبالتالي الحفاظ على دقة المعالجة والكفاءة. بالنسبة للزوايا الحادة البالغة 90 درجة، يوصى باستخدام قواطع على شكل حرف T أو قطع الأسلاك بدلاً من تقليل نصف قطر الزاوية.
نصف قطر الأرضية الموصى به: 0.5 ملم، أو 1 ملم أو بدون نصف قطر
نصف قطر الأرضية الممكن: أي نصف قطر
عادةً ما تحتوي أدوات المطحنة النهائية على حواف قطع سفلية مسطحة أو مستديرة قليلاً. إذا كان نصف القطر السفلي المصمم يتوافق مع القيمة الموصى بها، فيمكن استخدام المطاحن النهائية القياسية في التشغيل الآلي. يفضل الميكانيكيون هذا التصميم لأنه يسمح باستخدام الأدوات المتاحة على نطاق واسع وسهلة الاستخدام، مما يساعد على تحقيق التوازن بين تكاليف المعالجة والجودة في معظم الحالات. في حين أن المطاحن الكروية يمكنها استيعاب أي نصف قطر سفلي، إلا أنها قد تزيد من وقت التصنيع وتكاليفه بسبب شكلها.
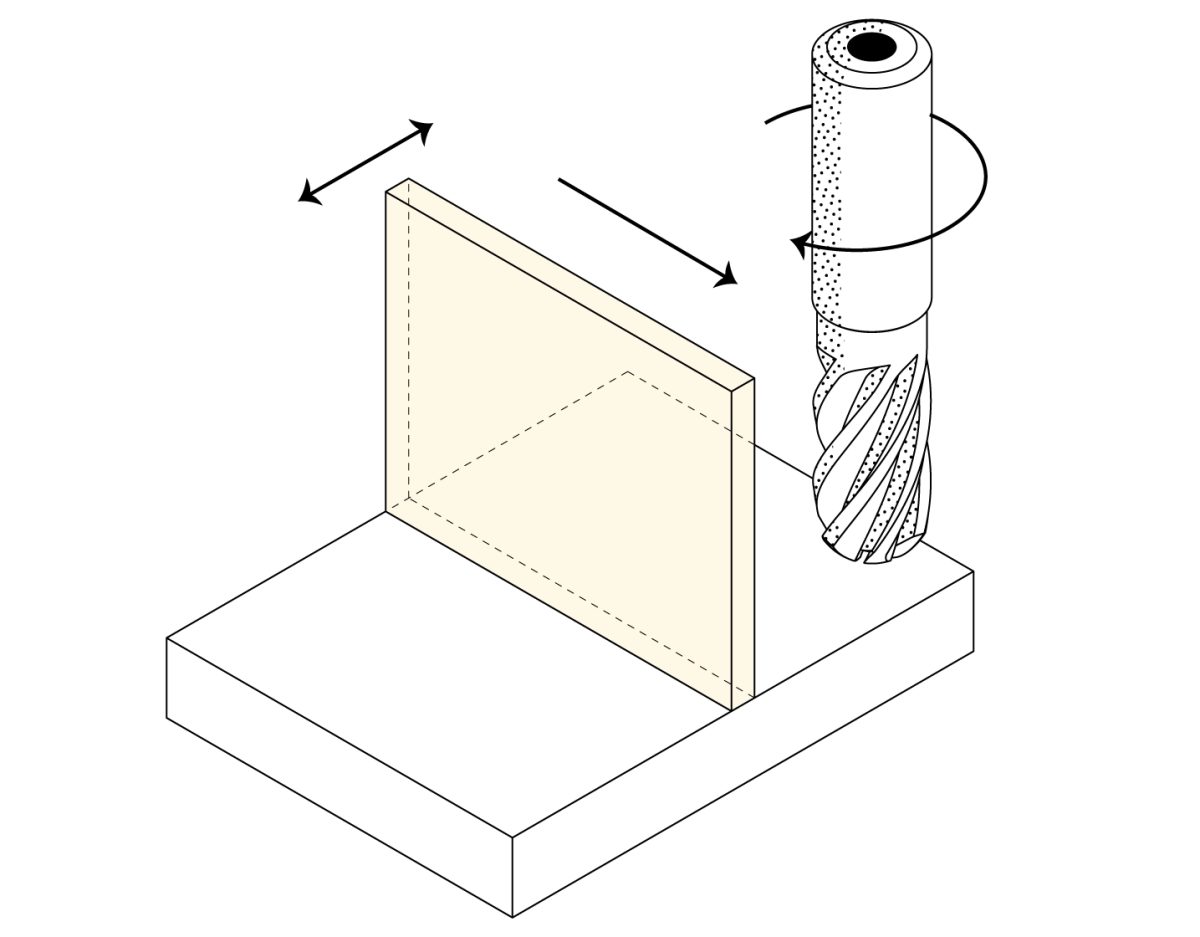
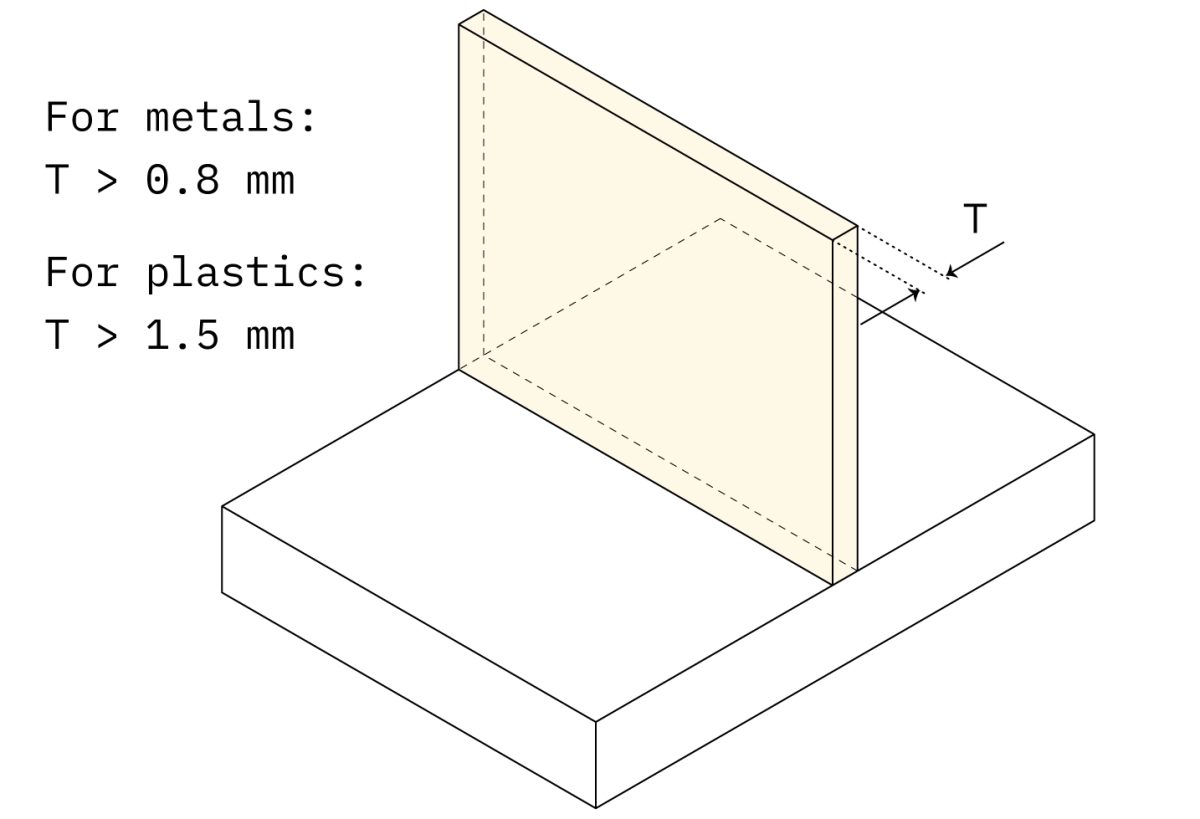
جدران رقيقة
الحد الأدنى الموصى به لسمك الجدار: 0.8 ملم (المعادن)، 1.5 ملم (البلاستيك)
الحد الأدنى الممكن لسماكة الجدار: 0.5 ملم (المعادن)، 1.0 ملم (البلاستيك)
آلات CNC لها حدود في معالجة الجدران الرقيقة جدًا، لأن تقليل سمك الجدار يؤثر على صلابة المادة ويقلل من الدقة التي يمكن تحقيقها، مما قد يؤدي إلى زيادة الاهتزازات أثناء المعالجة. ينبغي تقييم القيم الموصى بها والممكنة المذكورة أعلاه بعناية على أساس كل حالة على حدة، حيث تختلف المواد في الصلابة والخواص الميكانيكية. بالنسبة للجدران الرقيقة، قد تكون العمليات البديلة مثل تصنيع الصفائح المعدنية هي الأفضل.
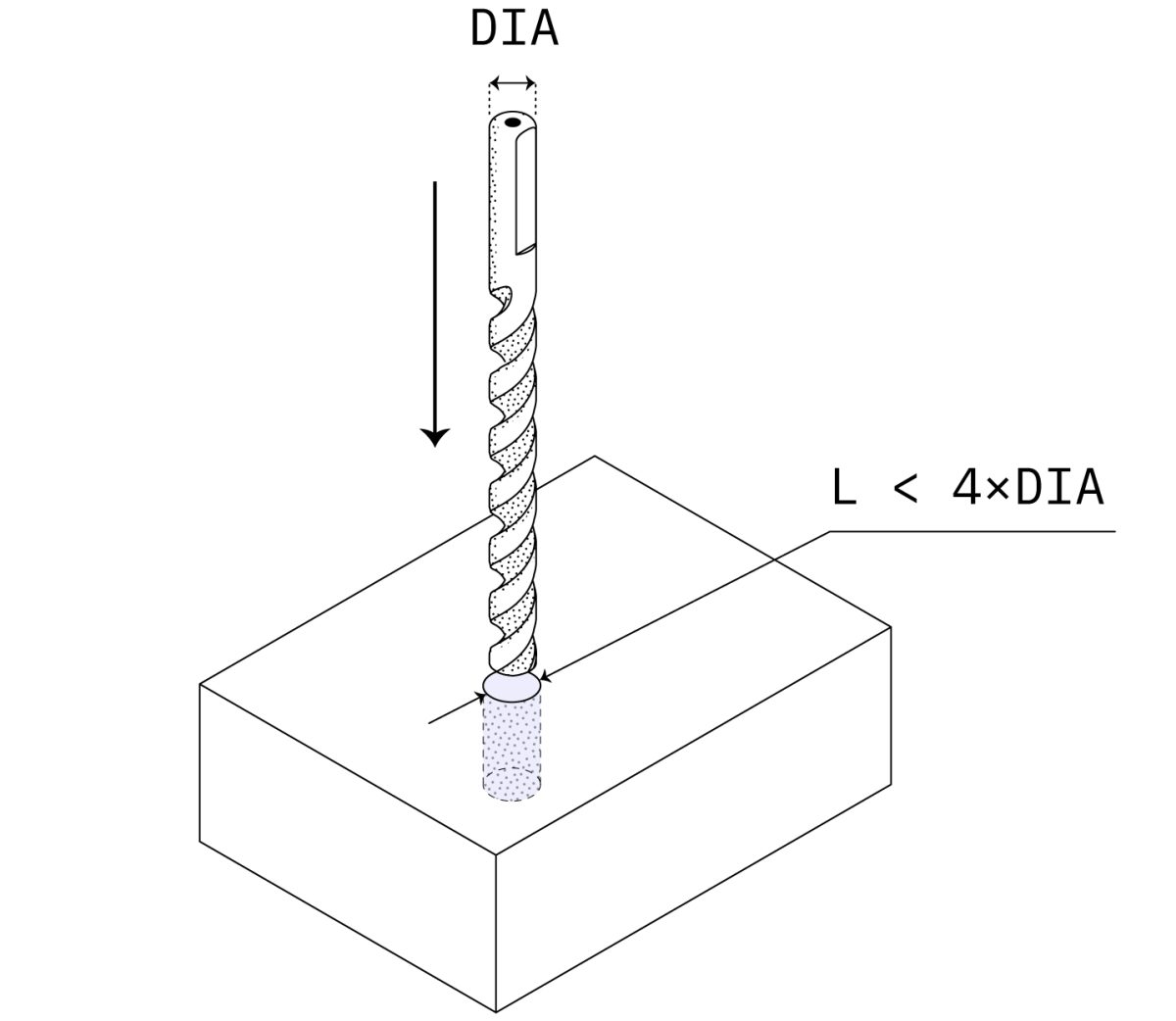
الثقوب
قطر الثقب الموصى به: لقمة ثقب قياسية
قطر الثقب الممكن: 1 مم على الأقل
يتم تشكيل الثقوب باستخدام مثقاب أو أداة مطحنة نهائية. تتوفر لقم الثقب بأحجام قياسية محددة جيدًا في كل من الوحدات المترية والإمبراطورية. عادةً ما يحدد المصممون أحجام الثقب بناءً على هذه الأقطار القياسية لضمان توفر الأدوات المناسبة بسهولة. تتجنب هذه الممارسة الحاجة إلى أدوات مخصصة ويمكن أن تؤدي إلى توفير كبير في التكاليف، خاصة بالنسبة للثقوب عالية الدقة التي يقل قطرها عن 20 مم، حيث يوصى بشدة باستخدام قطر قياسي.
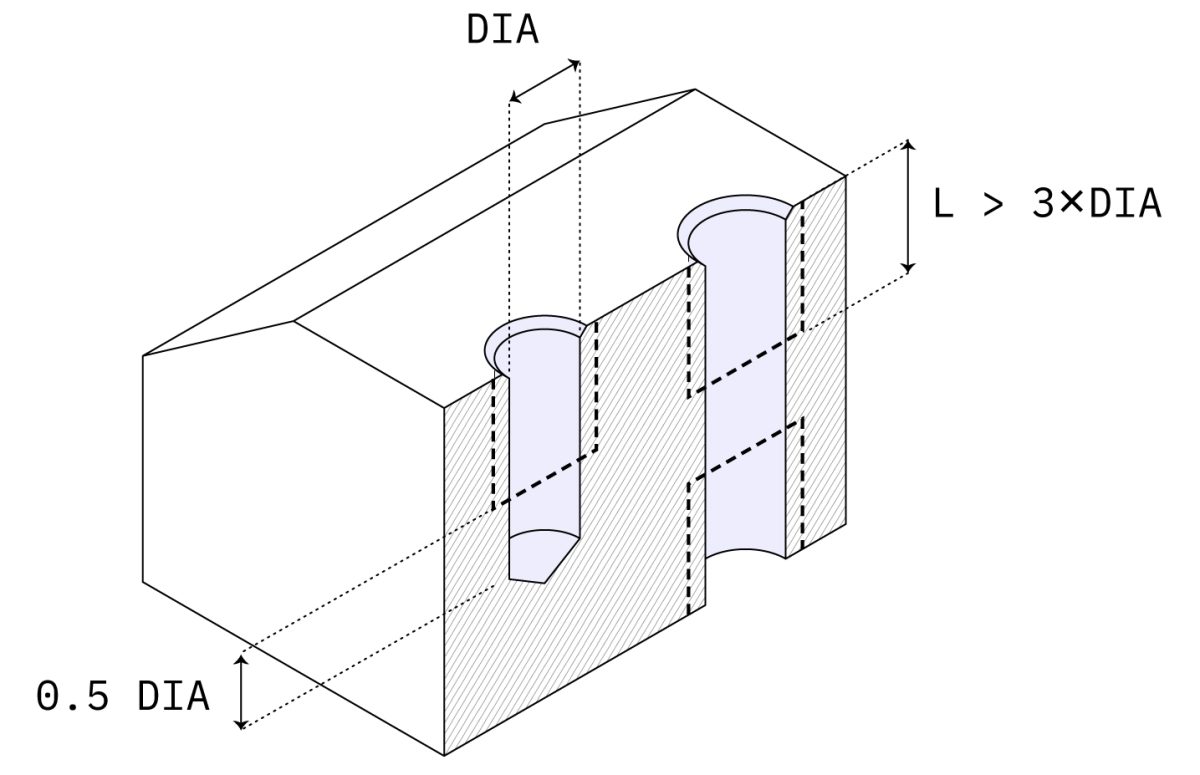
الحد الأقصى الموصى به للعمق: 4 أضعاف القطر الاسمي
عندما لا يتوافق قطر الثقب مع حجم لقمة الحفر القياسي، يتم استخدام أداة مطحنة نهائية بدلاً من ذلك. ومع ذلك، عند معالجة الثقوب غير القياسية بمطحنة نهائية، من المهم اتباع الحد الأقصى لعمق التجويف الموصى به لضمان استقرار وجودة عملية المعالجة. إذا تجاوز عمق الحفرة الحد الأقصى الموصى به، فقد يكون من الضروري استخدام لقم الثقب المتخصصة. 10 أضعاف القطر الاسمي هو النموذجي، و 40 ضعف القطر الاسمي ممكن.
تقوم لقم الثقب عادةً بإنشاء ثقوب عمياء ذات أرضية مخروطية (بزاوية 135 درجة)، في حين أن الثقوب التي يتم تشكيلها بمطحنة نهائية لها قاع مسطح. في التصنيع باستخدام الحاسب الآلي، لا يوجد عمومًا أي تفضيل بين الثقوب والثقوب العمياء، مما يعني أن المصممين يختارون نوع الثقب بناءً على احتياجات التصميم أو الوظيفة المحددة.
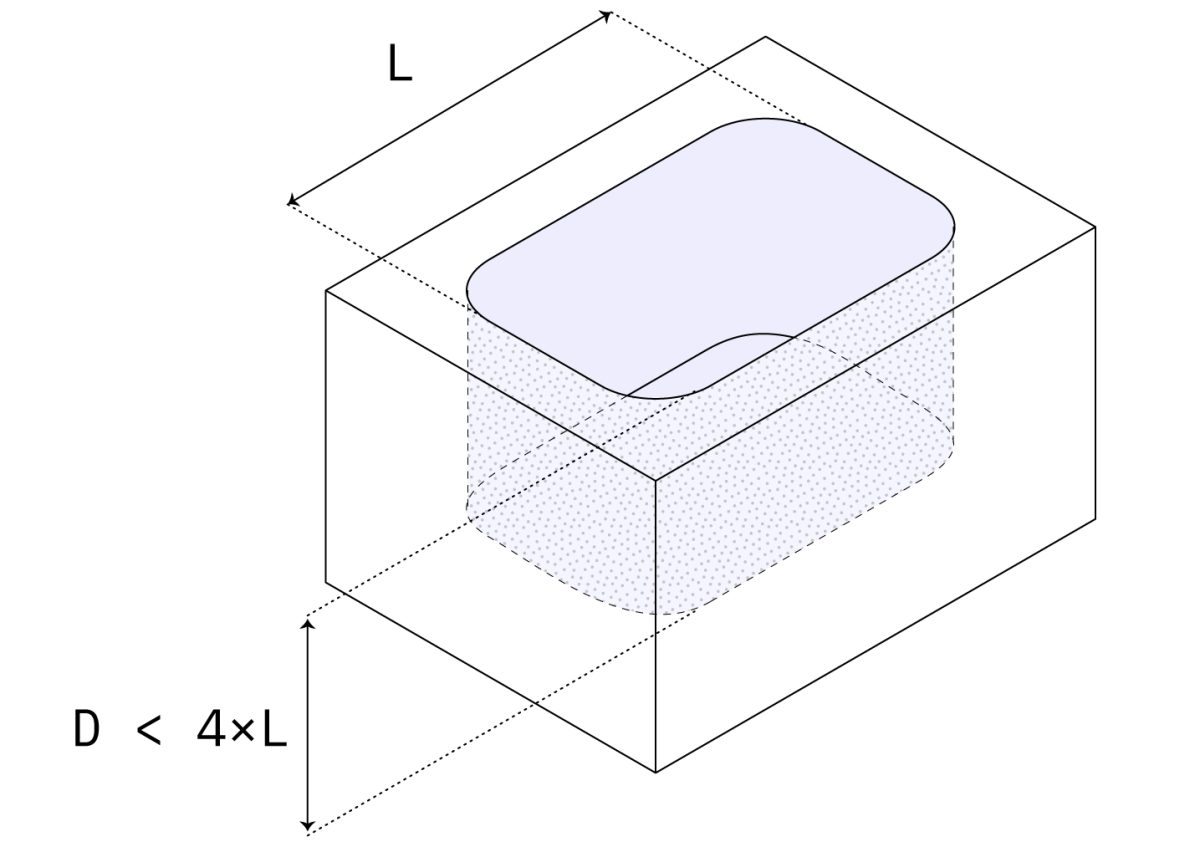
التجاويف والجيوب
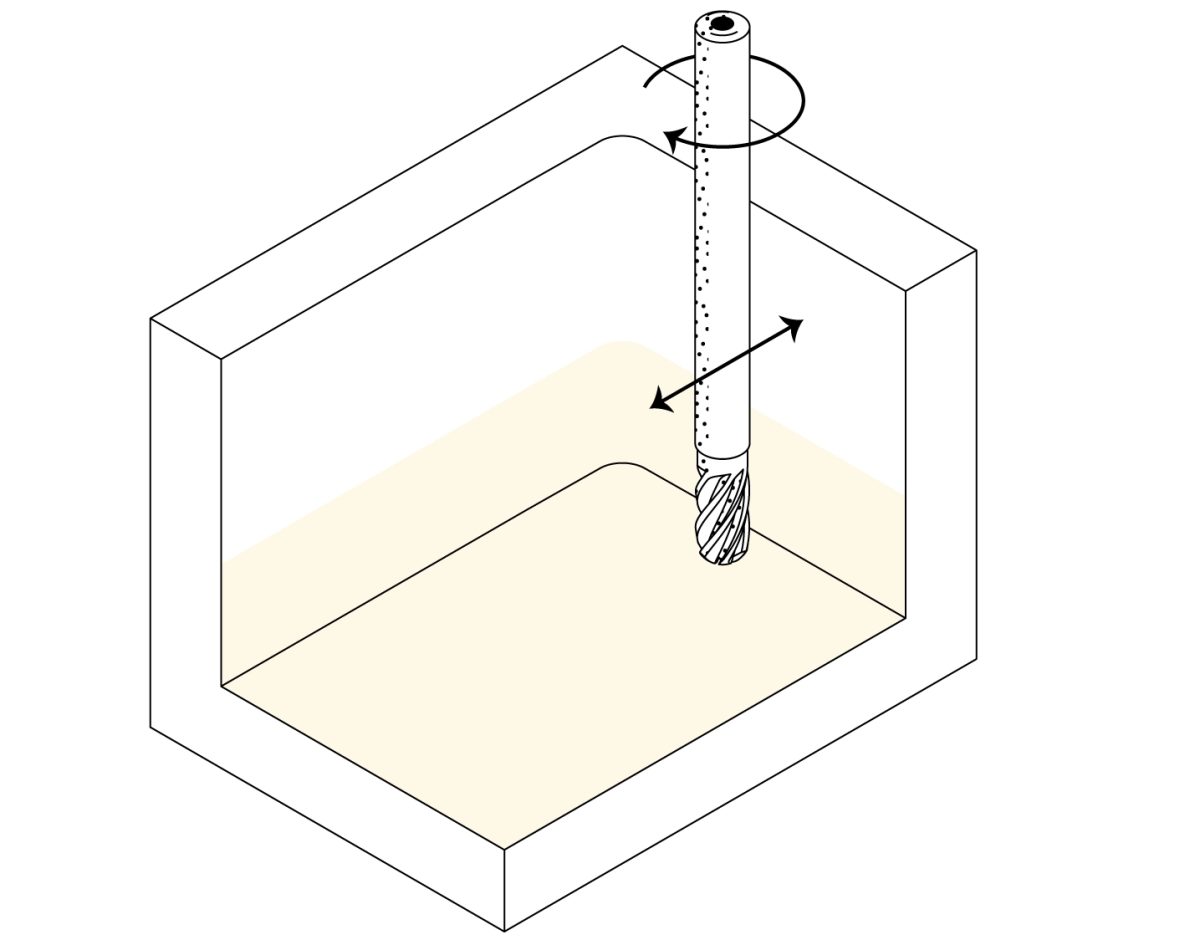
عمق التجويف الموصى به: لا يزيد عن 4 أضعاف عرض التجويف
للحصول على معالجة مثالية، يجب ألا يتجاوز عمق التجويف أربعة أضعاف عرضه. تعتبر التجاويف التي يزيد عمقها عن ستة أضعاف قطر الأداة عميقة ويمكن أن تؤدي إلى تعقيد عملية التصنيع. قد تشمل هذه التحديات انحراف الأداة، وسوء إخلاء الرقاقة، وحتى كسر الأداة. إذا كانت هناك حاجة إلى أعماق أكبر، فمن المستحسن تصميم أجزاء ذات أعماق تجويف متغيرة.
المواضيع
حجم الخيط الموصى به: M6 أو أكبر
يتم قطع الخيوط الداخلية بالصنابير والخيوط الخارجية بالقوالب. يمكن استخدام الصنابير والقوالب لقطع الخيوط حتى M2. ومع ذلك، فإن أدوات الخيوط CNC شائعة ويفضلها الميكانيكيون، لأنها تحد من خطر كسر الصنبور. يمكن استخدام أدوات الخيوط CNC لقص الخيوط حتى M6.
طول الخيط الموصى به: 3 أضعاف القطر الاسمي
يتم أخذ غالبية الحمل المطبق على الخيط بواسطة الأسنان القليلة الأولى (ما يصل إلى 1.5 مرة من القطر الاسمي). الخيوط الأطول ثلاث مرات من القطر الاسمي غير ضرورية بشكل عام.
بالنسبة لخيوط قطع الصنابير (مثل M6 وما دونه)، عادة ما يتم ترك طول غير ملولب يعادل 1.5 مرة القطر الاسمي للخيط. وهذا يضمن أن الجزء الحامل الأساسي للخيط قد تم تشكيله بالكامل دون المخاطرة بإتلاف الأداة.
بالنسبة للخيوط الكبيرة التي تتم معالجتها باستخدام أدوات الخيوط CNC، نظرًا للدقة العالية والتحكم الأفضل في أدوات CNC، يمكن في بعض الأحيان معالجة الخيوط بالقرب من أسفل الثقب، ولكن عادة ما يتم ترك كمية صغيرة من الجزء غير الملولب لضمان ذلك. جودة الآلات وسلامة الأداة.
عمق الخيط الموصى به: 1.5 مرة القطر الاسمي
يمكن أن يضمن عمق مشاركة الخيط المناسب قوة وموثوقية الاتصال مع تجنب المعالجة الزائدة أو هدر المواد. إذا كان عمق المشاركة ضحلًا جدًا، فقد يتسبب ذلك في عدم قدرة الخيط على تحمل الحمل المتوقع؛ إذا كان عميقًا جدًا، فقد يزيد من صعوبة المعالجة والتكلفة. يعتبر عمق 1.5D بشكل عام خيارًا آمنًا يمكن أن يوفر قوة كافية، خاصة في التطبيقات الميكانيكية العامة.
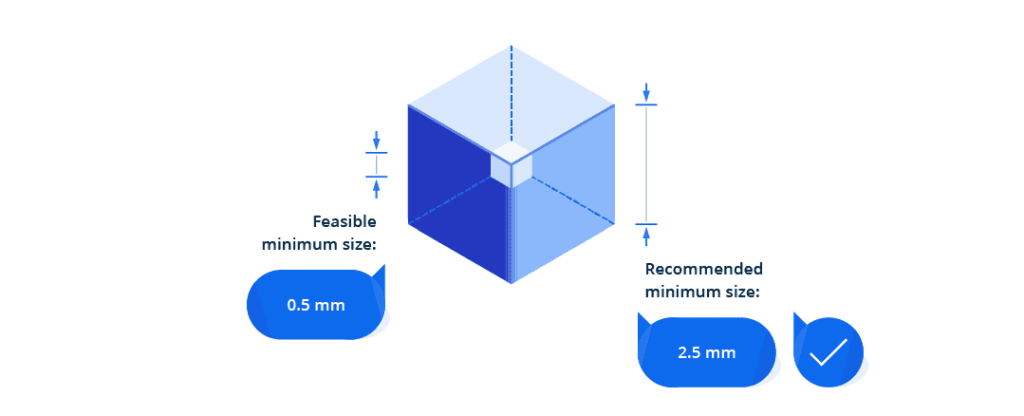
الميزات الصغيرة
الحد الأدنى الموصى به للحجم: 2.5 ملم
الحد الأدنى للحجم الممكن: 0.5 مم
يبلغ الحد الأدنى لقطر الأداة في معظم ماكينات CNC 2.5 مم، مما يعني أن أي ميزة أصغر من 2.5 مم سيكون من الصعب تشغيلها آليًا. على سبيل المثال، لتصنيع ميزة صغيرة تبلغ 0.5 مم، عادةً ما تكون هناك حاجة إلى أدوات دقيقة صغيرة جدًا أو طرق تصنيع محددة، مثل الطحن الدقيق أو التشغيل بالتفريغ الكهربائي (EDM). في حين أن هذه الأساليب يمكن أن تحقق ميزات صغيرة جدًا، إلا أنها تزيد بشكل كبير من وقت المعالجة وتفرض متطلبات أعلى على المعدات وتقنيات التشغيل، مما يؤدي بدوره إلى رفع تكاليف المعالجة.
النص والحروف
الموصى به: حجم الخط 20 (أو أكبر)، بعمق نقش 5 مم
يُفضل النص المحفور على النص المنقوش لأنه يتطلب إزالة مواد أقل، مما يقلل من وقت المعالجة وهدر المواد. توفر خطوط sans-serif البسيطة، مثل Arial أو Helvetica، بعمق 5 مم، إمكانية قراءة جيدة ونتائج معالجة جيدة. بالإضافة إلى ذلك، تأتي العديد من آلات CNC مبرمجة مسبقًا بهذه الخطوط الشائعة، مما يجعل عملية التصنيع أسهل دون الحاجة إلى برمجة إضافية أو إعداد معقد.
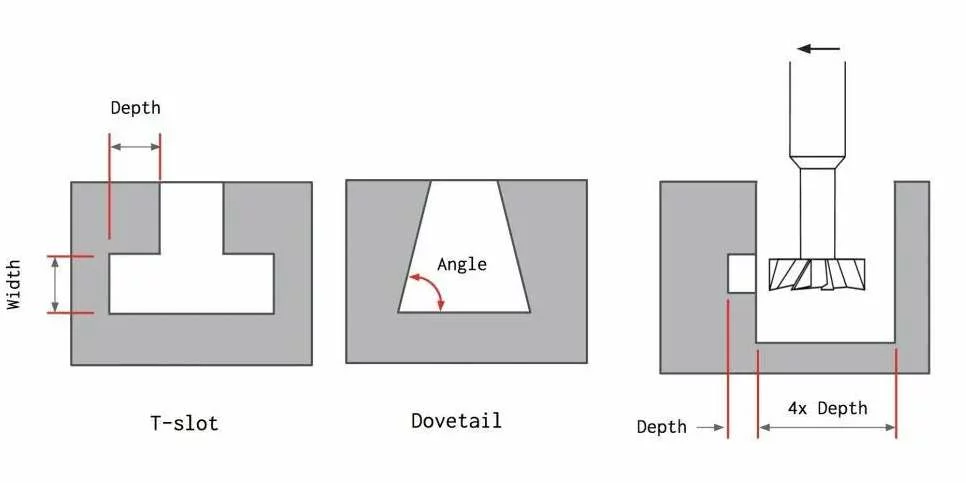
يضعف
القطع السفلي عبارة عن ميزة في قطعة العمل لا يمكن لأدوات القطع الرأسية القياسية الوصول إليها مباشرةً، وغالبًا ما يكون ذلك بسبب انسداد أجزاء من السطح. تتطلب هذه المناطق أدوات متخصصة للتصنيع. هناك نوعان رئيسيان من القطع السفلية: فتحات على شكل حرف T وتتوافق.
الفتحة على شكل حرف T هي شكل شائع مقطوع يشبه الحرف "T". تتكون الأدوات المستخدمة في تصنيع فتحات T من حواف قطع أفقية وعمود رأسي، مما يسمح لها بقطع الجزء السفلي بشكل فعال في المساحات الضيقة. يتراوح عرض القطع السفلي عادةً من 3 مم إلى 40 مم. يُنصح باستخدام الأحجام القياسية (مثل المليمترات الكاملة أو البوصات الكسرية الشائعة) نظرًا لأنها من المرجح أن تتطابق مع الأدوات المتاحة بسهولة، مما يؤدي إلى تجنب التكلفة الإضافية والوقت المرتبط بالأدوات المخصصة.
عند تصميم فتحات على شكل حرف T، تتمثل القاعدة الأساسية الجيدة في توفير خلوص يعادل أربعة أضعاف عمق القطع السفلي، مما يضمن توفر مساحة تشغيل كافية للأداة. من المهم ملاحظة أن عمق القطع لأدوات التقطيع القياسية غالبًا ما يكون مقيدًا بتصميم الأداة، حيث أن النسبة النموذجية بين قطر القطع وقطر العمود هي 2:1. وهذا يعني أن عمق المعالجة للقطع السفلي محدود، ويجب أن يؤخذ ذلك في الاعتبار أثناء عملية التصميم.
الفتحات المتوافقة تكون على شكل ذيل السنونو ولها زاوية طفيفة، وتُستخدم عادةً في التطبيقات التي تتطلب تشابكًا ميكانيكيًا قويًا. على الرغم من توفر أدوات ذات زوايا مختلفة (تتراوح من 5 درجات إلى 120 درجة) في السوق، إلا أن الأدوات ذات الزوايا 45 درجة و60 درجة تعتبر قياسية وشائعة الاستخدام.
قواعد أخرى لتصميم الآلات باستخدام الحاسب الآلي
استخدام الأدوات ذات الأقطار الكبيرة أو القياسية: قم بتصميم الأجزاء التي يمكن تصنيعها باستخدام أدوات ذات أقطار كبيرة أو قياسية لضمان معالجة أسرع وتجنب الحاجة إلى أدوات متخصصة.
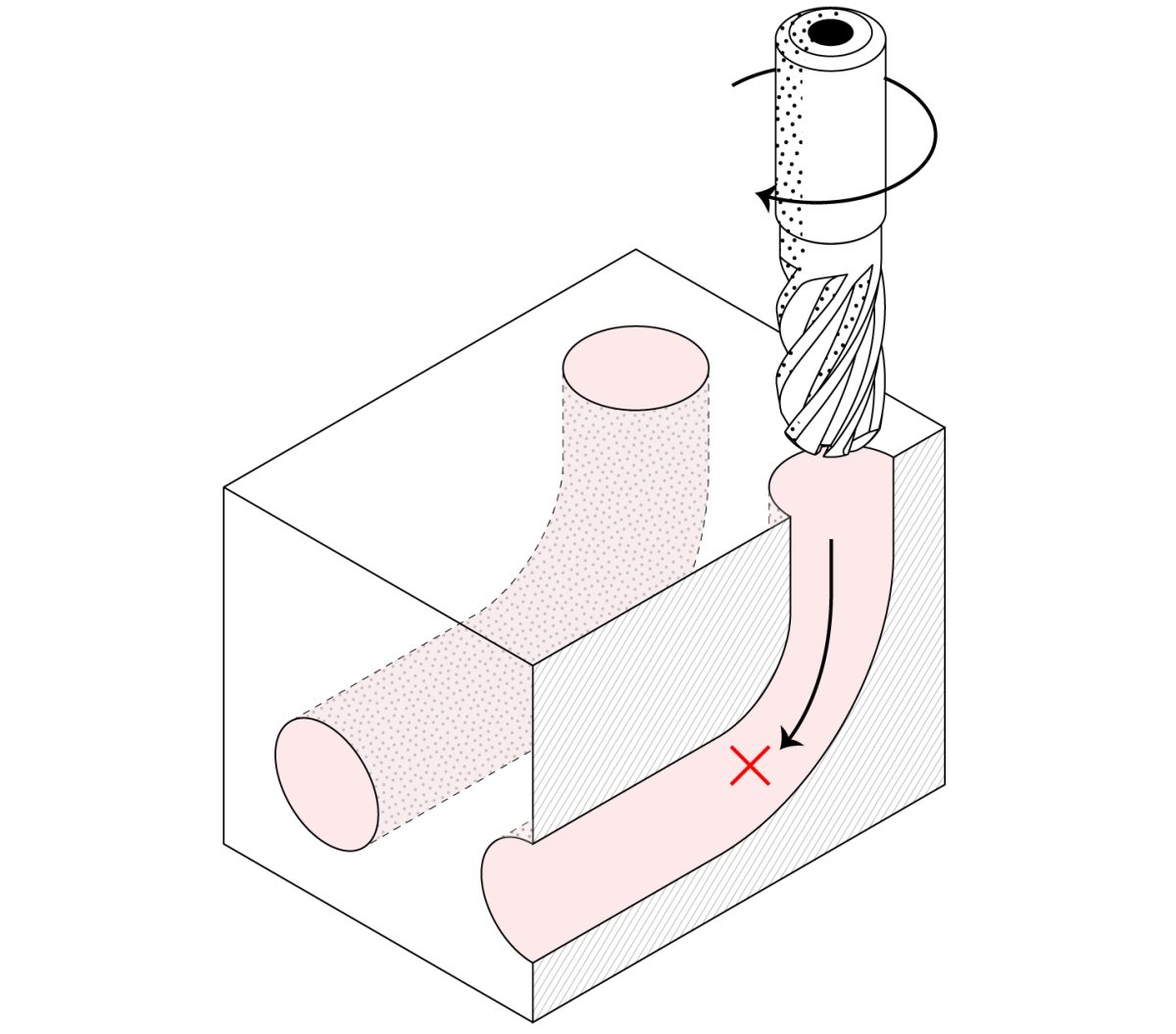
تجنب الميزات التي لا يمكن تصنيعها: لا يمكن إنتاج بعض الميزات، مثل الثقوب المنحنية، بواسطة المطاحن أو المخارط أو المثاقب القياسية باستخدام الحاسب الآلي. إذا كان تصميمك يتطلب مثل هذه الميزات، ففكر في استخدام آلة التفريغ الكهربائي (EDM) بدلاً من ذلك.
حدد التفاوتات بشكل مدروس: إذا لم تحدد التفاوتات في تصميمك، فستستخدم الشركات المصنعة عادةً درجة ISO 2768 القياسية. في حين أن آلات CNC الحديثة يمكنها تحقيق تفاوتات أكثر صرامة من تلك المحددة في ISO 2768، تجنب التفاوتات المشددة غير الضرورية لأنها تزيد الوقت والتكلفة.
إعطاء الأولوية للوظيفة على الجماليات: ركز على دقة الميزات الأساسية بدلاً من الجماليات. من الأفضل تحقيق التحسينات الجمالية من خلال عمليات ما بعد التصنيع.
تجنب الثقوب ذات القاعدة المسطحة: تتطلب الثقوب ذات القاعدة المسطحة تصنيعًا متقدمًا ويمكن أن تسبب مشكلات في العمليات اللاحقة مثل التوسيع.
التأكد من عمودية الثقوب: عند الحفر، تأكد من أن أسطح الدخول والخروج متعامدة مع محور الحفر. وهذا يمنع رأس المثقاب من التجول ويقلل من صعوبة إزالة النتوءات حول مخرج الثقب.
قم بتحويل تصميم CNC الخاص بك إلى أجزاء مُصنعة باستخدام Chiggo
توفر التصنيع باستخدام الحاسب الآلي تنوعًا لا يصدق، ولكن لا يمكن تحويل كل تصميم بسهولة إلى منتج مادي. كل التفاصيل في عملية التصميم تتطلب دراسة متأنية والتحقق. عندما تكون مستعدًا لإضفاء الحيوية على فكرتك، فإن Chiggo موجود لمساعدتك!
نحن شركة تصميم وتصنيع الآلات باستخدام الحاسب الآلي مع أكثر من عشر سنوات من الخبرة في إنشاء المنتجات والمكونات لمختلف الصناعات. لا يقوم فريقنا من المصممين والمهندسين والميكانيكيين الخبراء بتحسين التصميم الخاص بك فحسب، بل يعمل أيضًا على تبسيط عملية التصنيع، مما يضمن فترات زمنية أسرع وأسعار تنافسية. ما عليك سوى تحميل تصميمك، وستتلقى بسرعة تقرير DFM (التصميم القابل للتصنيع) مجانًا.