تعد الطحن باستخدام الحاسب الآلي إحدى تقنيات التصنيع الطرحية الآلية الأكثر استخدامًا على نطاق واسع. في هذه العملية، تقوم أدوات تغيير الأدوات الآلية بالتبديل بسلاسة بين قواطع الطحن المختلفة لإزالة المواد من قطعة العمل بدقة عالية. يعد اختيار قاطعة الطحن المناسبة لكل مهمة أمرًا بالغ الأهمية لتحقيق الكفاءة والدقة والنتائج عالية الجودة.
في هذا الدليل الشامل، سنستكشف الميزات الرئيسية لقواطع الطحن النموذجية، والأنواع المختلفة لأدوات الطحن، والمواد المستخدمة في تصنيعها، ونصائح عملية لاختيار أفضل قاطعة لعمليات الطحن الخاصة بك.
نظرة فاحصة على قاطعة الطحن الواحدة: الميزات الرئيسية
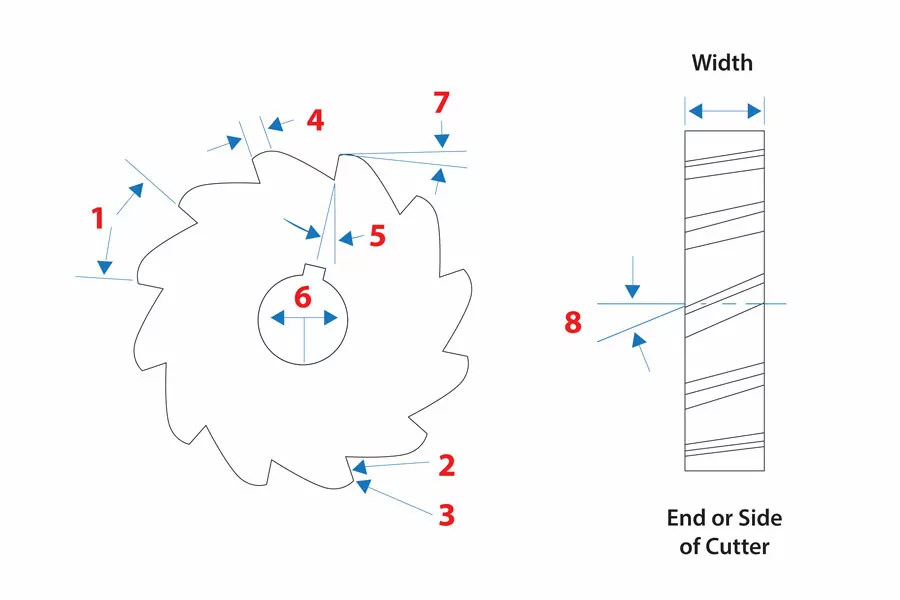
تظهر الصورة قاطعة الطحن القياسية. من خلال مراقبة هيكلها، يمكننا أن نرى أن معظم قواطع الطحن تشترك في ميزات رئيسية مماثلة:
<قوية>1. الملعب: المسافة الزاوية بين الأسنان، والتي تحدد بعدد الأسنان. درجة الصوت الأكبر تعني أسنانًا أقل، بينما تشير درجة الصوت الأصغر إلى عدد أكبر من الأسنان على القاطع.
2.وجه السن: وجه السن هو السطح المواجه للأمام لحافة القطع، والذي يوجه الرقائق بعيدًا عن منطقة القطع، مما يساعد في القطع السلس ومنع تراكم الرقائق.
3.حافة القطع: الجزء المائل من كل سن المسؤول عن قطع المواد. وهو مصمم لإزالة المواد بكفاءة مع تقليل التآكل وإطالة عمر الأداة.
4.الأرض: الأرض هي السطح المسطح الموجود خلف حافة القطع والذي يدعم السن ويقويه أثناء عمليات القطع.
5.زاوية أشعل النار: زاوية أشعل النار هي الزاوية بين وجه السن والخط المركزي للقاطع. تلعب هذه الزاوية دورًا رئيسيًا في تكوين الرقاقة وكفاءة القطع.
6.قطر الثقب: قطر الثقب المركزي، والذي يحدد حجم الشجرة أو المغزل اللازم لتركيب القاطع.
7.زاوية الخلوص الأساسية: زاوية الأرض المقاسة من خط متعامد مع خط مركز القاطع عند حافة القطع. هذه الزاوية، عادة من 5 إلى 7 درجات، تمنع السن من الاحتكاك بقطعة العمل وتساعد في إخلاء الرقاقة.
8.الأسنان الحلزونية أو الحلزونية: يتم ترتيب هذه الأسنان بنمط حلزوني وتستخدم عادةً في القواطع الأوسع (أكثر من 3/4 بوصة). إنها توفر عملية قطع أكثر سلاسة، وتقلل من قوى القطع، وتحسن تشطيب السطح، خاصة على الأسطح المتقطعة أو المواد غير المستوية.
ما هي الأنواع المختلفة لقواطع الطحن؟
الآن بعد أن قمنا بتغطية الميزات المشتركة لقواطع الطحن، في هذا القسم، سوف نستكشف الأنواع المختلفة المتاحة. تأتي قواطع الطحن في مجموعة واسعة من الأشكال والأحجام والتصاميم، كل منها مناسب لمهام قطع محددة. يعد فهم الأنواع المختلفة أمرًا أساسيًا لاختيار أداة القطع المناسبة لمشروعك. للحصول على نظرة عامة سريعة، لنبدأ بمراجعة الجدول الملخص أدناه.
فئة
نوع الأداة
الميزات الرئيسية
الاستخدام
قواطع مطحنة النهاية
سكوير إند ميلز
طرف مسطح بحواف قطع حادة بزاوية 90 درجة
الطحن للأغراض العامة مثل الغمر، والتنميط، والتحزيز، وخاصة الميزات ذات القاع المربع مثل الجيوب والفتحات
مطاحن نهاية الكرة
نهاية نصف كروية مع حواف قطع مستديرة
رسم الخطوط الكنتورية ثلاثية الأبعاد والتشطيبات الدقيقة، خاصة على الأسطح المعقدة أو المنحنية
مطاحن نهاية نصف القطر الزاوية
طرف مسطح مع حواف قطع مستديرة لتقليل إجهاد الزاوية
إنشاء حواف شرائح وانتقالات نصف قطرها صغيرة على حواف الأجزاء الداخلية والخارجية
تقريب نهاية المطاحن
حافة قطع مستديرة
معالجة الحواف الخارجية الدائرية وإزالة الأزيز وتحسين الشكل الجمالي وسلامة حواف الأجزاء.
تقويض المطاحن النهائية
رأس قطع كروي أو منحني مع رقبة ممتدة
تصنيع القطع السفلية أو الأخاديد أو الأجزاء المتدلية أو الجزء الخلفي من الجدران الداخلية، وهو مفيد بشكل خاص للأجزاء المعقدة ذات الأشكال الهندسية الغائرة أو التي يصعب الوصول إليها
أدوات طحن الوجه
وجه ميلز
قاطع ذو قطر كبير مع عدة قطع قابلة للاستبدال على طول محيطه
إزالة المواد بسرعة من الأسطح العريضة والمسطحة مثل قمم الأجزاء أو قطع العمل.
قواطع الشق والحز
قواطع على شكل حرف T
رأس قطع على شكل حرف T
عمل فتحات على شكل حرف T للتركيبات والأقواس المعلقة
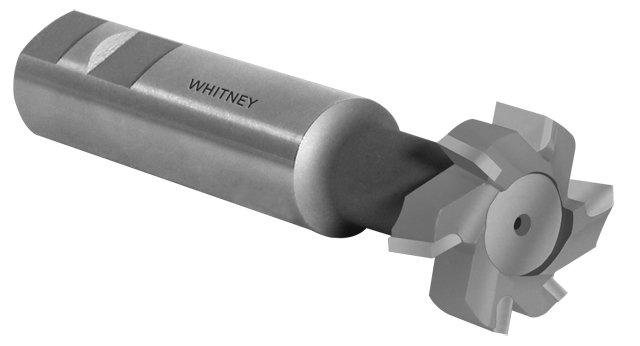
قواطع وودروف (كيواي).
قاطعة صغيرة على شكل قرص ذات حافة قطع مستقيمة أو مقعرة قليلاً.
قطع الممرات الرئيسية لمفاتيح Woodruff
قطع منشار القطع
شفرة منشار دائرية رفيعة ذات أسنان دقيقة ومتقاربة
الحز الدقيق أو قطع الأخاديد الرفيعة في المواد، غالبًا في الأعمال المعدنية لفصل الأجزاء أو قطع الفتحات الضيقة
قواطع الطحن النموذجية
قواطع طحن والعتاد
مصممة بأسنان تتوافق مع ملامح أسنان التروس المحددة
قطع التروس، الحلزونية، والمخروطية
قواطع الطحن المحدبة
حافة القطع محدبة (منحنية للخارج).
إنشاء أخاديد مقعرة أو ملامح منحنية
قواطع الطحن المقعرة
حافة القطع مقعرة (منحنية إلى الداخل).
إنشاء ملفات تعريف محدبة أو حواف مستديرة
قواطع طحن الموضوع
أداة قطع متعددة الأسنان ذات هندسة تشبه الخيوط
قطع الخيوط الداخلية والخارجية بدقة
قواطع الذبابة
قاطعة الذبابة
أداة قطع ذات نقطة واحدة مثبتة على شجرة دوارة
إنتاج تشطيبات ناعمة في الطحن والنماذج الأولية للخدمة الخفيفة
بعد ذلك، سنناقش تفاصيل كل نوع من قطع الطحن.
قواطع مطحنة النهاية
قواطع المطاحن النهائية هي أدوات متعددة الاستخدامات وواحدة من أكثر أنواع قواطع الطحن استخدامًا. إنها تشبه لقم الثقب نوعًا ما، ولكن على عكس لقم الثقب التي تقطع محوريًا فقط، فإن المطاحن الطرفية لها حواف قطع في كل من الطرف والجانب، مما يسمح لها بالقطع محوريًا وأفقيًا.
يستخدمها المصنعون بشكل شائع في مجموعة متنوعة من مهام التصنيع، بما في ذلك التعميق، والتشقيب، والتشكيل، والحفر، وتحديد الخطوط.
▪ المطاحن ذات النهاية المربعة: والمعروفة أيضًا باسم المطاحن ذات النهاية المسطحة، ولها نهاية مسطحة ذات حواف قطع حادة تبلغ 90 درجة. تعتبر هذه الأدوات مثالية للمهام ذات الأغراض العامة مثل الغطس، والتحديد، والتحزيز، وهي مفيدة بشكل خاص عند إنتاج فتحات وجيوب ذات قاع مربع.
▪ المطاحن ذات النهاية الكروية: لها طرف نصف كروي بحواف قطع مستديرة. يتم استخدامها بشكل شائع لتحديد الخطوط ثلاثية الأبعاد، خاصة للتشطيب الدقيق الذي يمر على الأشكال الهندسية المعقدة أو الأسطح المنحنية، مثل القوالب والقوالب.
▪ المطاحن الطرفية ذات نصف قطر الزاوية: تشبه المطاحن ذات النهاية المربعة ولكنها تتميز بنصف قطر مستدير عند زوايا القطع بدلاً من الزوايا الحادة البالغة 90 درجة. يساعد هذا التصميم على منع تركيزات الضغط، وتقليل خطر تقطيع الزوايا، وإطالة عمر الأداة. فهي مثالية لإنشاء حواف مقطعة وتستخدم بشكل شائع لإنتاج انتقالات نصف قطرها صغير على كلاهما الداخلي. وحواف الأجزاء الخارجية.
▪ المطاحن النهائية المستديرة: مصممة بنصف قطر محدد على طول حواف القطع، وتستخدم عادةً لمعالجة الحواف الدائرية على الجزء الخارجي من الأجزاء. غالبًا ما يتم استخدامها لإزالة الحواف وتحسين سلامة وجماليات حواف الأجزاء.
▪ طواحين نهاية التقطيع: تُعرف أيضًا باسم قواطع المصاصات، وهي مصممة برأس قطع كروي أو منحني، تشبه المصاصة. تسمح لهم رقبتهم الممتدة بالوصول إلى المناطق العميقة أو التي يصعب الوصول إليها والتي لا تستطيع المطاحن النهائية القياسية الوصول إليها، مثل معالجة القطع السفلية أو الأخاديد أو الأجزاء المتدلية أو الجانب الخلفي من الجدران الداخلية.
أدوات طحن الوجه
على عكس قواطع المطاحن النهائية، التي تقوم بالقطع النهائي والجانبي وتستخدم في المقام الأول للقطع التفصيلي أو التحديد أو الشق أو القطع العميق، تركز أدوات الطحن السطحية على القطع النهائي، وتصنيع الأسطح الكبيرة والمسطحة. يتم قطع طواحين الوجه أفقيًا وعادة ما يكون لها قطر أكبر، مما يسمح لها بتغطية مساحات واسعة من الأسطح بكفاءة. غالبًا ما تتميز بوجود إدخالات متعددة قابلة للاستبدال (كما هو الحال في المطاحن الصدفية)، مما يتيح التخشين السريع للأسطح الكبيرة وتوفير لمسة نهائية ناعمة عند استخدام الإدخالات النهائية.
قواطع الشق والحز
أدوات القطع والتقطيع هي أدوات متخصصة لقطع الفتحات والأخاديد وممرات المفاتيح —ميزات تستوعب المكونات المدرجة. وهي عادةً ما تكون رفيعة وعلى شكل قرص أو ذات أشكال هندسية متخصصة، مما يسمح بإجراء عمليات قطع ضيقة ودقيقة.
▪ قواطع على شكل حرف T: تتميز بأسنان متعامدة مع القطر الخارجي وهي مصممة خصيصًا لقطع الفتحات على شكل حرف T. تُستخدم هذه الفتحات بشكل شائع لتثبيت البراغي أو التركيبات أو المكونات الأخرى بشكل آمن والتي تتطلب تركيبًا وتجميعًا دقيقًا.
▪ قواطع الخشب (قواطع المفاتيح): قواطع صغيرة على شكل قرص مصممة لقطع المفاتيح، وهي عبارة عن أخاديد تربط الأجزاء الدوارة مثل الأعمدة والتروس، مما يمنع الانزلاق ويضمن ملاءمة آمنة.
▪ قواطع منشارية: تتميز هذه القواطع بشفرات أرق، وغالبًا ما تستخدم للتقطيع الدقيق، أو الفراق، أو قطع الأخاديد العميقة والضيقة.
قواطع الطحن النموذجية
يتم تصنيع قواطع الطحن باستخدام ملفات تعريف محددة، مما يتيح معالجة دقيقة للخطوط المعقدة بتمريرة واحدة. إنها فعالة في تصنيع التروس، الخيوط، والأجزاء المعقدة الأخرى.
▪ قواطع طحن التروس: تستخدم لإنتاج أنواع مختلفة من التروس، بما في ذلك التروس المحفزة (أسنان مستقيمة)، والتروس الحلزونية (أسنان بزاوية)، والتروس المخروطية (أسنان مخروطية).
▪ قواطع تفريز محدبة: مثالية لتصنيع المقاطع الدائرية المنحنية إلى الخارج على قطعة العمل، عادةً للخطوط شبه الدائرية أو على شكل قوس.
▪ قواطع الطحن المقعرة: تتميز هذه القواطع بحافة قطع مستديرة وداخلية تسمح لها بإنشاء مقاطع أو أخاديد ناعمة ومقعرة.
▪ قواطع الطحن الملولبة: تُستخدم قواطع الطحن الملولبة لإنتاج الخيوط الداخلية والخارجية في قطعة العمل. عادةً ما يتم تنفيذ عمليات الخيوط التقليدية، مثل النقر، على آلات الحفر. ومع ذلك، فإن الطحن الملولب يوفر تحكمًا أكثر دقة في قطر الخيط ودرجة ميله، مما يوفر استقرارًا أكبر وقيودًا أقل في بيئات العمل المختلفة.
قواطع الذبابة
تعمل قواطع الذبابة والمطاحن السطحية على تصنيع الأسطح المسطحة على قطعة العمل، ولكنها تختلف في التصميم والاستخدام. تتميز قواطع الذبابة عادةً بأداة قطع مفردة أو مزدوجة مثبتة على الشجرة وتكون ميسورة التكلفة. إنها مثالية لآلات الطحن والنماذج الأولية وآلات الطحن اليدوية للخدمة الخفيفة، وهي قادرة على إنتاج تشطيبات سطحية ممتازة عند تشغيلها بسرعات منخفضة مع قطع خفيفة، على الرغم من أنها غير مناسبة للخدمة الشاقة أو الآلات عالية السرعة.
المواد المستخدمة لصنع قواطع الطحن
يتم تصنيع أدوات قطع الطحن من مواد مختلفة، تقدم كل منها فوائد مميزة تناسب احتياجات التشغيل المختلفة. فيما يلي المواد الأكثر شيوعًا المستخدمة في تصنيع قواطع الطحن:
الفولاذ عالي السرعة (HSS)
حصل الفولاذ عالي السرعة (HSS) على اسمه من قدرته على الحفاظ على الصلابة ومقاومة التآكل عند سرعات القطع العالية، وذلك بسبب عناصر صناعة السبائك مثل الموليبدينوم والتنغستن والكروم، وأحيانًا الفاناديوم أو الكوبالت. ومع ذلك، يبدأ HSS في فقدان صلابته عند حوالي 600-650 درجة مئوية، مما يجعله أكثر ملاءمة لطحن المواد الأكثر ليونة للأغراض العامة مثل الألومنيوم والفولاذ والبلاستيك. يتم استخدامه بشكل شائع للأدوات التي يجب أن تحافظ على الحدة في ظل ظروف القطع المعتدلة، وغالبًا ما يستخدم المصنعون المبردات لمنع ارتفاع درجة الحرارة وإطالة عمر الأداة. عند إضافة الكوبالت (5-8%)، يوفر HSCO الناتج مقاومة محسنة للحرارة والصلابة، مما يجعله مناسبًا للتطبيقات الأكثر تطلبًا.
كربيد الأسمنت
الكربيدات الأسمنتية عبارة عن مواد مركبة تتكون من جزيئات كربيد التنجستن (WC) المرتبطة بمادة رابطة معدنية، عادة الكوبالت. يوفر الكربيد صلابة شديدة، بينما يضيف الرابط صلابة لتقليل الهشاشة. وينتج عن هذا المزيج مادة شديدة الصلابة ومقاومة للاهتراء وقادرة على تحمل درجات حرارة القطع حتى 1000 درجة مئوية.
بالمقارنة مع الفولاذ عالي السرعة (HSS)، فإن الكربيدات الأسمنتية أصعب بكثير وأداء أفضل عند سرعات القطع الأعلى. ولهذا السبب يتم استخدامها بشكل شائع في تصنيع المواد الصلبة مثل الفولاذ المقاوم للصدأ والحديد الزهر والمعادن غير الحديدية. وهي موجودة على نطاق واسع في أدوات الطحن والتدريبات والإدراج.
سيراميك
تعد قواطع الطحن الخزفية أكثر صلابة وتوفر مقاومة أفضل للحرارة من الكربيدات الأسمنتية، ولكنها تفقد صلابتها. يتم استخدامها بشكل أساسي في التصنيع عالي السرعة، والتصنيع الجاف، وتصنيع المواد الصلبة والمقاومة للحرارة مثل الفولاذ المتصلب، والحديد الزهر، والسبائك الفائقة. نظرًا لهشاشتها، فإن الأدوات الخزفية هي الأنسب لعمليات القطع المستمرة بدلاً من القطع المتقطع.
الماس متعدد البلورات (PCD)
PCD، المصنوع من جزيئات الماس، هو واحد من أصلب المواد المتاحة. وهذا يمنحها مقاومة استثنائية للتآكل، على الرغم من أنها تميل إلى أن تكون هشة. تُستخدم أدوات PCD بشكل أساسي في تصنيع المعادن غير الحديدية مثل الألومنيوم والنحاس، بالإضافة إلى المواد المركبة مثل ألياف الكربون والألياف الزجاجية والبلاستيك.
ومع ذلك، فإن أدوات PCD ليست مناسبة لتصنيع الفولاذ لأن الماس يمكن أن يتفاعل كيميائيًا مع الكربون الموجود في الفولاذ عند درجات حرارة عالية، مما يؤدي إلى فشل الأداة مبكرًا. بالإضافة إلى ذلك، فإن أدوات PCD باهظة الثمن.
كربيد المغلفة
تتكون أدوات الكربيد المغلفة من قاعدة كربيد أسمنتية مطلية بطبقة واحدة أو أكثر من المواد المقاومة للتآكل مثل نيتريد التيتانيوم (TiN)، أو نيتريد كربونات التيتانيوم (TiCN)، أو أكسيد الألومنيوم (Al2O3)، أو نيتريد الألومنيوم التيتانيوم (AlTiN). تعمل هذه الطلاءات على تحسين مقاومة الحرارة والصلابة وتقليل الاحتكاك، مما يتيح للأداة قطع المواد الأكثر صلابة بسرعات أعلى ودرجات حرارة أكثر كفاءة.
كيفية اختيار أداة قطع الطحن المناسبة؟
في الأقسام السابقة، ناقشنا الأنواع المختلفة لقواطع الطحن وخصائصها الفريدة. تخدم الأدوات المختلفة مثل المطاحن النهائية، ومطاحن الوجه، وقواطع الشقوق، وقواطع الأشكال أغراضًا مختلفة، بدءًا من التخشين وحتى التشطيب وتحديد الخطوط المعقدة. لاتخاذ قرار مستنير، من المهم أن تفهم كيف تتوافق خصائص كل أداة قطع مع احتياجات الطحن المحددة لديك. للحصول على نظرة عامة سريعة، راجع جدول نوع الأداة الذي تمت مناقشته مسبقًا.
بالطبع، في التطبيقات العملية، يجب أن نأخذ في الاعتبار عوامل إضافية، مثل موازنة السرعة والتكلفة والجودة لتلبية متطلبات الطحن المحددة الخاصة بك. فيما يلي بعض النصائح الأساسية لمساعدتك على اتخاذ قرار مستنير.
1. ضع في اعتبارك متطلبات مواد الشغل والتصنيع
▪ مادة قطعة العمل: حدد قاطعة الطحن بناءً على المادة التي تعمل بها. بالنسبة للمواد الأكثر صلابة مثل الفولاذ المقاوم للصدأ أو التيتانيوم أو السبائك المقساة، ستحتاج إلى أدوات مصنوعة من الكربيدات الأسمنتية، لأنها توفر صلابة فائقة ومقاومة للتآكل. من ناحية أخرى، يمكن تصنيع المواد الأكثر ليونة مثل الألومنيوم أو النحاس بكفاءة باستخدام قواطع فولاذية عالية السرعة (HSS)، وهي أقل تكلفة ولكنها تتآكل بشكل أسرع.
▪ متطلبات التصنيع: قم بتقييم الاحتياجات المحددة لمشروعك، بما في ذلك الدقة وتشطيب السطح وكفاءة الإنتاج. للتخشين، حدد قواطع ذات أسنان خشنة لإزالة كميات كبيرة من المواد بسرعة. للحصول على تشطيب جيد، توفر الأدوات ذات الأسنان الأكبر وهندسة القطع الدقيقة نتائج أكثر سلاسة.
2. تقييم أداة الآلة وظروف التصنيع
▪ التوافق مع أدوات الماكينة: تأكد من أن متطلبات الطاقة للأداة تتناسب مع سعة الطاقة لآلة الطحن. تحتاج الأدوات الأكبر حجمًا عمومًا إلى مزيد من الطاقة، بينما يجب أن تكون الأدوات الأصغر حجمًا متوافقة مع أقصى سرعة دوران للماكينة لضمان القطع الفعال بسرعات أعلى. بالإضافة إلى ذلك، تأكد من أن أنظمة المغزل والتثبيت في الماكينة يمكنها دعم حجم الأداة وتصميمها بشكل كافٍ.
▪ التثبيت والثبات: تحقق من قدرة التثبيت في جهازك واستقرار التركيبات. يساعد الإعداد المناسب للتركيبات على تقليل الاهتزازات ويضمن احتفاظ الأداة بالارتباط المتسق مع قطعة العمل أثناء القطع.
3. تحديد معلمات القاطع المحددة
▪ قطر القاطع: يعد قطر قاطع الطحن أمرًا بالغ الأهمية لكل من السرعة والدقة. يمكن للقاطع ذو القطر الأكبر إزالة المواد بسرعة أكبر ولكنه قد لا يكون مناسبًا للعمل المعقد أو المساحات الضيقة. بالنسبة لطحن السطح، استخدم الصيغة D = 1.5d، حيث "d" هو قطر المغزل. عند العمل باستخدام إعدادات أقل صلابة أو أجزاء أصغر، غالبًا ما يُفضل استخدام أداة ذات قطر أصغر للحفاظ على التحكم وتقليل الانحراف.
▪عدد الأسنان (المزامير): يؤثر عدد الأسنان على سلاسة القطع ومتطلبات الطاقة. عدد أقل من الأسنان مناسب لعمليات التخشين، بينما عدد أكبر من الأسنان أفضل لعمليات التشطيب. ومع ذلك، قد يؤدي وجود عدد أكبر من الأسنان إلى تقليل عملية إخلاء الرقاقة، لذا يجب مراعاة إزالة سائل التبريد والخراطة بشكل مناسب.
▪طلاء الأداة: يمكن للطلاءات مثل نيتريد التيتانيوم (TiN) أو نيتريد الألومنيوم الألومنيوم (AlTiN) أن تزيد من مقاومة الأداة للتآكل، وتحمل الحرارة، وعمرها الافتراضي، خاصة عند العمل مع مواد كاشطة أو بسرعات عالية. تميل الأدوات المطلية إلى الأداء بشكل أفضل في الظروف القاسية ولكنها تأتي بتكلفة أولية أعلى، لذا قم بموازنة ذلك مع عمر الأداة ومتطلبات المهمة.
▪ هندسة القاطع: ضع في اعتبارك المعلمات مثل زاوية التصويب، وميل حافة القطع، وزاوية التنفيس، والتي يجب أن تتماشى مع مادة القطع وقطع العمل وظروف التصنيع. تعتبر زاوية المشط الأكثر انحدارًا مثالية للمواد الأكثر ليونة مثل الألومنيوم، بينما قد تتطلب المواد الأكثر صلابة مثل الفولاذ زاوية أقل عمقًا لتحسين ثبات القطع.
▪اختيار شفرة الأداة: بالنسبة للعمليات الخشنة، تكون الشفرات المضغوطة أكثر فعالية من حيث التكلفة. للتشطيب، توفر شفرات الطحن دقة أبعاد أفضل وأسطح أكثر سلاسة. تأكد دائمًا من أن نوع الشفرة يتوافق مع مهمة المعالجة لتحسين الأداء.
4. النظر في الاقتصاد والجدوى
أخيرًا، قم بموازنة التكلفة وعمر الأداة وتكرار الاستبدال عند اختيار قاطع الطحن الخاص بك. في حين أن أدوات القطع المستوردة قد تقدم أداءً أفضل وعمرًا أطول، فإن الأدوات المحلية يمكن أن تكون أكثر فعالية من حيث التكلفة للمشروعات الصغيرة أو المهام الأقل تطلبًا. في بعض الحالات، قد يؤدي اختيار أداة ذات أداء أعلى إلى تحقيق وفورات كبيرة على المدى الطويل من خلال تقليل وقت التوقف عن العمل وتكاليف الاستبدال، خاصة لعمليات الإنتاج الكبيرة.
خاتمة
تلعب أدوات قطع الطحن دورًا محوريًا في تحقيق عمليات طحن متعددة الاستخدامات وإنشاء منتجات بأشكال متنوعة. مجموعة واسعة من الأنواع تسمح لهم بالتكيف مع مهام القطع المختلفة. إذا كنت لا تزال غير متأكد من اختيار الأداة المناسبة، فمن المستحسن استشارة خبير للحصول على المشورة المهنية.
في Chiggo، مهندسونا الخبراء على استعداد لمساعدتك في اختيار أفضل قواطع الطحن لمشروعك. كما نقدم أيضًا خدمات تصنيع مخصصة وحلول تصنيع شاملة لتلبية جميع احتياجاتك، بما في ذلك خدمات التصنيع باستخدام الحاسب الآلي والطباعة ثلاثية الأبعاد والنماذج الأولية السريعة والمزيد. قم بتحميل ملفاتك ودعنا نبدأ!