فكر في ملعقة معدنية. إذا قمت بالضغط بخفة على المقبض ، فإنه يثني قليلاً ولكن يتراجع بمجرد تركه. ادفع بقوة أكبر ، والملعقة تأخذ على منحنى دائم. في هذه المرحلة ، تجاوزت قوة العائد للملعقة. في هذه المقالة ، سنستكشف ما يعنيه قوة العائد ، وكيف تقارن الأفكار ذات الصلة مثل قوة الشد والحد المرن ، ولماذا يهم في العالم الحقيقي. سننظر أيضًا في العوامل التي تؤثر على قوة العائد والقيم النموذجية للمواد الشائعة.
ما هي قوة العائد?
قوة العائد هي مستوى الإجهاد الذي تبدأ فيه المادة في التشوه بشكل دائم. بعبارات بسيطة ، إنها النقطة التي تتوقف فيها المادة عن التراجع (السلوك المرن) وتبدأ الانحناء أو التمدد بطريقة لن تنعكس تمامًا. تحت قوة العائد ، عند إزالة القوة ، تعود المادة إلى شكلها الأصلي (مثل الربيع الذي يعود إلى طوله).
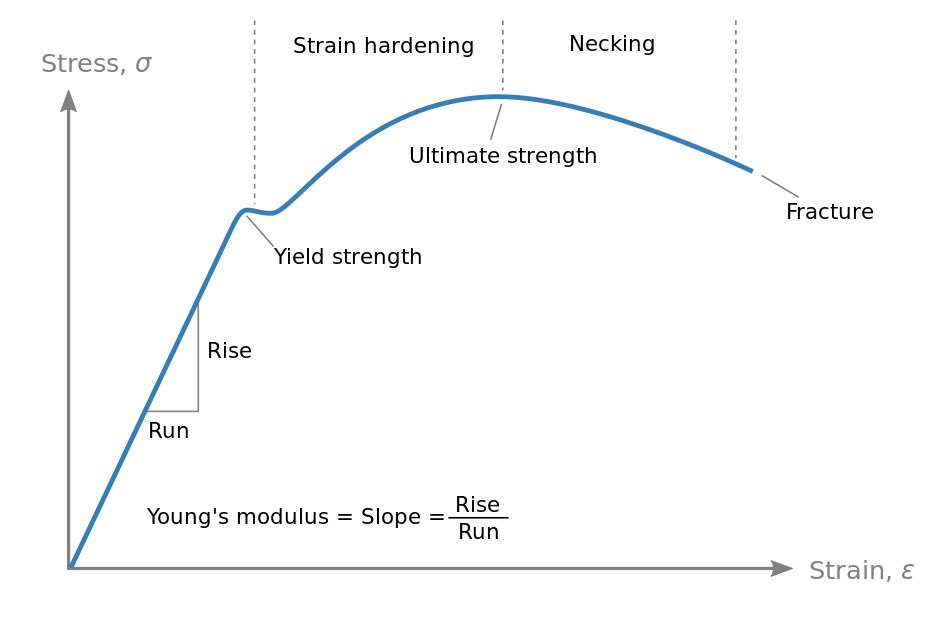
لفهم هذا بشكل أفضل ، دعنا نتفكك مصطلحين رئيسيين: الإجهاد والضغط. الإجهاد هو القوة المطبقة على مادة مقسومة على مساحة المقطع العرضي ، أو ببساطة شدة القوة داخل المادة. يمكنك التفكير في الأمر كضغط ، لكن الإجهاد يصف التفاعل الداخلي بدلاً من الدفع الخارجي. السلالة هي مقدار ما يتغير المواد في الاستجابة ، ويتم حسابه على أنه تغيير في الطول مقسوما على الطول الأصلي. عندما نرسم التوتر ضد الإجهاد ، نحصل على ملفمنحنى الإجهاد -هذا يوضح كيف تتصرف المادة مع زيادة الحمل.
في الجزء الأول من منحنى الإجهاد والضغط ، تتصرف المواد بشكل مملوء: الإجهاد والسلالة متناسبة (خط مستقيم بموجب قانون هوك) ، وتعود المواد إلى شكلها الأصلي بمجرد إزالة الحمل. نهاية هذه المنطقة هي الحد المرن - beyond ، يظل بعض التشوه دائم. تمثل قوة العائد هذا الانتقال من السلوك المرن إلى البلاستيك ويحدد الحدود بين التشوه القابل للعكس ولا رجعة فيه.
بالنسبة للعديد من معادن الدكتايل ، مثل الفولاذ الطري ، فإن هذا الانتقال تدريجي وليس حادًا. لتحديد قوة العائد باستمرار ، غالبًا ما يستخدم المهندسون طريقة الإزاحة بنسبة 0.2 ٪: فهي ترسم خطًا موازٍ للجزء المرن من المنحنى ولكنهم تحولوا بسلالة 0.2 ٪. النقطة التي يتقاطع فيها هذا الخط ، يتم أخذ المنحنى كقوة العائد. يوفر هذا طريقة عملية وموحدة لقياس قوة العائد حتى عندما لا توجد نقطة عائد واضحة.
قوة العائد مقابل قوة الشد
كما حددنا ، فإن قوة العائد هي الإجهاد الذي تبدأ به المادة في التشوه بشكل دائم. قوة الشد ، التي تسمى غالبًا ما تسمى قوة الشد النهائية (UTS) ، هي الحد الأقصى للضغط الذي يمكن أن يتحمله المادة قبل كسرها. بمجرد الوصول إلى هذه النقطة ، لم تعد المادة قادرة على حمل تحميل إضافي ، ويتبع الكسر قريبًا.
يصف كلاهما كيف تستجيب المادة للإجهاد ، ولكنهما يمثلان حدود مختلفة: يمثل قوة العائد ظهور التشوه الدائم ، في حين أن قوة الشد تمثل نقطة الانهيار. على سبيل المثال ، عند سحب قضيب فولاذي ، يمتد أولاً بشكل مرن. دفع قوة العائد ، ويأخذ استطالة دائمة. استمر حتى تصل إلى قوة الشد ، وسوف ينطلق القضيب في النهاية.
في التصميم العملي ، يركز المهندسون أكثر على قوة العائد لأن المكونات يجب أن تظل وظيفية دون أضرار دائمة. لا تزال قوة الشد مهمة ، لكنها عادة ما تشير إلى حالة فشل يجب ألا تحدث أبدًا في الخدمة.
إلى جانب قوة الشد ، غالبًا ما يتم الخلط بين قوة العائد مع مفهومين آخرين:
الحد المرن:الحد المرن هو الحد الأقصى للضغط الذي يمكن أن تأخذه المادة مع الاستمرار في العودة بالكامل إلى شكلها الأصلي بمجرد إزالة الحمل. أقل من هذا الحد ، كل التشوه مرن وقابل للعكس. في كثير من الحالات ، يكمن الحد المرن قريبًا جدًا من قوة العائد ، لذلك غالبًا ما يتم التعامل مع الاثنين على أنهما هو نفسه. في حين أن الحد المرن يمثل الحدود المادية الدقيقة ، فإن قوة العائد توفر قيمة هندسية موحدة يمكن قياسها باستمرار واستخدامها للتصميم الآمن.
الحد النسبي:يأتي هذا المصطلح من الجزء الخطي من منحنى الإجهاد والضغط. الحد النسبي هو النقطة التي زيادة الإجهاد والإجهاد في النسبة المباشرة ، بعد قانون هوك. عادة ما يحدث قبل كل من الحد المرن وقوة العائد. بعد هذه النقطة ، يبدأ المنحنى في الانحناء - لم تعد العلاقة خطية تمامًا ، على الرغم من أن المادة قد لا تزال مرنة.
العوامل التي تؤثر على قوة العائد
قوة العائد لا تظل ثابتة - يمكن أن تتغير اعتمادًا على العديد من العوامل المادية والبيئية. فيما يلي بعض من أكثرها شيوعًا:
تكوين المواد (عناصر السبائك)
تركيب المعدن له تأثير كبير على قوتها العائد. في المعادن ، يمكن أن تجعل إضافة عناصر صناعة السبائك أقوى. على سبيل المثال ، تكتسب الصلب قوة عند إضافة عناصر مثل الكربون أو المنجنيز أو الكروم - على الرغم من أن الكربون الأعلى يجعله أكثر هشاشة. تحصل سبائك الألومنيوم على قوتها من عناصر مثل النحاس أو المغنيسيوم أو الزنك. تخلق هذه الإضافات عقبات صغيرة داخل المعدن التي تمنع حركة الخلع (ناقلات المستوى الذري للتشوه البلاستيكي) ، مما يرفع قوة الغلة. ببساطة ، يمكن أن تجعل "الوصفة" للمعدن أكثر صعوبة أو أسهل في الانحناء. هذا هو السبب في أن الألمنيوم في علبة الصودا ناعمة ومرنة ، في حين أن الألومنيوم في جناح الطائرة ، المخلوط مع المعادن الأخرى ، له قوة عائد أعلى بكثير.
حجم الحبوب (البنية المجهرية)
بشكل عام ، تعني الحبوب الأصغر قوة أعلى ، وهو الاتجاه الذي وصفته علاقة القاعة - بيتش. والسبب هو أن حدود الحبوب تعمل كحواجز أمام حركة الخلع ، لذلك تخلق الحبوب الدقيقة المزيد من العقبات وتجعل المعدن أقوى - إلى حد ما. يقوم المعدن بتحسين حجم الحبوب من خلال التصلب المتحكم فيه أو العلاجات الميكانيكية الحرارية. على سبيل المثال ، تم تصميم العديد من الفولاذ العالي القوة والألواح الفائقة مع الحبوب الدقيقة للغاية لزيادة قوة العائد ، في حين أن المعادن ذات الحبوب الكبيرة جدًا تميل إلى الإنتاج بسهولة أكبر.
المعالجة الحرارية
الطريقة التي يتم بها تسخين المعدن وتبريدها يمكن أن تغير بنيته وبالتالي قوتها العائد.الصلب(التدفئة البطيئة والتبريد) يخفف المعدن ، ويقلل من قوتها العائد ، ويجعله أكثر دقة عن طريق تخفيف الضغوط الداخلية.التبريد(التبريد السريع في الماء أو الزيت) يغلق الهيكل في حالة صلبة ومجهدة ، وزيادة قوة العائد إلى حد كبير ولكن أيضا جعل المعادن هش. لاستعادة التوازن ، غالبًا ما يتبع التبريدخفف ،خطوة إعادة التسخين المعتدلة التي تحسن المتانة.
من خلال اختيار المعالجة الحرارية المناسبة ، يمكن للمصنعين جعل المعادن أكثر صعوبة أو ليونة اعتمادًا على التطبيق. على سبيل المثال ، يتم التعامل مع الفولاذ الربيعي لتحقيق قوة عالية العائد حتى يتمكن من الانحناء دون تشويه ، بينما يتم الصلب الأسلاك الفولاذية أولاً لسهولة التشكيل ثم تعززها لاحقًا.
عملية التصنيع (العمل البارد)
كيف تتم معالجة المادة ميكانيكيا يمكن أيضا تغيير قوة العائد. يعمل العمل البارد (تشوه المعدن في درجة حرارة الغرفة ، مثل المتداول البارد أو الرسم البارد) يزيد من قوة العائد من خلال آلية تسمى تصلب العمل. عندما تشوه المعدن بشكل بلوبي ، فإنك تقدم خلعًا وتشابكًا في بنيته البلورية ، مما يجعل المزيد من التشوه أكثر صعوبة - في الواقع ، يصبح المعدن أقوى مع تشوهه. هذا هو السبب في أن الفولاذ الملموسة البارد عادة ما يكون له قوة عائد أعلى من نفس الفولاذ في حالة حارة (غير مخصصة للعمل).
درجة الحرارة والبيئة
كقاعدة عامة ، تفقد معظم المعادن قوة العائد في درجات حرارة عالية. الحرارة تنعم المعدن ، بحيث يمكن تشويهها بقوة أقل. في درجات حرارة منخفضة للغاية ، تصبح بعض المواد أكثر هشاشة. يتم تقليل قدرتها على التشوه بشكل وبل ، لذلك على الرغم من أن إجهاد العائد قد يزداد بالمعنى الفني ، إلا أنه من المرجح أن يكسر من العائد.
العوامل البيئية مثل التآكل أو الإشعاع يمكن أن تحلل المواد. يخلق التآكل حفرًا أو يقلل من المساحة المستعرضة ، مما يقلل بشكل فعال من الحمل الذي يمكن أن يتم التعامل مع الهيكل قبل العائد. على سبيل المثال ، قد ينتج عن شعاع الصلب الصدئ تحت الحمل السفلي من الحمل غير المريح لأن سمكه الفعال يتم تقليله وأن الخلايا الدقيقة من الصدأ يمكن أن تركز الإجهاد.
العائد على قوة المواد المختلفة
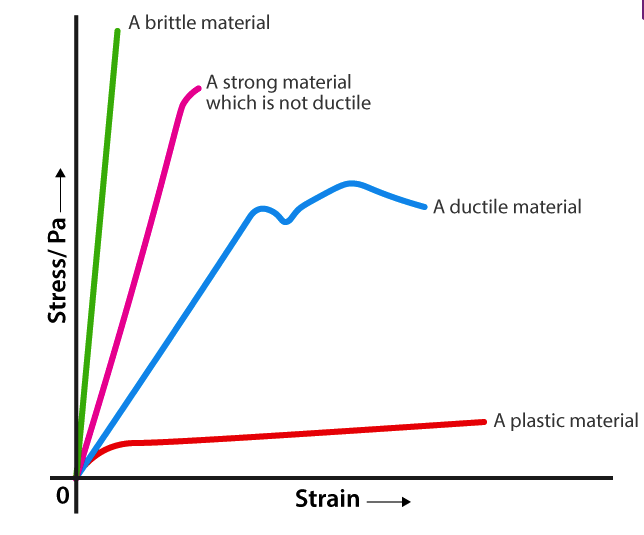
توفر منحنيات الإجهاد والضغط طريقة بسيطة لمقارنة كيفية استجابة المواد المختلفة للتحميل. في الشكل أعلاه ، يمكننا أن نرى أربعة سلوكيات نموذجية. يستجيب كل منهما بشكل مختلف مع زيادة الإجهاد ، وتعكس قوة العائد تلك الاختلافات.
مواد هشة:المواد الهشة ، مثل الزجاج أو السيراميك ، لا تشوه البلاستيك تقريبًا. يتبعون خطًا مستقيمًا تقريبًا حتى يكسر فجأة. إن قوتهم العليا قريبة جدًا من قوتها النهائية ، لأنها لا "عائد" حقًا - فهي تنكسر.
مواد قوية ولكن ليس الدكتايل:يمكن لبعض المواد ، مثل الفولاذ عالي القوة ، أن تصمد أمام الضغوط العالية ولكنها تظهر ليونة محدودة. لديهم قوة عالية العائد ، مما يعني أنهم يقاومون التشوه الدائم جيدًا ، لكنهم لا يمتدون كثيرًا قبل الانهيار.
مواد الدكتايل:المعادن مثل الفولاذ الطري والسبائك الألومنيوم هي الدكتايل. أنها تسفر على مستوى معين من الإجهاد ، ثم تخضع تشوه البلاستيك كبير قبل الانهيار. قوتها في العائد أقل من قوتها الشد النهائية ، مما يمنح المهندسين "منطقة عازلة" آمنة للتصميم داخلها.
المواد البلاستيكية (البوليمرات الناعمة):البلاستيك اللين والبوليمرات لديها قوة العائد منخفضة نسبيا. أنها تشوه بسهولة تحت ضغوط صغيرة وقد لا تظهر نقطة عائد واضحة. بدلاً من ذلك ، تمتد بشكل مطرد دون إظهار انتقال حاد إلى الكسر.
تصبح هذه السلوكيات العامة أكثر وضوحًا عندما ننظر إلى قيم قوة العائد الفعلية. يسرد الجدول أدناه المواد الهندسية الشائعة ونقاط قوة العائد النموذجية للمقارنة.
مادة
قوة العائد (MPA)
فُولاَذ
~ 448
الفولاذ المقاوم للصدأ
~ 520
نحاس
~ 70
النحاس
~ 200+
سبيكة الألومنيوم
~ 414
الحديد الزهر
~ 130
قيم قوة العائد النموذجية
لماذا تستحق القوة في العالم الواقعي
تعتبر قوة العائد مهمة كلما احتجنا إلى مواد لعقد شكلها تحت الحمل. فيما يلي بعض المجالات التي تلعب فيها دورًا مهمًا:
البناء والبنية التحتية
في المباني والجسور ، يتم اختيار عوارض الصلب والأجزاء المعدنية الأخرى لقوته العالية العليا ، حتى يتمكنوا من حمل الأحمال الثقيلة من المركبات أو الرياح أو حتى الزلازل دون الانحناء أو التراجع. إذا تم إنتاج شعاع أثناء الاستخدام العادي ، فستكون سلامة الهيكل معرضة للخطر ، وهذا هو السبب في أن المهندسين يصممون دائمًا بهامش يحافظ على الضغوط أقل بكثير من نقطة العائد.
سلامة السيارات
تستخدم السيارات الحديثة مناطق Crumple التي تم تصميمها للعائد بطريقة يتم التحكم فيها أثناء التصادم. عندما تتجاوز قوى التأثير قوة العائد للألواح الأمامية أو الخلفية ، تتجول تلك المناطق وتمتص الطاقة من خلال تشوه دائم ، بدلاً من تمرير القوة الكاملة للركاب. في الوقت نفسه ، يتم تعزيز المقصورة بمواد ذات قوة عالية تقاوم العائد ، مما يجعل الركاب محميين.
الفضاء والنقل
يجب على معدات الهبوط للطائرة تحمل صدمة الهبوط دون الانحناء بشكل دائم. تواجه جسم الطائرة والأجنحة أيضًا دورات الضغط المتكررة والقوى الديناميكية الهوائية التي قد تسبب أضرارًا إذا كانت موادها تفتقر إلى قوة العائد الكافية. لموازنة القوة مع انخفاض الوزن ، غالبًا ما يتحول المهندسون إلى سبائك متقدمة مثل الألومنيوم وتيتانيوم. ينطبق نفس المبدأ على القضبان التدريبية وآنام السفن ، والتي يجب أن تظل جامدة تحت الاستخدام المكثف ومقاومة الانحناءات أو الخدوش الدائمة.
المنتجات اليومية
أدوات الجودة مثل مفاتيح المفكات مصنوعة من فولاذ ذات قوة عالية ، بحيث لا تنحني تحت الاستخدام العادي ، في حين أن الأدوات الأرخص في كثير من الأحيان تحتفل أو تأخذ منحنى دائم بمجرد أن يتجاوز الإجهاد قوة العائد. يمكن رؤية نفس الفكرة في شماعات المعطف البسيطة: مع الأحمال الخفيفة ، تنبعث ، ولكن الأحمال الأثقل أو الانحناءات الحادة تدفعها عبر نقطة العائد ، تاركًا تغييرًا دائم في الشكل. توجه قوة العائد أيضًا تصميم العناصر الكبيرة مثل إطارات الدراجات ، والتي يجب أن تحمل وزن المتسابق وتمتص المطبات دون الانحناء عن الشكل ، بينما لا يزال خفيفًا بما يكفي للتعامل معه بسهولة.
العمل مع تشيغو
سواء كنت تقوم بتصميم مكونات الطيران الخفيفة الوزن التي تتطلب قيم قوة محصول دقيقة أو أجزاء متينة للتطبيقات اليومية ، يوفر Chiggo إمكانيات الخبرة والتصنيع لتحقيق ذلك. يجمع فريقنا بين المتقدمينتصنيع CNC، الطباعة ثلاثية الأبعاد ، وصبر الحقن مع معرفة المواد العميقة لضمان أداء أجزائك بالضبط كما هو مقصود. قم بتحميل ملف CAD الخاص بك اليوم للحصول على عرض أسعار فوري!