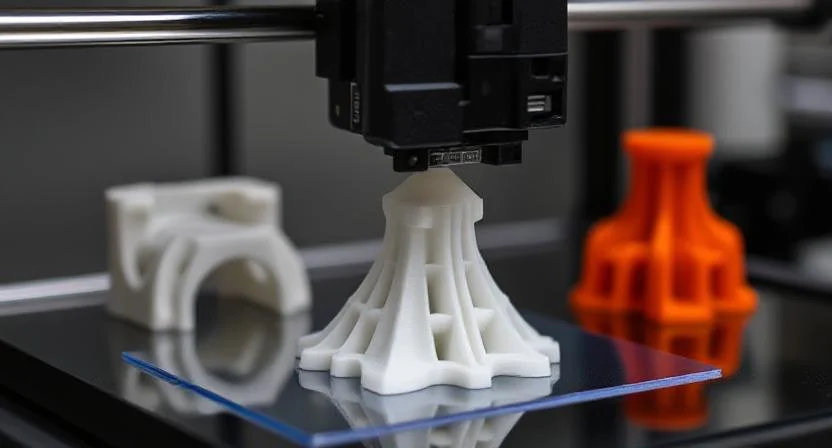
फ़्यूज़्ड डिपोज़िशन मॉडलिंग (एफडीएम) एक सामग्री-एक्सट्रूज़न 3डी प्रिंटिंग प्रक्रिया है। यह एक थर्मोप्लास्टिक फिलामेंट को गर्म नोजल में डालकर काम करता है, जहां यह पिघल जाता है और भाग बनाने के लिए प्रोग्राम किए गए टूलपाथ के साथ परत दर परत जमा हो जाता है। संक्षेप में, एक एफडीएम प्रिंटर एक कंप्यूटर-नियंत्रित हॉट ग्लू गन की तरह काम करता है, जो पिघले हुए प्लास्टिक के पतले मोतियों को बाहर निकालता है जो जल्दी से जम कर एक त्रि-आयामी वस्तु बनाता है।
एफडीएम सबसे व्यापक रूप से उपयोग की जाने वाली 3डी प्रिंटिंग विधि है, खासकर उपभोक्ता और शैक्षिक स्तर पर। दुनिया भर में प्रिंटरों के सबसे बड़े स्थापित आधार के साथ, 3डी प्रिंटिंग के बारे में बात करते समय लोग अक्सर पहली प्रक्रिया के बारे में सोचते हैं। आप यह शब्द भी देख सकते हैंफ़्यूज्ड फिलामेंट फैब्रिकेशन (एफएफएफ)परस्पर उपयोग किया जाता है। क्योंकि "एफडीएम" स्ट्रैटैसिस के स्वामित्व वाला ट्रेडमार्क है, ओपन-सोर्स 3डी प्रिंटिंग समुदाय ने "एफएफएफ" को एक तटस्थ विकल्प के रूप में अपनाया; व्यवहार में, दोनों शब्द समान एक्सट्रूज़न-आधारित प्रक्रिया का वर्णन करते हैं।
यह आलेख एफडीएम की मूल बातें बताता है, जिसमें इसके फायदे और नुकसान और डेस्कटॉप और औद्योगिक मशीनों के बीच अंतर शामिल हैं। इसमें सामान्य मुद्रण प्लास्टिक और उन स्थितियों को भी शामिल किया गया है जहां एफडीएम सबसे उपयुक्त है।
एफडीएम का संक्षिप्त इतिहास
जबकि एफडीएम अब सबसे लोकप्रिय 3डी प्रिंटिंग विधि है, इसका आविष्कार पहली बार नहीं हुआ था। वास्तव में, यह स्टीरियोलिथोग्राफी (एसएलए) और चयनात्मक लेजर सिंटरिंग (एसएलएस) दोनों के बाद आया। स्कॉट क्रम्प ने 1989 में पहला एफडीएम पेटेंट दायर किया - एसएलए के तीन साल बाद और एसएलएस के एक साल बाद - और अपनी पत्नी लिसा के साथ मिलकर प्रौद्योगिकी को बाजार में लाने के लिए स्ट्रैटासिस की स्थापना की।
1990 के दशक के दौरान, स्ट्रैटैसिस ने प्रमुख पेटेंट अपने पास रखे और एफडीएम को मुख्य रूप से औद्योगिक प्रोटोटाइप के लिए तैनात किया। 2005 में रिप्रैप (रेप्लिकेटिंग रैपिड प्रोटोटाइप) प्रोजेक्ट के साथ एक बड़ा बदलाव आया, जो एड्रियन बॉयर की एक ओपन-सोर्स पहल थी जिसका उद्देश्य स्व-प्रतिकृति प्रिंटर बनाना था। जब 2009 में कोर एफडीएम पेटेंट समाप्त हो गए, तो इस आंदोलन ने मेकरबॉट, अल्टीमेकर और प्रूसा रिसर्च जैसी कंपनियों के उभरने का मार्ग प्रशस्त किया, जिससे डेस्कटॉप प्रिंटर शौकीनों और शिक्षकों के लिए किफायती हो गए।
2010 के दशक तक, स्ट्रैटैसिस के औद्योगिक सिस्टम और ओपन-सोर्स आंदोलन से प्रेरित कंपनियों के उपभोक्ता प्रिंटर ने मिलकर एफडीएम को दुनिया की सबसे व्यापक रूप से इस्तेमाल की जाने वाली 3डी प्रिंटिंग तकनीक के रूप में स्थापित कर दिया था।
डेस्कटॉप बनाम औद्योगिक एफडीएम प्रिंटर
आज, इस विकास के परिणामस्वरूप मशीनों की दो मुख्य श्रेणियां सामने आई हैं: व्यावसायिक उत्पादन के लिए औद्योगिक सिस्टम और उपभोक्ताओं और शिक्षकों के लिए डेस्कटॉप प्रिंटर। उनके प्रमुख अंतरों का सारांश नीचे दिया गया है:
संपत्ति
औद्योगिक एफडीएम
डेस्कटॉप एफडीएम
मानक सटीकता
लगभग ±0.2–0.3 मिमी
लगभग ±0.2–0.5 मिमी
विशिष्ट परत की मोटाई
0.15–0.3 मिमी
0.1–0.25 मिमी
न्यूनतम दीवार की मोटाई
~1 मिमी
~0.8-1 मिमी
अधिकतम निर्माण मात्रा
बड़ा (जैसे, 900 × 600 × 900 मिमी)
मध्यम (जैसे, 200 × 200 × 200 मिमी)
सामान्य सामग्री
एबीएस/एएसए, पीसी, नायलॉन, यूएलटीईएम
पीएलए, एबीएस, पीईटीजी, टीपीयू
समर्थन सामग्री
टूटने वाला और घुलनशील
समान सामग्री या घुलनशील (दोहरी-एक्सट्रूडर)
उत्पादन क्षमता
न्यून मध्यम; दोहराने योग्य बैच
कम; प्रोटोटाइप और वन-ऑफ़
मशीन की लागत
$50,000+
$500-$5,000
एफडीएम कैसे काम करता है: चरण-दर-चरण प्रक्रिया
एक FDM प्रिंटर निम्नलिखित चरणों के माध्यम से एक डिजिटल डिज़ाइन को एक भौतिक वस्तु में बदल देता है:
3 डी मॉडलिंग :प्रक्रिया एक डिजिटल मॉडल से शुरू होती है, जिसे आमतौर पर CAD सॉफ़्टवेयर में बनाया जाता है या 3D लाइब्रेरी से डाउनलोड किया जाता है। मॉडल को इस प्रारूप में निर्यात किया जाता हैएसटीएलया OBJ, जो वस्तु की ज्यामिति को परिभाषित करता है।
टुकड़ा करना:स्लाइसिंग सॉफ्टवेयर 3डी मॉडल को दो-आयामी परतों के ढेर में परिवर्तित करता है और प्रिंटर द्वारा अनुसरण किए जाने वाले टूलपाथ उत्पन्न करता है। यह ओवरहैंग के लिए आवश्यक समर्थन भी जोड़ता है और प्रिंट निर्देशों वाली जी-कोड फ़ाइल आउटपुट करता है। मुख्य सेटिंग्स, जैसे परत की ऊंचाई, प्रिंट गति, इनफिल घनत्व और समर्थन प्लेसमेंट, इस चरण में चुनी जाती हैं और सीधे प्रिंट गुणवत्ता और अवधि को प्रभावित करती हैं।
प्रिंटर सेटअप:फिलामेंट स्पूल को एक्सट्रूडर में लोड किया जाता है, जो गर्म सिरे की ओर सामग्री पहुंचाता है। पहली परत के उचित आसंजन को सुनिश्चित करने के लिए बिल्ड प्लेट को साफ और समतल किया जाता है, और एबीएस जैसी सामग्री के लिए, इसे आमतौर पर विरूपण को कम करने के लिए पहले से गरम किया जाता है।
हीटिंग, एक्सट्रूज़न और परत जमाव:जब नोजल लक्ष्य तापमान तक पहुंच जाता है, तो एक्सट्रूडर फिलामेंट को गर्म सिर में धकेल देता है, जहां यह पिघल जाता है। एक्सट्रूज़न हेड को तीन-अक्ष गति प्रणाली (एक्स, वाई, जेड) पर लगाया जाता है जो नोजल को निर्माण क्षेत्र में सटीक रूप से निर्देशित करता है। जैसे ही सिर चलता है, यह पूर्व निर्धारित पथ के साथ बिल्ड प्लेट पर पिघले हुए प्लास्टिक की पतली लटों को बाहर निकाल देता है।
प्रत्येक नई परत पिछली परत के ऊपर जमा होती है। सामग्री जल्दी ठंडी और जम जाती है; कई मामलों में, एक्सट्रूज़न हेड के पास लगे कूलिंग पंखे इस प्रक्रिया को तेज करते हैं, खासकर पीएलए जैसी सामग्रियों के लिए। व्यापक क्षेत्रों को भरने के लिए, परत पूरी होने तक नोजल कई पास बनाता है। फिर, या तो बिल्ड प्लेटफ़ॉर्म नीचे उतरता है या एक्सट्रूज़न हेड एक परत की ऊंचाई से ऊपर उठता है, और मशीन अगली परत शुरू करती है। पूरा भाग बनने तक यह चक्र सैकड़ों या हजारों बार दोहराया जाता है।
सामग्री लगभग तुरंत ही ठंडी और ठोस हो जाती है - अक्सर पीएलए जैसी सामग्री के साथ तेजी से ठंडा करने के लिए पंखे की मदद से। किसी क्षेत्र को भरने के लिए, नोजल कई पास बनाता है, जैसे किसी मार्कर से किसी आकृति को रंगना। एक बार एक परत पूरी हो जाने पर, या तो बिल्ड प्लेटफ़ॉर्म नीचे हो जाता है या एक्सट्रूज़न हेड एक परत की ऊंचाई तक बढ़ जाता है, और प्रक्रिया दोहराई जाती है। परत-दर-परत, भाग को नीचे से ऊपर की ओर तब तक बनाया जाता है जब तक कि वह पूरी तरह से तैयार न हो जाए।
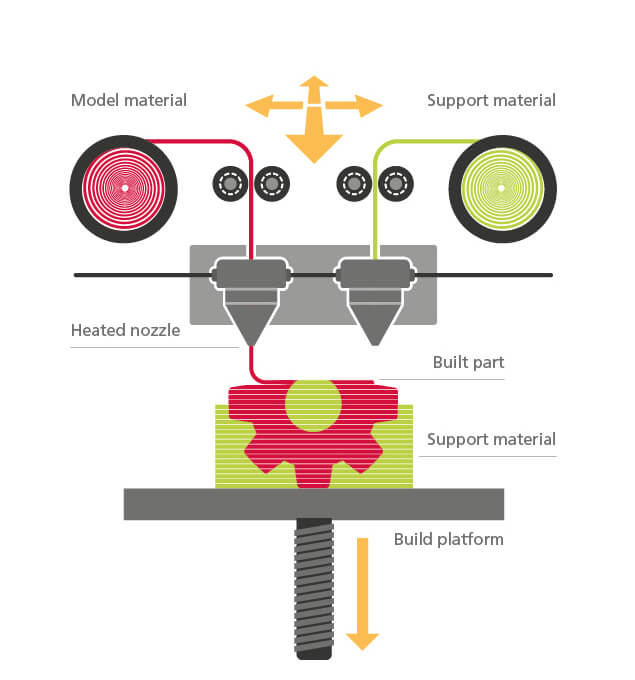
समर्थन संरचनाएँ:ओवरहैंग या पुलों के लिए, प्रिंटर असमर्थित अनुभागों को ढहने से बचाने के लिए समर्थन सामग्री उत्पन्न करता है। इन सपोर्ट को एक ही प्लास्टिक में मुद्रित किया जा सकता है और बाद में तोड़ दिया जा सकता है, या यदि प्रिंटर में एकाधिक नोजल हैं तो द्वितीयक घुलनशील फिलामेंट में मुद्रित किया जा सकता है।
प्रोसेसिंग के बाद:एक बार जब अंतिम परत जमा हो जाती है, तो भाग ठंडा हो जाता है और बिल्ड प्लेट से हटा दिया जाता है। अधिकांश एफडीएम प्रिंटों को समर्थन हटाने से थोड़ी अधिक की आवश्यकता होती है, लेकिन यदि चिकनी सतह या बेहतर प्रदर्शन वांछित है तो अतिरिक्त परिष्करण चरण लागू किए जा सकते हैं।
एफडीएम भागों के लिए सामान्य पोस्ट-प्रोसेसिंग विधियों में शामिल हैं:
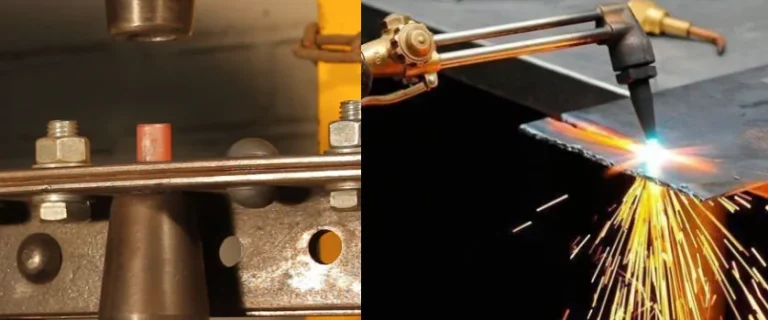
सैंडिंग और पॉलिशिंग - दृश्यमान परत रेखाओं को चिकना करता है और सतहों को पेंटिंग के लिए तैयार करता है।
प्राइमिंग और पेंटिंग - रंग जोड़ता है और सतह के सौंदर्यशास्त्र में सुधार करता है।
कोल्ड वेल्डिंग - भागों को एक साथ जोड़ने या सीम को सील करने के लिए सॉल्वैंट्स (जैसे एबीएस के लिए एसीटोन) या चिपकने वाले पदार्थों का उपयोग करता है।
वाष्प चौरसाई - भाग को विलायक वाष्प के संपर्क में लाता है, बाहरी सतह को थोड़ा पिघलाकर एक चमकदार फिनिश तैयार करता है।
एपॉक्सी कोटिंग - एक पतली राल परत लागू होती है जो अंतरालों को भरती है, ताकत में सुधार करती है, और भागों को जलरोधक बना सकती है।
धातु चढ़ाना - स्थायित्व, चालकता या दृश्य प्रभाव के लिए एक धातु की सतह परत जोड़ता है।
एफडीएम के फायदे और नुकसान
पेशेवरों
प्रभावी लागत
एफडीएम आम तौर पर मशीन की कीमत और सामग्री लागत दोनों के मामले में सबसे किफायती 3डी प्रिंटिंग विधि है। डेस्कटॉप इकाइयाँ केवल कुछ सौ से लेकर कुछ हज़ार डॉलर तक होती हैं, और यहाँ तक कि कई औद्योगिक FDM प्रणालियाँ अपने SLA या SLS समकक्षों की तुलना में कम महंगी रहती हैं। फिलामेंट सस्ता है, कई ब्रांडों और प्रकारों में व्यापक रूप से उपलब्ध है, और प्राप्त करना आसान है। प्रवेश के लिए यह कम बाधा एफडीएम को कक्षाओं, अनुसंधान प्रयोगशालाओं और छोटे व्यवसायों के लिए सुलभ बनाती है।
तीव्र प्रोटोटाइप गति
FDM तेज़ डिज़ाइन पुनरावृत्ति के लिए उत्कृष्ट है। एक भाग को मिनटों से लेकर कुछ घंटों में मुद्रित किया जा सकता है, जिससे टीमों को रात भर में अवधारणा से भौतिक प्रोटोटाइप तक जाने की अनुमति मिलती है। उन तरीकों की तुलना में जिनके लिए लंबे समय तक इलाज या शीतलन चक्र की आवश्यकता होती है, एफडीएम लीड समय को कम करता है और उत्पाद विकास को तेज करता है।
व्यापक सामग्री चयन
एफडीएम थर्मोप्लास्टिक्स की एक विस्तृत श्रृंखला का समर्थन करता है, जिसमें पीएलए, एबीएस और पीईटीजी जैसे सामान्य और किफायती विकल्पों से लेकर इंजीनियरिंग-ग्रेड सामग्री जैसे नायलॉन, पॉलीकार्बोनेट और टीपीयू और यहां तक कि औद्योगिक प्रणालियों पर यूएलटीईएम या पीईईके जैसे उच्च प्रदर्शन वाले पॉलिमर भी शामिल हैं। यह बहुमुखी प्रतिभा इंजीनियरों को ऐसी सामग्री चुनने की अनुमति देती है जो अंतिम उत्पाद की प्रदर्शन आवश्यकताओं से निकटता से मेल खाती है।
मापनीयता (प्रिंट आकार)
राल या पाउडर-आधारित प्रणालियों के विपरीत, जो वैट या बिस्तर आयामों द्वारा प्रतिबंधित हैं, एफडीएम मशीनों को केवल फ्रेम और गति प्रणाली को बड़ा करके बढ़ाया जा सकता है। यह स्केलेबिलिटी एफडीएम को स्पष्ट लागत-दर-आकार लाभ देती है और इसे ऑटोमोटिव घटकों या वास्तुशिल्प मॉडल जैसे बड़े प्रोटोटाइप के उत्पादन के लिए एक व्यावहारिक समाधान बनाती है।
उपयोग में आसानी और सरल पोस्ट-प्रोसेसिंग
एफडीएम प्रिंटर का संचालन करना सीधा है: फिलामेंट लोड करें, प्रिंट शुरू करें, और जब यह पूरा हो जाए तो भाग को हटा दें। पोस्ट-प्रोसेसिंग आमतौर पर रेजिन प्रिंटिंग के विपरीत समर्थन को अलग करने तक ही सीमित होती है, जिसमें रसायनों को धोने, ठीक करने और संभालने की आवश्यकता होती है। कई एफडीएम हिस्से तुरंत उपयोग के लिए तैयार हैं, केवल कुछ सामग्रियों या अनुप्रयोगों के लिए अतिरिक्त फिनिशिंग की आवश्यकता होती है। एक अन्य लाभ रंग लचीलापन है: रंगों की एक विस्तृत श्रृंखला में उपलब्ध फिलामेंट्स के साथ, मॉडल को अक्सर अतिरिक्त पेंटिंग के बिना उनके अंतिम रूप में मुद्रित किया जा सकता है जिसकी राल प्रिंट को आमतौर पर आवश्यकता होती है।
मजबूती और सामग्री के उपयोग में डिजाइन लचीलापन
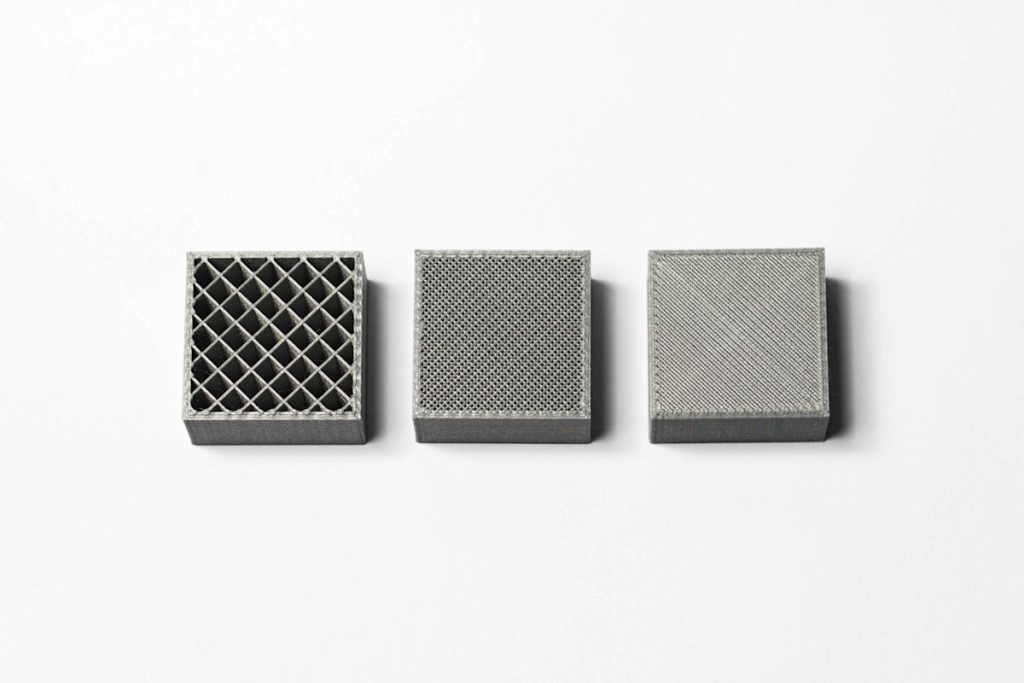
एफडीएम उपयोगकर्ताओं को समायोजित करने की अनुमति देता हैभराव घनत्वऔरखोल की मोटाई, प्रिंट समय, सामग्री की खपत और यांत्रिक प्रदर्शन को संतुलित करना। इस ट्यूनेबिलिटी का मतलब है कि भागों को हल्के प्रोटोटाइप या मजबूत कार्यात्मक घटकों के रूप में अनुकूलित किया जा सकता है। उच्च-स्तरीय प्रणालियों पर, घुलनशील समर्थन सामग्री भी उपलब्ध होती है, जिससे जटिल ज्यामिति को संभालना आसान हो जाता है और पोस्ट-प्रोसेसिंग सरल हो जाती है।
सामग्री की कम बर्बादी
एफडीएम उस फिलामेंट का उपयोग करता है जिसे पिघलाया जाता है और ठीक वहीं जमा किया जाता है जहां जरूरत होती है, इसलिए छपाई के दौरान लगभग कोई भी कच्चा माल बर्बाद नहीं होता है। यह एसएलएस या एमजेएफ जैसी पाउडर-आधारित विधियों के विपरीत है, जहां अप्रयुक्त पाउडर को संभालने की आवश्यकता होती है और कई चक्रों के बाद ख़राब हो सकता है। स्मार्ट डिज़ाइन के साथ जो समर्थन संरचनाओं को न्यूनतम या समाप्त कर देता है, एफडीएम सामग्री के उपयोग में और भी अधिक कुशल हो सकता है।
दोष
सीमित रिज़ॉल्यूशन और सतही फिनिश
एफडीएम दृश्यमान परत रेखाओं के साथ वस्तुओं का निर्माण करता है, और यहां तक कि ठीक सेटिंग्स (~ 0.1-0.2 मिमी) पर भी, घुमावदार सतहें "सीढ़ी-सीढ़ी" प्रभाव दिखाती हैं। न्यूनतम फीचर आकार नोजल व्यास (अक्सर ~ 0.4 मिमी) द्वारा सीमित होता है, इसलिए बहुत छोटे विवरण या सटीक फिट हासिल करना मुश्किल होता है। परिणामस्वरूप, पेशेवर-गुणवत्ता वाली उपस्थिति या सटीकता के लिए अक्सर पोस्ट-प्रोसेसिंग की आवश्यकता होती है: थ्रेड्स को टैपिंग की आवश्यकता हो सकती है, छेदों को रीमिंग की आवश्यकता हो सकती है, और सतहों को पॉलिश फिनिश के लिए सैंडिंग, पेंटिंग या वाष्प स्मूथिंग की आवश्यकता हो सकती है। एफडीएम अतिरिक्त सीलिंग के बिना पूरी तरह से जलरोधी या वायुरोधी भागों का उत्पादन करने के लिए भी संघर्ष करता है।
अनिसोट्रॉपी और परत आसंजन मुद्दे
क्योंकि भागों को परत दर परत बनाया जाता है, एफडीएम प्रिंट अनिसोट्रोपिक होते हैं: जेड-अक्ष के साथ काफी कमजोर। परतों के बीच का बंधन एक परत के भीतर की तुलना में कम मजबूत होता है, जिससे निर्माण की दिशा में लंबवत लागू तनाव के तहत भागों के विभाजित होने या टुकड़े-टुकड़े होने की अधिक संभावना होती है। यह यांत्रिक रूप से महत्वपूर्ण अनुप्रयोगों में उनके प्रदर्शन को सीमित करता है जब तक कि भाग अभिविन्यास और इन्फिल को सावधानीपूर्वक अनुकूलित नहीं किया जाता है।
ताना-बाना और सटीकता की चुनौतियाँ
शीतलन के दौरान थर्मल संकुचन के कारण हिस्से मुड़ सकते हैं, किनारे बिल्ड प्लेट से ऊपर उठ सकते हैं या पतली विशेषताएं झुक सकती हैं। एबीएस और नायलॉन विशेष रूप से इसके प्रति संवेदनशील होते हैं, जिनके लिए अक्सर गर्म बिस्तरों या बंद कक्षों की आवश्यकता होती है। अंशांकन के साथ भी, उच्च आयामी सटीकता प्राप्त करना मुश्किल है, आमतौर पर सहनशीलता ±0.1–0.3 मिमी के आसपास होती है। सटीक फिट के लिए छिद्रों और बारीक विवरणों को अक्सर समायोजन या मशीनिंग की आवश्यकता होती है।
समर्थन और ज्यामिति बाधाएँ
एफडीएम प्रिंटर को ~45° या लंबे पुलों से अधिक तेज ओवरहैंग के लिए समर्थन संरचनाओं की आवश्यकता होती है। ये सामग्री जोड़ने, प्रिंट समय बढ़ाने, और हटाए जाने पर दोष छोड़ सकते हैं। जटिल आंतरिक ज्यामिति को मुद्रित करना असंभव हो सकता है क्योंकि समर्थन अंदर फंस जाएगा। जबकि घुलनशील समर्थन वाली दोहरी-एक्सट्रूडर मशीनें लचीलेपन में सुधार करती हैं, वे लागत बढ़ाती हैं और फिर भी हटाने के चरणों की आवश्यकता होती है।
भौतिक सीमाएँ
हालाँकि FDM कई थर्मोप्लास्टिक्स का समर्थन करता है, फिर भी यह सामग्री के उस वर्ग तक ही सीमित है। धातु और पूर्ण चीनी मिट्टी की चीज़ें सीधे मुद्रित नहीं की जा सकतीं। PEEK या ULTEM जैसे उच्च-प्रदर्शन पॉलिमर को बहुत उच्च नोजल और चैम्बर तापमान की आवश्यकता होती है, जिससे वे केवल विशेष औद्योगिक मशीनों पर ही पहुंच योग्य हो जाते हैं। परिणामस्वरूप, प्रत्येक एफडीएम प्रिंटर केवल पूर्ण सामग्री स्पेक्ट्रम के एक सबसेट को ही संभाल सकता है।
अंशांकन और रखरखाव की मांगें
एफडीएम सिस्टम की सादगी और लागत-संचालित डिजाइन के कारण, उपयोगकर्ता अक्सर लगातार गुणवत्ता प्राप्त करने के लिए बेड लेवलिंग और नोजल ऊंचाई जैसी सेटिंग्स को बदलने में समय बिताते हैं। यांत्रिक गति पर अत्यधिक निर्भरता का मतलब है कि नियमित रखरखाव की आवश्यकता है - बेल्ट तनाव को समायोजित करना, रेल को चिकनाई देना, एक्सट्रूडर की सफाई करना, और नोजल या गर्म सिरों जैसे भागों को बदलना।
फीडस्टॉक संवेदनशीलता
प्रिंट गुणवत्ता फिलामेंट गुणवत्ता पर अत्यधिक निर्भर है। फिलामेंट व्यास या असंगत संरचना में खराब आयामी सहनशीलता से एक्सट्रूज़न समस्याएं हो सकती हैं। इसके अलावा, अधिकांश फिलामेंट्स हीड्रोस्कोपिक हैं; यदि ठीक से संग्रहीत नहीं किया जाता है, तो वे हवा से नमी को अवशोषित करते हैं, जिससे छपाई के दौरान बुलबुले, खराब सतह खत्म, या कमजोर परत आसंजन होता है।
एफडीएम प्रिंटिंग में प्रयुक्त सामान्य सामग्रियां
प्लास्टिक उद्योग में दशकों के विकास ने एक विस्तृत श्रृंखला तैयार की हैपॉलिमर फिलामेंट्स, रोजमर्रा के प्लास्टिक से लेकर विशेष इंजीनियरिंग पॉलिमर तक।
प्लाडेस्कटॉप FDM प्रिंटर के लिए सबसे लोकप्रिय फिलामेंट है। यह एक बायोडिग्रेडेबल प्लास्टिक है (अक्सर कॉर्न-स्टार्च आधारित) जिसे प्रिंट करना आसान है और अच्छे विवरण और सतह की गुणवत्ता के साथ भागों का उत्पादन करता है। जब उच्च कठोरता और तापमान प्रतिरोध की आवश्यकता होती है,पेटआमतौर पर यही विकल्प है. हालाँकि, एबीएस के विकृत होने का खतरा अधिक होता है और कोनों को उठने से बचाने के लिए अक्सर गर्म बिस्तर या कक्ष की आवश्यकता होती है।
एक अन्य लोकप्रिय विकल्प हैपीईटीजी,जो PLA की मुद्रण में आसानी को ABS के स्थायित्व के साथ जोड़ती है। यह ताकत, लचीलेपन और रासायनिक प्रतिरोध का अच्छा संतुलन प्रदान करता है।
औद्योगिक एफडीएम मशीनेंदूसरी ओर, मुख्य रूप से इंजीनियरिंग थर्मोप्लास्टिक्स जैसे का उपयोग करते हैंपेट,पॉलीकार्बोनेट (पीसी), औरअल्टेम (पीईआई). इन सामग्रियों में अक्सर उनके गुणों को बढ़ाने के लिए योजक शामिल होते हैं, जो उन्हें उन मांग वाले अनुप्रयोगों के लिए उपयुक्त बनाते हैं जिनके लिए उच्च प्रभाव शक्ति, थर्मल स्थिरता, रासायनिक प्रतिरोध या यहां तक कि जैव-अनुकूलता की आवश्यकता होती है।
नीचे दी गई तालिका सबसे आम एफडीएम मुद्रण सामग्री के प्रमुख पेशेवरों, विपक्षों और विशिष्ट अनुप्रयोगों का सारांश प्रस्तुत करती है:
सामग्री
पेशेवरों
दोष
सामान्य अनुप्रयोग
प्ला
प्रिंट करना आसान; बढ़िया विवरण और सतह फ़िनिश. जैव-आधारित और न्यूनतम विकृति।
नाज़ुक; कम ताप प्रतिरोध (~60 डिग्री सेल्सियस पर विकृत)। भार वहन करने वाले भागों के लिए आदर्श नहीं है।
दृश्य प्रोटोटाइप, मॉडल, शिक्षा, शौक परियोजनाएं
पेट
मजबूत और टिकाऊ; उच्च तापमान प्रतिरोध (~100 डिग्री सेल्सियस)। पोस्ट-प्रोसेस किया जा सकता है (उदाहरण के लिए, एसीटोन स्मूथिंग)।
गर्म बिस्तर/कक्ष के बिना जंग लगने का खतरा। धुआं उत्सर्जित करता है (वेंटिलेशन की आवश्यकता होती है)। पीएलए की तुलना में प्रिंट करना थोड़ा कठिन है।
अच्छी ताकत और परत आसंजन; कम ताना-बाना के साथ आसानी से प्रिंट होता है। नमी और रसायन प्रतिरोधी; अक्सर भोजन-सुरक्षित.
एबीएस से थोड़ा कम कठोर; यदि सेटिंग्स ट्यून नहीं की गईं तो सतह स्ट्रिंग को आकर्षित कर सकती है।
कार्यात्मक भाग, कंटेनर, यांत्रिक घटक, घरेलू सामान
नायलॉन (पीए)
उच्च तन्यता ताकत और क्रूरता; घिसाव और रसायन प्रतिरोधी। कुछ लचीलापन (कब्जों के लिए) और बढ़िया स्थायित्व।
नमी को अवशोषित करता है (फिलामेंट को सूखा रखना चाहिए)। विरूपण को कम करने के लिए उच्च प्रिंट तापमान और संलग्नक की आवश्यकता है।
गियर, बियरिंग, क्लिप, जिग्स और फिक्स्चर, संरचनात्मक प्रोटोटाइप
टीपीयू (फ्लेक्स)
बहुत लचीला और लोचदार - रबर जैसे हिस्से बना सकता है। अच्छा प्रभाव अवशोषण.
गति से सटीक प्रिंट करना कठिन है (धीमे प्रिंट की आवश्यकता है)। नरम फिलामेंट कुछ एक्सट्रूडर में जाम हो सकता है जो लचीलेपन के लिए डिज़ाइन नहीं किए गए हैं।
गास्केट, सील, फोन केस, पहिए/टायर, मेडिकल मॉडल
पॉलीकार्बोनेट (पीसी)
उत्कृष्ट प्रभाव शक्ति; उच्च ताप प्रतिरोध (~110 डिग्री सेल्सियस)। कठिन कार्यात्मक भागों के लिए उपयुक्त।
उच्च प्रिंटर तापमान की आवश्यकता है; यदि बहुत तेजी से ठंडा किया जाए तो विकृत होने/टूटने का खतरा होता है। आम तौर पर एक संलग्न, औद्योगिक-ग्रेड प्रिंटर की आवश्यकता होती है।
औद्योगिक टूलींग, सुरक्षात्मक आवास, ऑटोमोटिव घटक
पीईआई/अल्टेम
उच्च प्रदर्शन: वजन के हिसाब से मजबूत, ज्वाला मंदक, ~170 डिग्री सेल्सियस तक काम करता है। एयरोस्पेस, ऑटोमोटिव में उपयोग किया जाता है।
बहुत महंगी सामग्री; अत्यधिक तापमान आवश्यकताओं के कारण केवल उच्च-स्तरीय मशीनों पर प्रिंट होता है।
एयरोस्पेस पार्ट्स, अंडर-द-हुड ऑटोमोटिव घटक, चिकित्सा उपकरण
एफडीएम का उपयोग कब करें
चर्चा की गई शक्तियों और सीमाओं को देखते हुए, यहां कुछ विशिष्ट मामले दिए गए हैं जहां एफडीएम अन्य तरीकों की तुलना में सबसे उपयुक्त विकल्प है:
लागत या गति प्राथमिक चिंता है:यदि आपको जल्दी और सस्ते में प्रोटोटाइप की आवश्यकता है, तो एफडीएम को हराना मुश्किल है। आप बैंक को तोड़े बिना उसी दिन सीएडी से भौतिक भाग तक जा सकते हैं। प्रारंभिक चरण के प्रोटोटाइप, छात्र परियोजनाओं और शौक निर्माण के लिए बिल्कुल सही जहां किफायती पुनरावृत्ति पूर्णता से अधिक मायने रखती है।
भाग का आकार बड़ा है:बड़े प्रारूप वाले एफडीएम प्रिंटर उन हिस्सों को संभाल सकते हैं जो राल वत्स या पाउडर बेड में बेहद महंगे या असंभव होंगे। वास्तुशिल्प मॉडल, पूर्ण आकार के आवरण, या बड़े कार्यात्मक प्रोटोटाइप के बारे में सोचें - एफडीएम अधिक आसानी से और कम लागत पर बढ़ता है।
वास्तविक प्लास्टिक में कार्यात्मक प्रोटोटाइप:जब आपको उत्पादन प्लास्टिक भाग की तरह व्यवहार करने के लिए प्रोटोटाइप की आवश्यकता होती है - उदाहरण के लिए, एक क्लिप जिसे बिना टूटे मुड़ना चाहिए या एक माउंट जो गर्मी का सामना करना चाहिए - एबीएस, पीसी या नायलॉन के साथ एफडीएम आदर्श है। इन हिस्सों को ड्रिल किया जा सकता है, पेंच किया जा सकता है और कामकाजी परिस्थितियों में परीक्षण किया जा सकता है, जहां रेज़िन प्रिंट विफल हो सकते हैं।
कस्टम उपकरण, जिग्स, या प्रतिस्थापन हिस्से:एफडीएम विशिष्ट आवश्यकताओं के अनुरूप एकमुश्त या कम मात्रा वाले भागों का उत्पादन करने में उत्कृष्टता प्राप्त करता है। असेंबली के लिए एक कस्टम जिग? उपकरण के लिए एक प्रतिस्थापन घुंडी? इसे रात भर प्रिंट करें और काम पर लगाएं। कई मध्यम-ड्यूटी उपयोगों के लिए, एफडीएम प्रिंट वास्तविक अंतिम-उपयोग भागों के रूप में काम कर सकते हैं।
शैक्षिक और घरेलू वातावरण:एफडीएम कक्षाओं, मेकरस्पेस और घरों में सबसे अधिक उपयोगकर्ता-अनुकूल और सुरक्षित 3डी प्रिंटिंग विकल्प है। पीएलए और इसी तरह के फिलामेंट्स को संभालना आसान है, जिससे शिक्षार्थियों को डिजाइन और इंजीनियरिंग पर ध्यान केंद्रित करने में मदद मिलती है। प्रति भाग कम लागत भी प्रयोग और पुनरावृत्ति को प्रोत्साहित करती है।
जब पोस्ट-प्रोसेसिंग न्यूनतम होनी चाहिए:यदि आपको थोड़े अतिरिक्त काम के साथ सीधे प्रिंटर से एक भाग की आवश्यकता है, तो एफडीएम उपयुक्त है। बस समर्थन हटा दें, और भाग संभालने के लिए तैयार है। डेमो और कार्यशालाओं के लिए, यह तात्कालिकता एफडीएम को विशेष रूप से व्यावहारिक बनाती है।
चिग्गो की एफडीएम 3डी प्रिंटिंग सेवाएं
Chiggo offers on-demand FDM 3D printing for both prototypes and production runs. We can deliver high-quality FDM parts in just a few days. अपनी CAD फ़ाइलें अपलोड करें to receive an instant quote. For more details or to discuss your requirements with our team, contact us today.