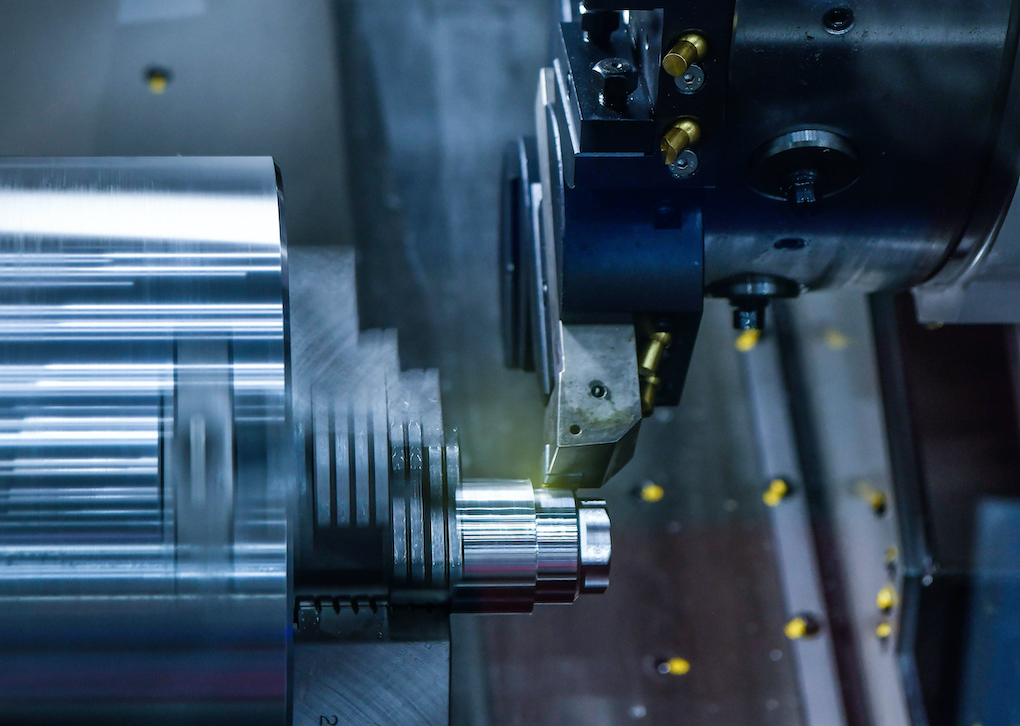
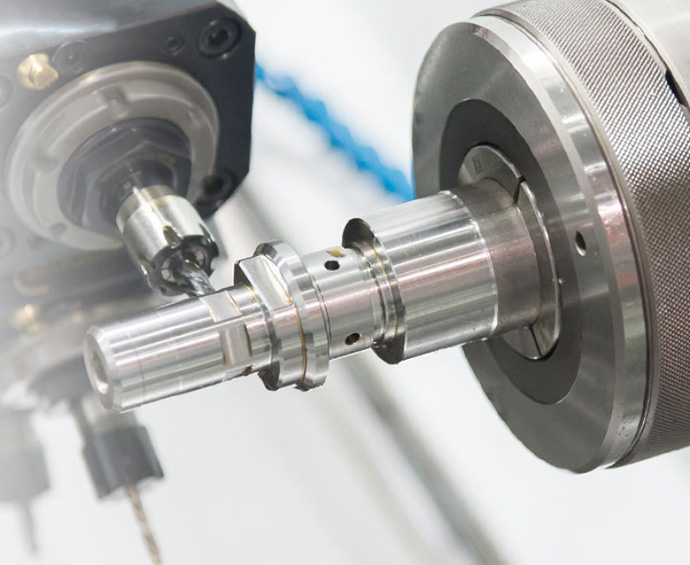
सीएनसी टर्निंग सबसे व्यापक रूप से उपयोग की जाने वाली सीएनसी मशीनिंग प्रक्रियाओं में से एक है, इसकी सटीकता और बहुमुखी प्रतिभा के लिए विनिर्माण उद्योग में इसे अत्यधिक माना जाता है। इसमें एक स्थिर काटने वाला उपकरण शामिल होता है जो एक खराद या मोड़ केंद्र पर घूमने वाले वर्कपीस से सामग्री को हटा देता है। इस प्रक्रिया का उपयोग मुख्य रूप से गोलाकार या अक्ष-सममित विशेषताओं वाले भागों का उत्पादन करने के लिए किया जाता है। कटिंग ऑपरेशन के प्रकार के आधार पर, यह बेलनाकार, शंक्वाकार, थ्रेडेड, ग्रूव्ड या छेद वाले घटकों के साथ-साथ विशिष्ट सतह बनावट वाले हिस्सों का निर्माण कर सकता है।
चाहे आप उद्योग में हों और इस बात पर विचार कर रहे हों कि क्या सीएनसी टर्निंग आपके प्रोजेक्ट के लिए सही है, या बस विनिर्माण प्रौद्योगिकियों के बारे में उत्सुक हैं, आप सही जगह पर हैं! यह लेख सीएनसी टर्निंग के बारे में आपके सभी सवालों का जवाब देगा।
सीएनसी टर्निंग क्या है?
शाब्दिक अर्थ में, "सीएनसी टर्निंग" को दो भागों में विभाजित किया जा सकता है:
सीएनसी (कंप्यूटर न्यूमेरिकल कंट्रोल): यह मशीनों के चलने और संचालन के तरीके को सटीक रूप से नियंत्रित करने के लिए कंप्यूटर प्रोग्राम का उपयोग करने को संदर्भित करता है।
टर्निंग: मशीनिंग में, टर्निंग एक ऐसी प्रक्रिया है जहां सामग्री को एक काटने वाले उपकरण द्वारा घूर्णन वर्कपीस से हटा दिया जाता है, आमतौर पर एक एकल-बिंदु काटने वाला उपकरण, जिसे या तो स्थिर रखा जाता है या पूर्व निर्धारित पथ के साथ चलता है।
इस प्रकार, सीएनसी टर्निंग पारंपरिक टर्निंग प्रक्रिया के साथ कंप्यूटर-नियंत्रित संचालन की सटीकता को जोड़ती है, उच्च सटीकता और दोहराव के साथ वर्कपीस को वांछित रूप में कुशलतापूर्वक आकार देती है। सीएनसी लेथ और सीएनसी टर्निंग सेंटर इन परिचालनों के लिए उद्योग में उपयोग की जाने वाली मानक मशीनें हैं।
सीएनसी टर्निंग सेंटर और सीएनसी लेथ के बीच क्या अंतर है?
सीएनसी खराद मुख्य रूप से 2-अक्ष मशीनें हैं जो मानक मोड़ संचालन के लिए डिज़ाइन की गई हैं, जो मशीनिंग बेलनाकार या शंक्वाकार भागों पर केंद्रित हैं। वे एक सरल सेटअप, कम लागत की पेशकश करते हैं, और आमतौर पर मशीन के चारों ओर कोई सुरक्षात्मक घेरा नहीं होता है।
इसके विपरीत, सीएनसी टर्निंग सेंटर उन्नत, मल्टी-एक्सिस सिस्टम हैं जो लाइव टूलींग से सुसज्जित हैं, जो उन्हें एक ही सेटअप में टर्निंग, मिलिंग, ड्रिलिंग और टैपिंग जैसे कई ऑपरेशन करने की अनुमति देते हैं। इसके परिणामस्वरूप उच्च उत्पादकता, अधिक लचीलापन और जटिल भागों का उत्पादन करने की क्षमता प्राप्त होती है। हालाँकि, इसका मतलब उच्च प्रारंभिक निवेश और बढ़ी हुई परिचालन जटिलता भी है।
सीएनसी टर्निंग कैसे काम करती है?
सीएनसी टर्निंग एक जटिल प्रक्रिया है, लेकिन हम इसे तीन मुख्य चरणों में सरल बनाएंगे और बेहतर परिणाम प्राप्त करने में आपकी सहायता के लिए प्रत्येक चरण में मुख्य विचारों पर प्रकाश डालेंगे। आएँ शुरू करें!
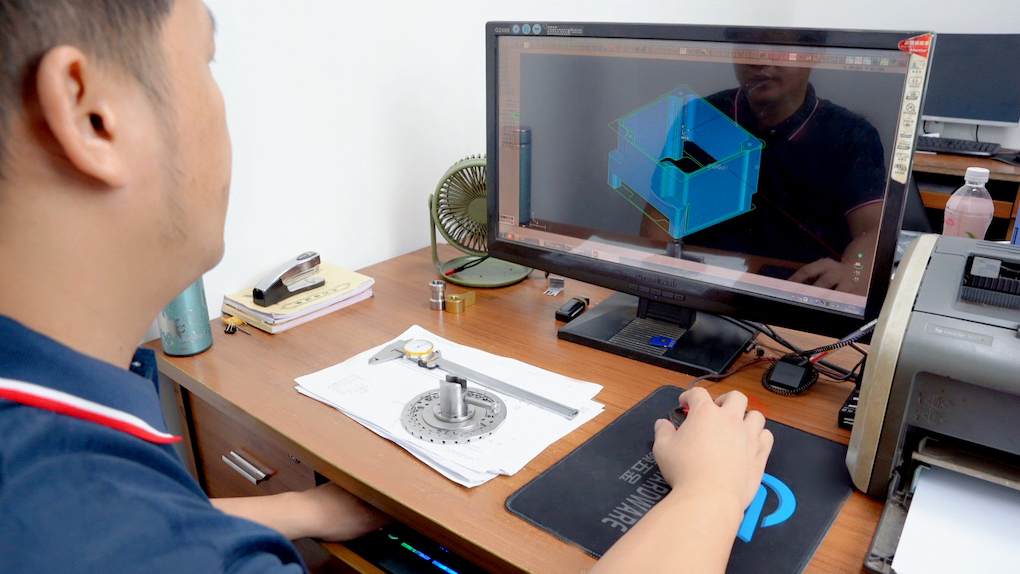
चरण#1:डिज़ाइन और प्रोग्रामिंग
पहला कदम आपके हिस्से को डिज़ाइन करना है। ऑटोकैड या सॉलिडवर्क्स जैसे सीएडी सॉफ़्टवेयर का उपयोग करके, आप अपनी अवधारणा को - अक्सर एक या अधिक 2डी स्केच से शुरू करके - एक विस्तृत डिजिटल 3डी मॉडल में बदल सकते हैं। इस मॉडल में भाग के आयाम, आकार और विशेषताएं जैसे सभी आवश्यक विवरण शामिल होंगे।
एक बार CAD फ़ाइल तैयार हो जाने पर, इसे CAM सॉफ़्टवेयर में आयात किया जाता है। इस स्तर पर, एक विनिर्माण इंजीनियर यह सुनिश्चित करने के लिए डिज़ाइन की समीक्षा करता है कि यह निर्माण योग्य है। फिर वे आवश्यक मशीनिंग संचालन निर्धारित करते हैं, उपयुक्त उपकरण का चयन करते हैं, और काटने की गति और गहराई जैसे मशीनिंग पैरामीटर निर्धारित करते हैं। अंत में, इन निर्णयों को निर्देशों के एक सेट में संकलित किया जाता है, जिसे जी-कोड के रूप में जाना जाता है, जिसे सीएनसी मशीनें समझ सकती हैं और निष्पादित कर सकती हैं।
इस स्तर पर आपको दो मापदंडों को ध्यान में रखना होगा: मोड़ गति और फ़ीड दर। मोड़ने की गति (अक्सर काटने की गति के साथ परस्पर उपयोग की जाती है), वह दर है जिस पर घूमने वाले वर्कपीस की सतह काटने के उपकरण से आगे बढ़ती है, जिसे आम तौर पर मीटर प्रति मिनट (एम/मिनट) या फीट प्रति मिनट (फीट/मिनट) में मापा जाता है। फ़ीड दर वह गति है जिस पर काटने का उपकरण घूमने वाले वर्कपीस के साथ आगे बढ़ता है, जिसे भाग की एक क्रांति के दौरान उपकरण द्वारा तय की गई दूरी के रूप में परिभाषित किया जाता है।
इन मापदंडों को किसी विशेषज्ञ द्वारा सावधानीपूर्वक निर्धारित किया जाना चाहिए, क्योंकि वे उपकरण जीवन, मशीनिंग समय और आपके प्रोजेक्ट की समग्र गुणवत्ता को महत्वपूर्ण रूप से प्रभावित करते हैं। आमतौर पर, सामग्री को जल्दी से हटाने के लिए प्रारंभिक रफिंग चरण के लिए उच्च फ़ीड दर के साथ संयुक्त कम मोड़ गति को नियोजित किया जाता है। परिष्करण चरण के लिए, चिकनी सतहों और सटीक सहनशीलता वाले भागों को प्राप्त करने के लिए उच्च मोड़ गति और कम फ़ीड दर को प्राथमिकता दी जाती है।
चरण#2: सीएनसी टर्निंग मशीन तैयार करें
इसके बाद, एक ऑपरेटर सीएनसी टर्निंग लेथ को प्रभावी ढंग से तैयार करने के लिए मुख्य रूप से इन चरणों का पालन करता है:
सामग्री की तैयारी: उस सामग्री का चयन करें जिसे आप अपने हिस्से के लिए उपयोग करना चाहते हैं और इसे खराद के चक में लोड करें। चक एक क्लैंपिंग डिवाइस है जो टर्निंग प्रक्रिया के दौरान सामग्री को पकड़ने और घुमाने के लिए जिम्मेदार है।टूल इंस्टालेशन: काम के लिए आवश्यक कटिंग टूल्स को मशीन के बुर्ज में स्थापित करें। बुर्ज कई उपकरणों को पकड़ सकता है और मशीनिंग के दौरान उनके बीच स्विच करने के लिए घूम सकता है।मशीन प्रोग्रामिंग: मशीन के नियंत्रण प्रणाली में सीएनसी कोड (चरण 1 में उत्पन्न) इनपुट करें। यह प्रोग्राम मशीन के संचालन का मार्गदर्शन करता है।
चरण#3: टर्निंग ऑपरेशन प्रारंभ करें
अंत में, सीएनसी मशीन वर्कपीस को तेजी से घुमाकर शुरू करती है। काटने के उपकरण फिर मोड़ने, ड्रिलिंग करने और उस पर फेसिंग करने जैसे कई ऑपरेशन करने के लिए सीएनसी प्रोग्राम का पालन करते हैं। आपके हिस्से की जटिलता और आवश्यक सहनशीलता जैसे कारक यह निर्धारित करेंगे कि आपके हिस्से को कितने मशीनिंग चक्रों से गुजरना होगा। प्रत्येक चक्र के लिए समय की गणना करने से आपको घटक पर खर्च किए गए अंतिम समय को जानने में मदद मिलेगी, जो लागत गणना और उत्पादन योजना के लिए आवश्यक है। इसके अतिरिक्त, यह मशीनिंग प्रक्रिया को अनुकूलित करने और उत्पादन दक्षता बढ़ाने में मदद कर सकता है।
आमतौर पर, चक्र बदलने का समय इसमें शामिल होगा:
सेटअप समय: टर्निंग शुरू होने से पहले की तैयारी, जैसे वर्कपीस लोडिंग, टूल इंस्टॉलेशन और सीएनसी प्रोग्राम सेटअप।कटिंग टाइम: जब टूल सक्रिय रूप से सामग्री को हटाता है, तो वर्कपीस रोटेशन की गति से प्रभावित होता है , फ़ीड दर, और कट की गहराई।उपकरण बदलने का समय: मोड़ने, ड्रिलिंग और सामना करने जैसे विभिन्न कार्यों के लिए काटने के उपकरण को बदलने की आवश्यकता है।निष्क्रिय समय: अवधि जब मशीन नहीं है मशीनिंग, जैसे कटों के बीच स्थिति को समायोजित करना या अगले कटिंग ऑपरेशन के लिए एक नए शुरुआती बिंदु पर जाना।
सीएनसी टर्निंग ऑपरेशन के प्रकार
विविध विनिर्माण आवश्यकताओं को पूरा करने के लिए, टर्निंग प्रक्रियाओं की एक विस्तृत श्रृंखला में अब सीएनसी लेथ और टर्निंग मशीनों में विभिन्न प्रकार के लेथ टूल शामिल हैं। यह बेलनाकार और शंक्वाकार घटकों जैसे सरल अक्षीय सममित भागों के उत्पादन से परे मशीनिंग की अनुमति देता है, जिसमें बहुभुज जैसे जटिल ज्यामिति और विशेष वक्र वाले जटिल भागों को शामिल किया जाता है। नीचे कुछ अधिक सामान्य प्रकार के टर्निंग ऑपरेशन दिए गए हैं:
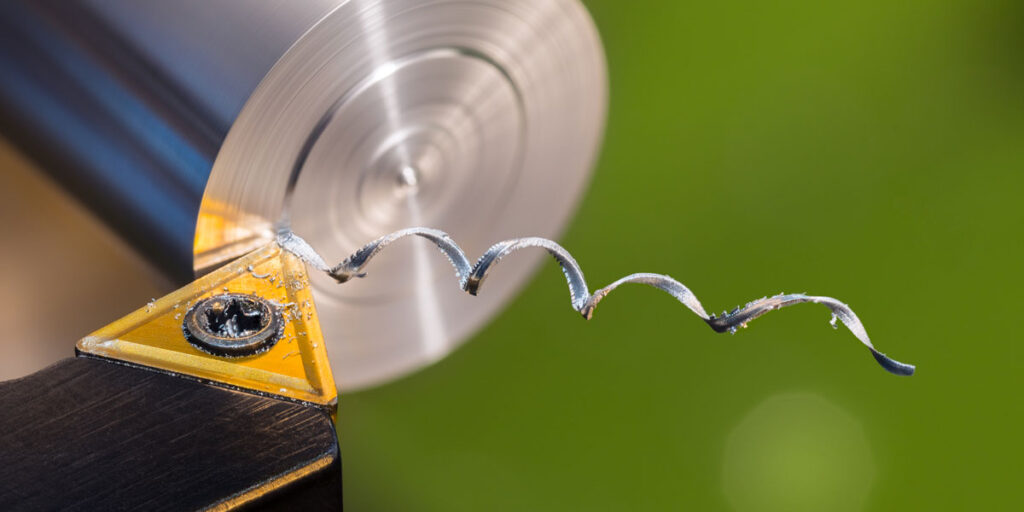
1.सीधे मुड़ना
स्ट्रेट टर्निंग में वर्कपीस के बाहरी हिस्से से सामग्री को उसके व्यास को एक निर्दिष्ट आयाम तक कम करना शामिल है। यह अक्सर मशीनिंग प्रक्रिया में एक प्रारंभिक चरण होता है, जो वर्कपीस को वांछित आकार के करीब जल्दी से कम करने पर केंद्रित होता है। क्योंकि यह मुख्य रूप से तेजी से सामग्री को हटाने से संबंधित है, यह ऑपरेशन उच्चतम परिशुद्धता के साथ अंतिम आयाम उत्पन्न नहीं कर सकता है। इस प्रकार, इसे कभी-कभी रफ टर्निंग भी कहा जाता है। सीधे मोड़ने के बाद, सतह को परिष्कृत करने और भाग के लिए आवश्यक सटीक आयाम और सहनशीलता प्राप्त करने के लिए आमतौर पर अतिरिक्त परिष्करण कार्यों की आवश्यकता होती है।
2. टेपर टर्निंग
टेपर टर्निंग एक मशीनिंग ऑपरेशन है जो एक कोण पर किया जाता है, न कि भाग के घूर्णी अक्ष के समानांतर। इसमें शंक्वाकार आकार बनाने के लिए वर्कपीस की लंबाई के साथ कट की गहराई को धीरे-धीरे कम करना शामिल है।
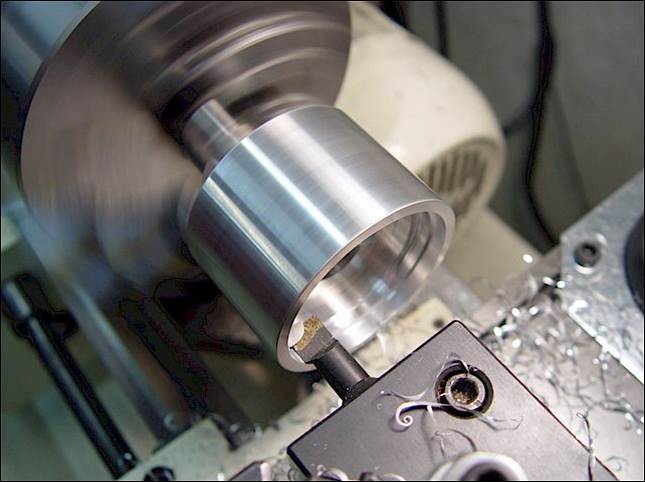
3.सामना करना
फेसिंग एक प्रक्रिया है जिसका उपयोग वर्कपीस के अंत में एक सपाट सतह बनाने के लिए किया जाता है। लक्ष्य सतह को वर्कपीस के घूर्णन अक्ष के लंबवत बनाना है। फेसिंग ऑपरेशन के दौरान, फेसिंग टूल भाग के घूर्णी अक्ष पर लंबवत रूप से फ़ीड करता है। इस प्रक्रिया को रफिंग कट या अंतिम पास कट के रूप में निष्पादित किया जा सकता है।
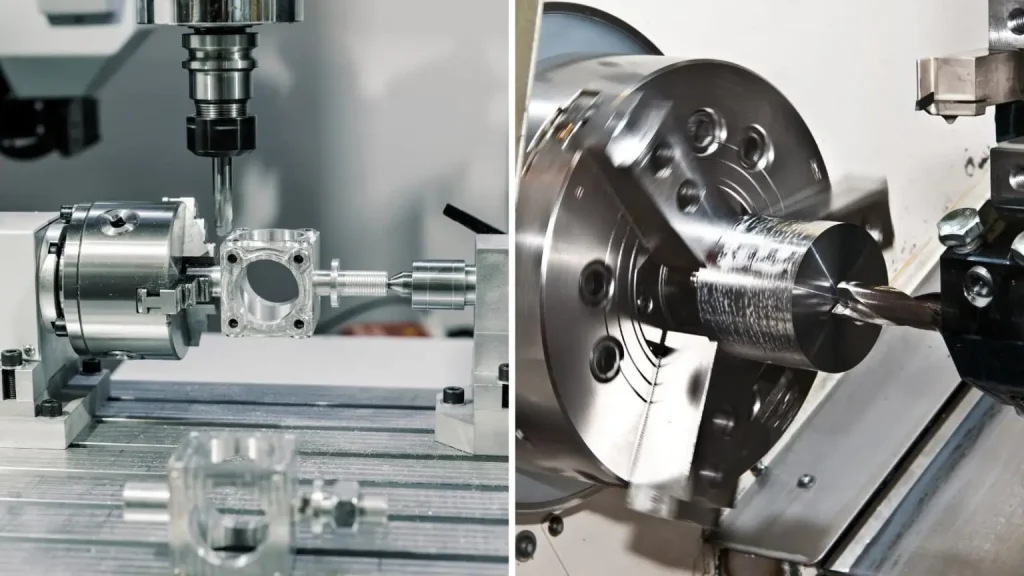
4.ड्रिलिंग
ड्रिलिंग से तात्पर्य ड्रिल बिट नामक घूमने वाले काटने वाले उपकरण का उपयोग करके वर्कपीस के केंद्र में एक छेद बनाने से है। हालांकि यह एक पारंपरिक टर्निंग ऑपरेशन नहीं है, इसे आम तौर पर लाइव टूलींग क्षमताओं के साथ सीएनसी टर्निंग केंद्रों में शामिल किया जाता है। अधिक उन्नत मोड़ केंद्रों में, छेद लगभग किसी भी अभिविन्यास में ड्रिल किए जा सकते हैं और केंद्रीय अक्ष तक सीमित नहीं होते हैं।
5.उबाऊ
बोरिंग का उपयोग किसी मौजूदा छेद को बड़ा करने या उसकी बेलनाकार सटीकता में सुधार करने के लिए किया जाता है। इसका उपयोग आमतौर पर उन अनुप्रयोगों में किया जाता है जहां केवल ड्रिलिंग आवश्यक स्तर की सटीकता या सतह फिनिश प्रदान नहीं कर सकती है।
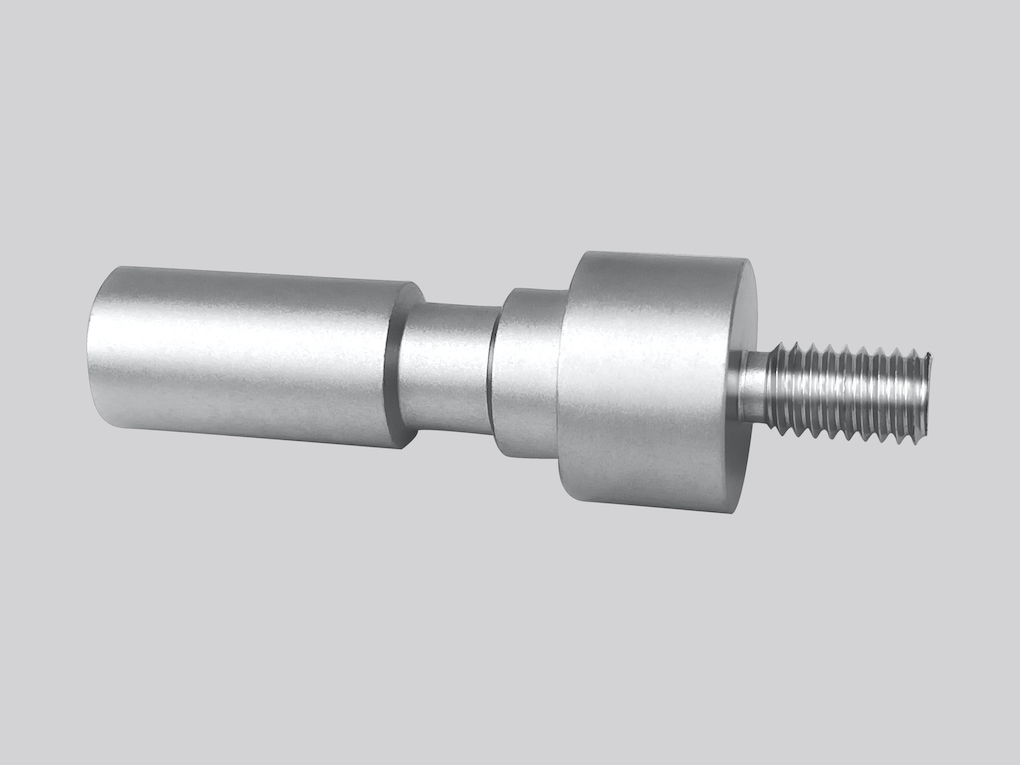
6.थ्रेडिंग
थ्रेडिंग धागे बनाने के लिए वर्कपीस की आंतरिक या बाहरी सतह पर पेचदार खांचे काटने की प्रक्रिया है, जिसका उपयोग घटकों को एक साथ बांधने के लिए किया जाता है। यह या तो आंतरिक रूप से (एक छेद के अंदर, जैसे कि स्क्रू थ्रेड के लिए) या बाहरी रूप से (बाहरी सतह पर, जैसे बोल्ट थ्रेड के लिए) किया जा सकता है। इस प्रक्रिया में आंतरिक धागों के लिए नल और बाहरी धागों के लिए डाई जैसे विशेष काटने वाले उपकरण का उपयोग किया जाता है।
7.घुंघरालेपन
किसी वर्कपीस की सतह पर बनावट वाला पैटर्न बनाने के लिए नूरलिंग का उपयोग किया जाता है। यह पैटर्न, आम तौर पर सीधी, कोणीय, या पार की गई रेखाओं की एक श्रृंखला से युक्त होता है, जिसे एक विशेष नूरलिंग टूल का उपयोग करके सामग्री में दबाया या रोल किया जाता है। नर्लिंग का प्राथमिक उद्देश्य टूल हैंडल, नॉब्स या फास्टनरों जैसे भागों पर बेहतर पकड़ प्रदान करना है।
8.ग्रूविंग
ग्रूविंग में वर्कपीस पर विशिष्ट चौड़ाई और गहराई के एक या अधिक खांचे बनाना शामिल है। इस ऑपरेशन का उपयोग आमतौर पर सील रिंग खांचे, कीवे, तेल खांचे आदि बनाने के लिए किया जाता है। इसे वर्कपीस के आंतरिक या बाहरी व्यास के साथ-साथ अंतिम चेहरे पर भी किया जा सकता है।
9.बिदाई (कटऑफ़)
यह मूल सामग्री से किसी वर्कपीस को काटने या सामग्री के लंबे टुकड़े को छोटे टुकड़ों में विभाजित करने की प्रक्रिया है। यह ऑपरेशन आम तौर पर वर्कपीस के चारों ओर रेडियल रूप से किया जाता है जब तक कि सामग्री पूरी तरह से अलग न हो जाए।
क्या सीएनसी आपके हिस्से के लिए सही विकल्प बन रहा है?
अब तक, हम सीएनसी टर्निंग के कुछ प्रमुख लाभों को समझ चुके हैं। इनमें इसकी सटीकता, सिस्टम की स्वचालित प्रकृति के कारण इसका लचीलापन, विभिन्न प्रकार के संचालन करने की क्षमता के कारण इसका लचीलापन और इसके तेज़ परिणाम शामिल हैं। इसके अलावा, धातु, प्लास्टिक, लकड़ी, कांच और मोम जैसी सामग्रियों के व्यापक स्पेक्ट्रम के साथ इसकी अनुकूलता, सीएनसी टर्निंग को कई उद्योगों में व्यापक रूप से लागू करने की अनुमति देती है, जिसमें ऑटोमोटिव, इलेक्ट्रिकल और औद्योगिक क्षेत्र शामिल हैं, लेकिन इन्हीं तक सीमित नहीं हैं।
लेकिन क्या इसका मतलब यह है कि सीएनसी टर्निंग सभी भागों के लिए उपयुक्त है? हरगिज नहीं। ऐसे कई महत्वपूर्ण कारक हैं जिन पर यह निर्धारित करने के लिए विचार किया जाना चाहिए कि सीएनसी टर्निंग आपके प्रोजेक्ट के लिए एक प्रभावी विकल्प है या नहीं।
भाग ज्यामिति
सीएनसी टर्निंग घूर्णी समरूपता वाले भागों, जैसे सिलेंडर, शंकु या डिस्क के लिए सबसे कुशल है। जटिल या गैर-घूर्णी विशेषताओं वाले भागों के लिए, सीएनसी मिलिंग, 3डी प्रिंटिंग, या इंजेक्शन मोल्डिंग जैसी वैकल्पिक निर्माण विधियां अधिक उपयुक्त हो सकती हैं।
भौतिक गुण
सीएनसी टर्निंग सामग्री की एक विस्तृत श्रृंखला के लिए अनुकूलनीय है, लेकिन प्रत्येक सामग्री में ऐसे गुण होते हैं जो महत्वपूर्ण रूप से प्रभावित करते हैं कि यह टर्निंग प्रक्रिया पर कैसे प्रतिक्रिया करता है। मशीनेबिलिटी, टूल घिसाव, प्राप्त करने योग्य फिनिश और मशीनिंग तनाव के तहत व्यवहार जैसे कारक महत्वपूर्ण विचार हैं।
उदाहरण के लिए, एल्यूमीनियम को लें, जो अपनी ताकत, वजन और मशीनिंग में आसानी के आदर्श संतुलन के कारण सीएनसी टर्निंग के लिए पसंदीदा है। इसके विपरीत, स्टेनलेस स्टील और टाइटेनियम जैसी कठोर सामग्री बेहतर स्थायित्व प्रदान करती है, लेकिन काम को सख्त होने से बचाने और उच्च गुणवत्ता वाले फिनिश को सुरक्षित करने के लिए विशेष काटने वाले उपकरण और मशीनिंग मापदंडों की आवश्यकता होती है। इसके अतिरिक्त, जबकि धातुओं को उच्च चमक के लिए मशीनीकृत किया जा सकता है, प्लास्टिक को पिघलने या विरूपण को रोकने के लिए विशेष रूप से संभालने की आवश्यकता हो सकती है।
इसलिए, यह निर्धारित करने के लिए आपके उत्पाद के भौतिक गुणों का गहन मूल्यांकन आवश्यक है कि क्या सीएनसी टर्निंग आपकी आवश्यकताओं के लिए सबसे कुशल और लागत प्रभावी विनिर्माण विधि है।
सहनशीलता और आकार की आवश्यकताएँ
सीएनसी टर्निंग ±0.02 मिमी (±0.0008 इंच) तक उच्च परिशुद्धता और सख्त सहनशीलता प्राप्त कर सकता है। हालाँकि, मशीन के डिज़ाइन और इसकी वर्कपीस हैंडलिंग क्षमता की भौतिक बाधाओं के कारण, सीएनसी टर्निंग मशीनों की आकार सीमाएँ होती हैं। इसलिए, सख्त सहनशीलता की आवश्यकता वाले या बहुत बड़े हिस्सों के लिए, वैकल्पिक मशीनिंग प्रक्रियाएं आवश्यक हो सकती हैं।
उत्पादन मात्रा
छोटे से मध्यम उत्पादन संस्करणों के लिए, सीएनसी टर्निंग अक्सर एक किफायती और कुशल विकल्प होता है, क्योंकि यह उच्च परिशुद्धता, त्वरित पुनरावृत्ति क्षमता और महंगे सांचों की आवश्यकता के बिना जटिल आकृतियों को मशीन बनाने की क्षमता प्रदान करता है। जब बड़े पैमाने पर उत्पादन की बात आती है, हालांकि सीएनसी टर्निंग लागू है, इंजेक्शन मोल्डिंग या डाई कास्टिंग जैसी अन्य विनिर्माण विधियां प्रति-यूनिट लागत (सीएनसी के दौरान मोल्ड लागत और सामग्री बर्बादी के परिशोधन सहित) के विचारों के कारण अधिक किफायती हो सकती हैं। टर्निंग प्रक्रिया) और उत्पादन दक्षता।
सीएनसी टर्निंग मशीन के प्रकार
प्रेषक: केंट सीएनसी
जैसा कि पहले उल्लेख किया गया है, लेथ और टर्निंग सेंटर टर्निंग ऑपरेशन के लिए उपयोग की जाने वाली विशिष्ट मशीनें हैं। व्यवहार में, इन मशीनों को विशिष्ट विनिर्माण आवश्यकताओं और अनुप्रयोगों के आधार पर आगे वर्गीकृत किया जाता है। यहां सीएनसी टर्निंग मशीनों के प्राथमिक प्रकारों का अवलोकन दिया गया है।
क्षैतिज सीएनसी खराद
क्षैतिज सीएनसी खराद सीएनसी टर्निंग मशीनों का विशिष्ट और सबसे व्यापक रूप से उपयोग किया जाने वाला प्रकार है। इन मशीनों में, वर्कपीस क्षैतिज रूप से लगा होता है और क्षैतिज अक्ष के चारों ओर घूमता है। वे बाहरी और आंतरिक कटिंग, थ्रेडिंग और बोरिंग ऑपरेशन करने में सक्षम हैं।
लंबवत सीएनसी खराद
क्षैतिज खराद के समान, प्राथमिक अंतर यह है कि वर्कपीस को कैसे रखा जाता है। वर्टिकल सीएनसी लेथ वर्कपीस को वर्टिकल ओरिएंटेशन में सुरक्षित करते हैं, जो विशेष रूप से भारी और बड़े वर्कपीस की मशीनिंग के लिए उपयोगी है, जिन्हें क्षैतिज लेथ पर स्थापित करना या स्थिरता बनाए रखना चुनौतीपूर्ण हो सकता है। यह कॉन्फ़िगरेशन उन वातावरणों में भी फायदेमंद हो सकता है जहां स्थान सीमित है।
क्षैतिज मोड़ केंद्र
क्षैतिज मोड़ केंद्र क्षैतिज खराद के उन्नत संस्करण हैं, जिनमें ड्रिलिंग और मिलिंग जैसे अतिरिक्त कार्य शामिल हैं। यह मल्टी-टास्किंग क्षमता अतिरिक्त मशीनिंग चरणों के लिए हिस्से को विभिन्न मशीनों में स्थानांतरित करने की आवश्यकता के बिना एक हिस्से की पूरी मशीनिंग की अनुमति देती है। इसके अलावा, क्षैतिज अभिविन्यास गुरुत्वाकर्षण को स्वाभाविक रूप से चिप्स को काटने वाले क्षेत्र से दूर खींचने की अनुमति देकर चिप हटाने में सहायता करता है, जिससे मशीनिंग प्रक्रिया की स्थिरता और सफाई दोनों में वृद्धि होती है।
वर्टिकल टर्निंग सेंटर
वर्टिकल टर्निंग सेंटर सीएनसी मिलिंग मशीनों के साथ वर्टिकल सीएनसी लेथ की विशेषताओं को जोड़ते हैं, जो टर्निंग, मिलिंग और ड्रिलिंग ऑपरेशन करने की बहुमुखी प्रतिभा प्रदान करते हैं। एक ऐसे डिज़ाइन के साथ जहां घूमने वाली चक को जमीन के करीब स्थित किया जाता है, सामग्री के गुरुत्वाकर्षण के केंद्र को घूर्णी अक्ष के साथ संरेखित किया जाता है, जो कैंटिलीवर प्रभाव से बचने में मदद करता है। इसलिए, ऊर्ध्वाधर मोड़ केंद्रों का उपयोग आदर्श रूप से बड़े-व्यास वाले लेकिन छोटे, भारी वर्कपीस को मशीन करने के लिए किया जाता है।
इसके अतिरिक्त, प्रौद्योगिकी में प्रगति के साथ, विनिर्माण आवश्यकताओं और अनुप्रयोगों की व्यापक श्रृंखला को पूरा करने के लिए डिज़ाइन की गई सीएनसी मशीनों के अन्य विशिष्ट प्रकार और वेरिएंट भी हैं। एक उल्लेखनीय उदाहरण स्विस-प्रकार सीएनसी खराद है, जो विशेष रूप से छोटे, जटिल भागों की सटीक मशीनिंग के लिए उपयुक्त है।
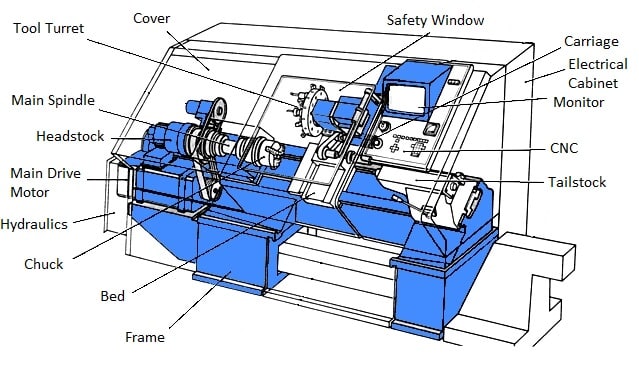
सीएनसी टर्निंग मशीन के घटक
जबकि कई अलग-अलग प्रकार के लेथ हैं, वे सभी कुछ सामान्य प्रमुख घटकों को साझा करते हैं। सीएनसी टर्निंग मशीन को प्रभावी ढंग से संचालित करने और रखरखाव करने के लिए इन घटकों को समझना महत्वपूर्ण है। आइए इन आवश्यक तत्वों पर एक संक्षिप्त नज़र डालें।
कंट्रोल पैनल
नियंत्रण कक्ष सीएनसी मशीन का उपयोगकर्ता इंटरफ़ेस है, जहां मशीनिस्ट और तकनीशियन जी-कोड या सीएएम प्रोग्राम इनपुट करते हैं जो मशीन की गतिविधियों और संचालन को निर्देशित करता है।
धुरा
स्पिंडल घूमते समय वर्कपीस को अपनी जगह पर रखता है। मशीनिंग प्रक्रिया के लिए स्पिंडल की शक्ति और गति महत्वपूर्ण हैं, क्योंकि वे उस दर को निर्धारित करते हैं जिस पर सामग्री को हटाया जा सकता है।
अधिकांश बुनियादी सीएनसी खराद एक एकल स्पिंडल से सुसज्जित हैं, जो कि अधिकांश टर्निंग अनुप्रयोगों के लिए पर्याप्त है। हालाँकि, अधिक उन्नत सीएनसी टर्निंग केंद्रों में दोहरे या बहु-स्पिंडल कॉन्फ़िगरेशन की सुविधा हो सकती है, जो अधिक जटिल और कुशल कटिंग संचालन की अनुमति देती है।
हैडस्टॉक
हेडस्टॉक आमतौर पर मशीन के बाईं ओर (ऑपरेटर के दृष्टिकोण से) स्थित होता है और लेथ के स्पिंडल ड्राइव तंत्र के लिए आवास के रूप में कार्य करता है।
मुख्य स्पिंडल हेडस्टॉक से होकर गुजरता है और वर्कपीस या चक जैसे वर्क-होल्डिंग डिवाइस को सुरक्षित करने के लिए उपयोग किया जाता है। ड्राइव तंत्र में मोटर, गियर, बेल्ट या पुली शामिल हैं, जो मोटर से स्पिंडल तक बिजली स्थानांतरित करने के लिए एक साथ काम करते हैं, जिससे यह विभिन्न गति से घूमने में सक्षम होता है।
टेलस्टॉक
हेडस्टॉक के विपरीत छोर पर स्थित टेलस्टॉक को मशीनिंग के दौरान वर्कपीस के लिए समर्थन और स्थिरता प्रदान करने के लिए डिज़ाइन किया गया है। यह अलग-अलग लंबाई के वर्कपीस को समायोजित करने के लिए खराद बिस्तर के साथ चल सकता है और सटीक केंद्र छेद ड्रिलिंग जैसे विभिन्न कार्यों के लिए अपने समायोज्य क्विल में केंद्र या ड्रिल बिट्स जैसे उपकरण रखता है। इसलिए, यह मशीनिंग सटीकता सुनिश्चित करने और लंबे या भारी वर्कपीस पर गुणवत्तापूर्ण फिनिश प्राप्त करने के लिए अत्यधिक उपयुक्त है।
चक
चक एक उपकरण है जो आम तौर पर मुख्य स्पिंडल पर लगा होता है और काटे जाने वाले वर्कपीस को पकड़ लेता है। इसमें अक्सर विभिन्न प्रकार और आकार के वर्कपीस को समायोजित करने के लिए विनिमेय जबड़े होते हैं। जबकि तीन जबड़े सबसे आम हैं, कुछ चक में चार जबड़े होते हैं, जो चौकोर सलाखों को पकड़ने और ऑफ-सेंटर मोड़ को सक्षम करने के लिए उपयोगी हो सकते हैं।
सवारी डिब्बा
कैरिज एक गतिशील घटक है जो मशीन के बिस्तर के साथ स्लाइड करता है, यह काटने के उपकरण को समर्थन देने, स्थिति में रखने और वर्कपीस में फीड करने का काम करता है। गाड़ी में कई हिस्से शामिल हैं, जिनमें सैडल, क्रॉस स्लाइड, कंपाउंड रेस्ट और टूल पोस्ट शामिल हैं।
बुर्ज
गाड़ी पर लगा बुर्ज विभिन्न काटने के उपकरण रखता है। यह किसी भी उपकरण को तुरंत काटने की स्थिति में लाने के लिए घूम सकता है, जिससे मैन्युअल परिवर्तन की आवश्यकता समाप्त हो जाती है। बुर्ज विभिन्न प्रकार के हो सकते हैं, जिनमें स्थैतिक (जहां उपकरण काटने के दौरान घूमते नहीं हैं) और लाइव (जहां उपकरण घूम सकते हैं, ड्रिलिंग या मिलिंग जैसे संचालन को सक्षम कर सकते हैं)। बढ़ी हुई दक्षता के लिए सीएनसी टर्निंग केंद्रों में एक एकल बुर्ज या कई बुर्ज हो सकते हैं। और मशीनिंग में जटिलता।
बिस्तर
बिस्तर, जो आमतौर पर कच्चा लोहा सामग्री से बना होता है, टर्निंग लेथ का आधार होता है जो हेडस्टॉक, चक, टेलस्टॉक्स आदि सहित अन्य सभी घटकों का समर्थन करता है। इसे मशीनिंग के दौरान स्थिरता और कठोरता सुनिश्चित करने के लिए डिज़ाइन किया गया है।
अपने कस्टम सीएनसी टर्न्ड पार्ट्स के लिए चिग्गो के साथ काम करें
अब जबकि आपने सीएनसी टर्निंग के बारे में विस्तृत जानकारी प्राप्त कर ली है, यदि आप अपने प्रोजेक्ट के लिए सही भागीदार की तलाश कर रहे हैं, तो चिग्गो के अलावा कहीं और न देखें। लगभग दो दशकों के मशीनिंग अनुभव के साथ ISO 9001:2015 प्रमाणित सुविधा के रूप में, हम यह सुनिश्चित करते हैं कि आपके उत्पाद प्रतिस्पर्धी कीमतों पर उच्चतम गुणवत्ता मानकों को पूरा करते हैं।
हम आपकी विशिष्ट आवश्यकताओं के अनुरूप ऑन-डिमांड विनिर्माण समाधान प्रदान करते हैं, जिसमें डिज़ाइन से लेकर डिलीवरी तक 24/7 विशेषज्ञ सहायता उपलब्ध है। निःशुल्क डीएफएम विश्लेषण प्राप्त करने के लिए आज ही अपनी सीएडी फ़ाइल अपलोड करें और अपने प्रोजेक्ट को साकार करने की दिशा में पहला कदम उठाएं!