अल्टीमेट तन्यता ताकत (यूटीएस) अधिकतम तनाव का एक उपाय है जो एक सामग्री टूटने से पहले सामना कर सकती है। यूटीएस आमतौर पर एक तन्यता परीक्षण करने और इंजीनियरिंग तनाव बनाम तनाव वक्र को रिकॉर्ड करके पाया जाता है। के रूप मेंगहन संपत्ति, तनाव के तहत सामग्रियों के प्रदर्शन की तुलना करने के लिए यूटीएस आवश्यक है। यह इंजीनियरों को संरचनाओं और घटकों के लिए उपयुक्त सामग्री का चयन करने में मदद करता है जो विफलता के बिना तन्य भार का विरोध करना चाहिए।
यह लेख यह पता लगाएगा कि परम तन्य शक्ति क्या है, इसका परीक्षण कैसे किया जाता है और गणना की जाती है, साथ ही साथ इसके अनुप्रयोगों को भी।
परम तन्य शक्ति क्या है?
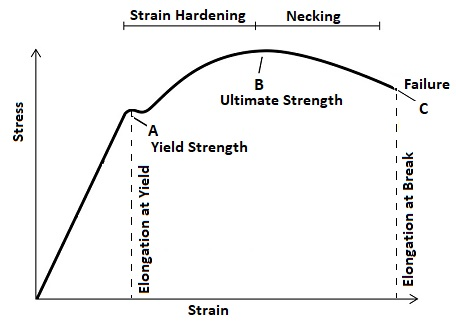
अल्टीमेट तन्यता ताकत (यूटीएस), जिसे तन्यता शक्ति या अंतिम शक्ति के रूप में भी जाना जाता है, तन्यता (खींचने या खींचने) की अधिकतम मात्रा है जो एक सामग्री टूटने से पहले झेल सकती है। एक तन्यता परीक्षण के दौरान, एक सामग्री शुरू में लोचदार विरूपण से गुजरती है; एक बार जब यह अपने उपज बिंदु से अधिक हो जाता है, तो यह अधिकतम तनाव तक पहुंचने तक प्लास्टिक रूप से विचलित होता रहता है। यूटीएस इंजीनियरिंग तनाव -तनाव वक्र पर शिखर तनाव का प्रतिनिधित्व करता है, जिससे सामग्री के सबसे बड़े प्रतिरोध को अलग -अलग खींचने के लिए दर्शाया गया है।
जैसा कि आरेख में दिखाया गया है, प्वाइंट बी अंतिम तन्यता ताकत है। इस बिंदु के बाद, नमनीय सामग्रियों में, नमूना गर्दन से गुजरता है, जिससे तनाव में कमी के कारण यह फ्रैक्चर तक बनाए रख सकता है, जबकि भंगुर सामग्री महत्वपूर्ण गर्दन के बिना यूटी तक पहुंचने के तुरंत बाद फ्रैक्चर कर सकती है।
यूटीएस लोड-असर अनुप्रयोगों के लिए सामग्री चयन के लिए एक प्रमुख मीट्रिक है और इंजीनियरों को यह सुनिश्चित करने में मदद करता है कि घटकों को अधिकतम अपेक्षित भार के तहत विनाशकारी रूप से विफल नहीं किया जाएगा। हालांकि, चूंकि यूटीएस अकेले नहीं होता है कि एक सामग्री कितनी स्थायी विरूपण को बर्दाश्त कर सकती है, इसका मूल्यांकन अन्य यांत्रिक गुणों जैसे कि उपज की ताकत, फ्रैक्चर क्रूरता, और बढ़ाव के साथ किया जाना चाहिए ताकि यथार्थवादी सेवा स्थितियों के तहत किसी सामग्री के व्यवहार को पूरी तरह से समझा जा सके।
तन्यता ताकत का परीक्षण कैसे किया जाता है?
तन्य शक्ति को एक तनाव के रूप में परिभाषित किया गया है, जिसे प्रति यूनिट क्षेत्र बल के रूप में मापा जाता है। आप एक तन्यता परीक्षण मशीन का उपयोग करके एक सामग्री की तन्यता ताकत का मूल्यांकन कर सकते हैं, जिसे आमतौर पर एक सार्वभौमिक परीक्षण मशीन (UTM) के रूप में जाना जाता है। इसमें दो ग्रिप्स हैं जो दोनों छोरों पर नमूना रखते हैं।
परीक्षण के दौरान, यह मशीन सामग्री के फ्रैक्चर तक लगातार बढ़ती तन्यता लोड लागू करती है। प्रक्रिया के दौरान, यह लगातार लागू बल और नमूना के संबंधित बढ़ाव को रिकॉर्ड करता है। परीक्षण डेटा एक तनाव-तनाव वक्र का उत्पादन करता है, जिसमें से अधिकतम तनाव मूल्य-अंतिम तन्यता ताकत (यूटीएस) की पहचान की जाती है।
इस तन्यता परीक्षण के परिणाम तन्यता ताकत की गणना करने के लिए आवश्यक प्रमुख डेटा प्रदान करते हैं। यह गणना यूटीएस को ठीक से निर्धारित करने के लिए अधिकतम रिकॉर्ड किए गए बल और नमूना के मूल क्रॉस-अनुभागीय क्षेत्र का उपयोग करती है।
तन्यता ताकत की गणना कैसे की जाती है?
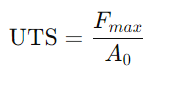
तन्यता ताकत की गणना अधिकतम तन्यता बल को विभाजित करके की जाती है एक सामग्री अपने मूल क्रॉस-अनुभागीय क्षेत्र द्वारा तोड़ने से पहले सहन कर सकती है। अंतिम तन्यता ताकत की गणना करने का सूत्र है:
शक्ति (या तनाव) = बल / क्षेत्र
गणितीय रूप से, यह इस प्रकार से व्यक्त किया जा सकता है:
जहां FMAX एक तन्यता परीक्षण के दौरान दर्ज अधिकतम लोड है, और A0 नमूना का प्रारंभिक क्रॉस-अनुभागीय क्षेत्र है। यह गणना तनाव की इकाइयों में अंतिम तन्यता ताकत देती है, आमतौर पर पास्कल्स (पीए), मेगापास्कल्स (एमपीए) या पाउंड प्रति वर्ग इंच (पीएसआई)। नमूना के मूल क्षेत्र से पीक लोड से संबंधित, इंजीनियर अपने आकार या आकार की परवाह किए बिना, विभिन्न सामग्रियों की लगातार तुलना कर सकते हैं।
किसी सामग्री की अंतिम तन्यता ताकत को कौन से कारक प्रभावित कर सकते हैं?
यद्यपि यूटीएस तन्यता तनाव के लिए एक सामग्री के प्रतिरोध की एक मौलिक संपत्ति का वर्णन करता है, यह एक निश्चित या अपरिवर्तनीय मूल्य नहीं है। विभिन्न सामग्री और प्रसंस्करण कारकों के कारण यूटीएस व्यापक रूप से भिन्न हो सकता है। निम्नलिखित प्रमुख पहलू किसी सामग्री के यूटी को प्रभावित कर सकते हैं:
रासायनिक रचना
एक सामग्री में मिश्र धातु तत्व या एडिटिव्स सीधे इसके परमाणु संबंध, चरण संरचना और समग्र शक्ति को प्रभावित करते हैं। उदाहरण के लिए, लोहे में कार्बन को जोड़ने से पर्लिट या मार्टेंसाइट (Fe₃c अवक्षेप के साथ) का उत्पादन होता है, जो अव्यवस्था गति में बाधा डालता है और शुद्ध लोहे के ऊपर अच्छी तरह से uts बढ़ाता है। ऑस्टेनिटिक स्टेनलेस स्टील में निकेल एफसीसी चरण को स्थिर करता है, जो अच्छी तरह से काम करता है और तन्य शक्ति को बढ़ाता है।
अनाज का आकार
महीन अनाज आमतौर पर उच्च यूटीएस की ओर ले जाते हैं। गर्मी उपचार जो अनाज संरचना को परिष्कृत (सिकोड़ते हैं) अधिक अनाज की सीमाओं का उत्पादन करते हैं, जो अव्यवस्था गति को अवरुद्ध करते हैं और धातु को विचलित करने के लिए कठिन बनाते हैं। इसे हॉल -पेच प्रभाव के रूप में जाना जाता है। इसके विपरीत, मोटे अनाज (धीमी गति से ठंडा या ओवरहीटिंग से) कम ताकत देते हैं।
उष्मा उपचार
हीट ट्रीटमेंट एक सामग्री के माइक्रोस्ट्रक्चर को बदल देता है और इसलिए इसके यूटीएस को बहुत बदल सकता है। स्टील्स के लिए, शमन करना हार्टनाइट में ऑस्टेनाइट को ठंडा करता है, तेजी से बढ़ता यूटीएस, जबकि बाद में तड़के आंतरिक तनावों से राहत देते हैं और अधिक संतुलित यांत्रिक प्रदर्शन का उत्पादन करते हुए, लचीलापन को पुनर्स्थापित करते हैं। इसके विपरीत, एनीलिंग धीरे -धीरे ऑस्टेनाइट को मोटे पर्लिट और फेराइट में बदल देती है, स्टील को नरम करती है, लचीलापन और मशीनीकरण को बढ़ाती है, और आमतौर पर यूटी को कम करती है।
इस बीच, एल्यूमीनियम मिश्र धातुओं, उम्र बढ़ने (वर्षा सख्त) के बाद समाधान उपचार पर भरोसा करते हैं, जिसमें ठीक है, जो यूटी को बेहतर बनाने के लिए अव्यवस्था गति को बाधित करता है।
दोष और अव्यवस्था
सामग्री के अंदर की खामियां यूटीएस को प्रभावित करती हैं। अव्यवस्थाओं या छोटे अवक्षेप कणों का एक उच्च घनत्व विरूपण को बाधित कर सकता है और यूटीएस को बढ़ा सकता है (यह है कि कैसे काम-कठोरता और कुछ मिश्र धातु काम करते हैं)। हालांकि, voids, दरारें, या समावेश जैसे बड़े दोष तनाव सांद्रता के रूप में कार्य करते हैं जो यूटी को कम करते हैं। सामान्य तौर पर, एक साफ, दोष मुक्त क्रिस्टल जाली (नियंत्रित मजबूत दोषों से अलग) उच्च यूटीएस में परिणाम होता है।
तापमान
ऑपरेटिंग तापमान का एक मजबूत प्रभाव पड़ता है। अधिकांश सामग्री ऊंचे तापमान पर कमजोर हो जाती है (परमाणु अधिक स्वतंत्र रूप से चलते हैं और बॉन्ड कमजोर हो जाते हैं), इसलिए यूटी गर्मी के साथ कम हो जाते हैं। उदाहरण के लिए, उच्च-शुद्धता निकल कमरे के तापमान पर ~ 550 एमपीए से 500 डिग्री सेल्सियस पर ~ 350 एमपीए तक गिरता है। इसके विपरीत, एक धातु को ठंडा करना (सबज़ेरो या क्रायोजेनिक टेम्पों के नीचे) आमतौर पर यूटीएस को बढ़ाता है (हालांकि यह अधिक भंगुर हो सकता है)।
विभिन्न सामग्रियों की अंतिम तन्यता ताकत के उदाहरण
नीचे कई सामान्य इंजीनियरिंग सामग्री के लिए विशिष्ट यूटीएस रेंज हैं:
सामग्री (मिश्र धातु/शर्त)
यूटीएस (एमपीए)
हल्के कार्बन स्टील
400-550
उच्च कार्बन स्टील (1090)
696–950
स्टेनलेस स्टील (304/18-8)
510–620
एल्यूमीनियम (6061-टी 6)
290-310
एल्यूमीनियम (7075-T6)
510–538
टाइटेनियम (TI-6AL-4V)
900–950
तांबा (शुद्ध, 99.9%)
200-250
पीतल (C260)
345-485
अंतिम तन्यता ताकत (यूटीएस) के अनुप्रयोग
संरचनात्मक, यांत्रिक और सुरक्षा-महत्वपूर्ण अनुप्रयोगों के लिए सामग्री की उपयुक्तता का आकलन करते समय यूटीएस एक प्रमुख संकेतक है। यहां कुछ विशिष्ट अनुप्रयोग क्षेत्र हैं जहां यूटीएस एक महत्वपूर्ण भूमिका निभाता है:
संरचनागत वास्तुविद्या
पुलों, इमारतों और अन्य नागरिक बुनियादी ढांचे में, यूटीएस इंजीनियरों को स्टील बीम, रिबार और अन्य संरचनात्मक तत्वों की लोड-ले जाने की क्षमता निर्धारित करने में मदद करता है। इंजीनियर यह पुष्टि करने के लिए यूटीएस डेटा का उपयोग करते हैं कि सामग्री पर्याप्त सुरक्षा मार्जिन के साथ अधिकतम सेवा भार का सामना कर सकती है।
एयरोस्पेस
विमान के धड़, पंखों और फास्टनरों को हल्के रहते हुए तन्यता भार का विरोध करने के लिए उच्च यूटीएस के साथ सामग्री की आवश्यकता होती है। एयरोस्पेस सामग्री जैसे कि उच्च शक्ति वाले एल्यूमीनियम मिश्र धातुओं, टाइटेनियम मिश्र, और कार्बन-फाइबर कंपोजिट सभी यूटीएस रेटिंग के आधार पर चुने गए हैं।
ऑटोमोटिव
चेसिस फ्रेम और निलंबन घटकों सहित मोटर वाहन भागों, गतिशील भार के तहत क्रैशवर्थनेस और स्थायित्व सुनिश्चित करने के लिए यूटीएस पर भरोसा करते हैं। इन अनुप्रयोगों के लिए उच्च शक्ति वाले स्टील्स और हल्के मिश्र आमतौर पर चुने जाते हैं।
दबाव वाहिकाओं और पाइपलाइनों
पर्याप्त यूटी के साथ सामग्री दबाव वाहिकाओं और पाइपलाइनों के लिए महत्वपूर्ण है, जो उच्च आंतरिक दबाव में गैसों या तरल पदार्थों को ले जाती हैं, जिससे टूटना या रिसाव को रोकने में मदद मिलती है। ASME बॉयलर और प्रेशर पोत कोड जैसे मानक एक प्रमुख डिजाइन पैरामीटर के रूप में UTS का उपयोग करते हैं।
उपभोक्ता उत्पाद और फास्टनर्स
यहां तक कि रोजमर्रा के उत्पादों में, यूटीएस ने इंजीनियरों को शिकंजा, बोल्ट, स्प्रिंग्स और प्लास्टिक आवास के लिए सामग्री निर्दिष्ट करने में मदद की, यह सुनिश्चित करने के लिए कि वे बार -बार उपयोग या आकस्मिक अधिभार के दौरान विफल नहीं होंगे।
3 डी मुद्रित भागों के यूटीएस को प्रभावित करने वाले प्रमुख कारक
3 डी-प्रिंटेड भागों के यूटी पारंपरिक रूप से ढाला या जाली घटकों की तुलना में बहुत अधिक परिवर्तनशील होते हैं क्योंकि यांत्रिक गुण एक परत-दर-परत के निर्माण में स्वाभाविक रूप से अनिसोट्रोपिक होते हैं। विशेष रूप से, इंटरलेयर आसंजन इंट्रलेयर ताकत की तुलना में कमजोर है, और यह आसंजन कई कारकों पर निर्भर करता है: एक्सट्रूज़न तापमान, प्रिंट गति, सामग्री रियोलॉजी या इलाज व्यवहार, और अभिविन्यास का निर्माण। निम्नलिखित खंडों की जांच करें कि प्रत्येक पैरामीटर तन्य प्रदर्शन और रूपरेखा सर्वोत्तम प्रथाओं को कैसे प्रभावित करता है।
बहिष्कार तापमान
निर्धारित करता है कि नव जमा फिलामेंट नीचे की परत के साथ कितनी अच्छी तरह से फ़्यूज़ करता है। यदि तापमान बहुत कम है, तो फिलामेंट पर्याप्त रूप से पिघल नहीं जाता है, जिसके परिणामस्वरूप इंटरलेयर इंटरफ़ेस में खराब प्रवाह और छोटे अंतराल होते हैं। यदि यह बहुत अधिक है, तो बहुलक नीचा हो सकता है या अत्यधिक तरल हो सकता है, जिससे सैगिंग, स्ट्रिंगिंग, या विकृत सुविधाएँ हो सकती हैं।
सर्वश्रेष्ठ प्रणालियां:फिलामेंट की अनुशंसित प्रसंस्करण सीमा के ऊपरी छोर के भीतर नोजल तापमान सेट करें, आमतौर पर इसके नाममात्र पिघलने बिंदु के ऊपर 5 ° C के बारे में, फिर इष्टतम बंधन तापमान की पहचान करने के लिए छोटे-चरण परीक्षण (+5 ° C वेतन वृद्धि) करें।
मुद्रण गति
पिछली परत पर गर्म सामग्री के निवास समय को नियंत्रित करता है। तेज गति से "ठंड" बयान हो सकता है जो पूरी तरह से पिघल नहीं जाता है; बहुत धीमी गति से बहुत अधिक गतिविधियाँ हो सकती हैं।
सर्वश्रेष्ठ प्रणालियां:संतुलन गति और प्रवाह - एक मध्यम यात्रा दर का उपयोग करें जो प्रत्येक मनका को अपने बहुलक के ग्लास संक्रमण (या दहलीज को ठीक करने) से ऊपर रहने की अनुमति देता है, जो कि फ्यूज या स्ट्रिंग के बिना फ्यूज के लिए पर्याप्त है।
सामग्री रियोलॉजी या इलाज व्यवहार
पीएलए, एबीएस, और पीईटीजी जैसे थर्माप्लास्टिक में, चिपचिपाहट को पिघला देता है कि फिलामेंट कितनी अच्छी तरह से बहता है और पिछली परत को मिटा देता है-लोवर-चिपचिपापन पिघलता है जो मजबूत इंटरलेयर बॉन्डिंग को बढ़ावा देता है, लेकिन ओवरहांग समर्थन और विस्तार से समझौता कर सकता है। फोटोपॉलीमर प्रक्रियाओं में, राल रसायन विज्ञान (मोनोमर प्रकार, आणविक भार) और फोटोइनिटेटर एकाग्रता नियंत्रण की गहराई और क्रॉस-लिंक घनत्व; अपर्याप्त एक्सपोज़र से कमजोर परत आसंजन की ओर जाता है।
सर्वश्रेष्ठ प्रणालियां:इष्टतम पिघल प्रवाह (जैसे, कड़े पीएलए पर पीईटीजी) या विशेष रूप से मजबूत परत आसंजन के लिए तैयार किए गए रेजिन के साथ फिलामेंट चुनें; लगातार रियोलॉजी बनाए रखने के लिए हाइग्रोस्कोपिक सामग्री को सूखा रखें।
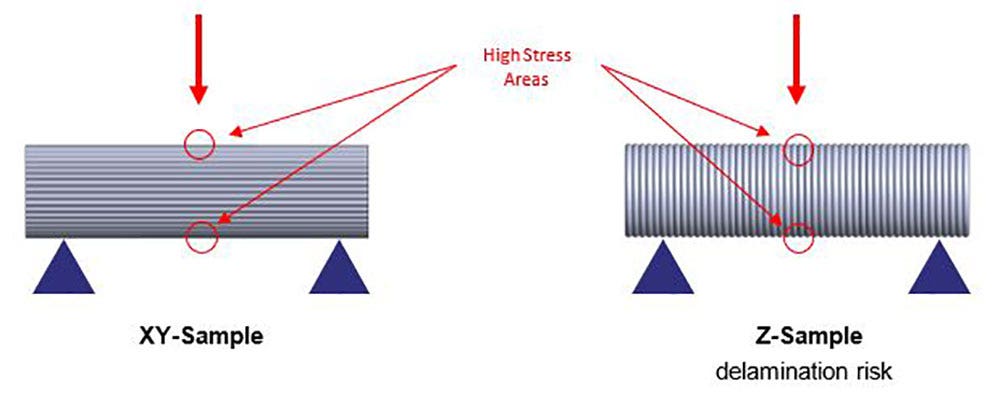
निर्माण अभिविन्यास
इंटरलेयर आसंजन इंट्रलेयर बॉन्ड की तुलना में कमजोर है, इसलिए यूटीएस एक्स/वाई विमानों में उच्चतम है, लेकिन जेड अक्ष के साथ महत्वपूर्ण रूप से गिरता है।
सर्वश्रेष्ठ प्रणालियां:प्रिंट परतों के समानांतर प्राथमिक लोड दिशा को संरेखित करें और जब भी संभव हो, परत इंटरफेस में प्रमुख तन्यता भार लागू करने से बचें।
ध्यान रखें:
आप मुद्रण से पहले तनाव वितरण और यूटीएस की भविष्यवाणी करने के लिए एफईए का उपयोग कर सकते हैं, लेकिन सटीकता प्रक्रिया पर निर्भर करती है: यह निकट -अच्छी घनी, आइसोट्रोपिक विधियों (जैसे धातु पीबीएफ) के लिए विश्वसनीय है, लेकिन एनिसोट्रॉपी और माइक्रोस्कोपिक शॉयड्स के कारण एफडीएम/एफएफएफ प्लास्टिक के लिए कम है।
वास्तविक प्रदर्शन प्रिंटर, पर्यावरण और सामग्री बैच के साथ भी भिन्न होता है - 3 डी प्रिंटर में पारंपरिक तरीकों की तुलना में कम पुनरावृत्ति होती है। इसलिए, सिमुलेशन से परे, मजबूत प्रक्रिया निगरानी, सामग्री सत्यापन और पोस्ट-प्रोडक्शन परीक्षण को लागू करें। सुरक्षा- या विश्वसनीयता-महत्वपूर्ण भागों के लिए, यूटी की पुष्टि करने और अप्रत्याशित विफलता को रोकने के लिए भौतिक तन्यता परीक्षण अनिवार्य हैं।
निष्कर्ष
अनगिनत इंजीनियरिंग अनुप्रयोगों में, अल्टीमेट तन्यता ताकत (यूटीएस) सामग्रियों का मूल्यांकन और तुलना करने में एक महत्वपूर्ण पैरामीटर है। परीक्षण और गणना के तरीकों में महारत हासिल करने के लिए इसकी परिभाषा को समझने से, यूटीएस का एक ठोस समझ इंजीनियरों को सुरक्षित, मजबूत और अधिक कुशल उत्पादों को डिजाइन करने में सक्षम बनाता है।
में हमारी विशेषज्ञता के साथसीएनसी मशीनिंगऔर 3 डी प्रिंटिंग, हम उन घटकों को वितरित करते हैं जो लगातार आपके यूटीएस विनिर्देशों को पूरा करते हैं, इसलिए आपको वह ताकत और प्रदर्शन मिलता है जिसकी आपको आवश्यकता होती है।आज हमसे संपर्क करेंतू
उपवास
1। प्लास्टिक विरूपण और लोचदार विरूपण के बीच क्या अंतर है?
लोचदार विरूपण प्रतिवर्ती है; लोड हटाने के बाद सामग्री अपने मूल आकार में लौटती है। प्लास्टिक विरूपण स्थायी है; एक बार जब तनाव उपज की ताकत से अधिक हो जाता है, तो परमाणु बंधन पुनर्व्यवस्थित होते हैं, और सामग्री उतारने के बाद भी विकृत रहती है।
2। उपज शक्ति और यूटीएस के बीच क्या अंतर है?
उपज की ताकत वह तनाव है जिस पर लोचदार से प्लास्टिक के व्यवहार में एक सामग्री संक्रमण है - इस बिंदु पर, स्थायी (प्लास्टिक) विरूपण शुरू होता है। अल्टीमेट तन्यता ताकत (यूटीएस) अधिकतम तनाव है जो सामग्री टूटने से पहले झेल सकती है।
3। तन्यता तनाव तन्य शक्ति से कैसे भिन्न होता है?
एकमात्र अंतर यह है कि तन्यता ताकत अधिकतम तनाव को संदर्भित करती है जो एक सामग्री फ्रैक्चरिंग से पहले झेल सकती है, जबकि तन्यता तनाव किसी भी लोड स्तर पर क्रॉस-अनुभागीय क्षेत्र में लागू बल के अनुपात का वर्णन करता है।
4। इंजीनियरिंग तनाव और सच्चे तनाव में क्या अंतर है?
इंजीनियरिंग तनाव विरूपण के दौरान किसी भी परिवर्तन की परवाह किए बिना, नमूने के मूल क्रॉस-अनुभागीय क्षेत्र द्वारा विभाजित बल है। ट्रू स्ट्रेस की गणना तात्कालिक (वास्तविक) क्रॉस-सेक्शनल क्षेत्र का उपयोग करके नमूना विकृतियों के रूप में की जाती है, जो तनाव का अधिक सटीक उपाय देती है, विशेष रूप से बड़े उपभेदों पर।
5। फ्रैक्चर स्ट्रेंथ और तन्यता ताकत के बीच क्या अंतर है?
तन्यता ताकत (यूटीएस) अधिकतम इंजीनियरिंग तनाव है एक सामग्री अपने तनाव -तनाव वक्र पर पहुंचती है।
नमनीय सामग्री में, यूटीएस के बाद गर्दन लोड-असर क्षेत्र को कम कर देता है (जबकि σ अभी भी मूल क्षेत्र का उपयोग करता है), इसलिए फ्रैक्चर की ताकत यूटीएस से नीचे आती है। भंगुर सामग्री में, नगण्य गर्दन के साथ, फ्रैक्चर की ताकत अनिवार्य रूप से यूटीएस के बराबर है।