मशीनीकृत भाग उद्योगों में प्रचलित हैं। वे सटीक इंजीनियर घटकों की एक श्रेणी का प्रतिनिधित्व करते हैं, जो कि सख्त सहिष्णुता के लिए घटाव प्रक्रियाओं द्वारा बनाया गया है, और जटिल ज्यामितीय, दोहराने योग्य सटीकता और बेहतर सतह खत्म करने के लिए। यह गाइड मशीनीकृत भागों और घटकों की मूल बातें शामिल करता है: वे क्या हैं, वे कैसे उत्पादन करते हैं, उनके फायदे और प्रमुख डिजाइन सिद्धांत। आप उपयोग की गई सामग्रियों और उनके अनुप्रयोगों के बारे में भी जानेंगे।
मशीनीकृत भाग और घटक क्या हैं?
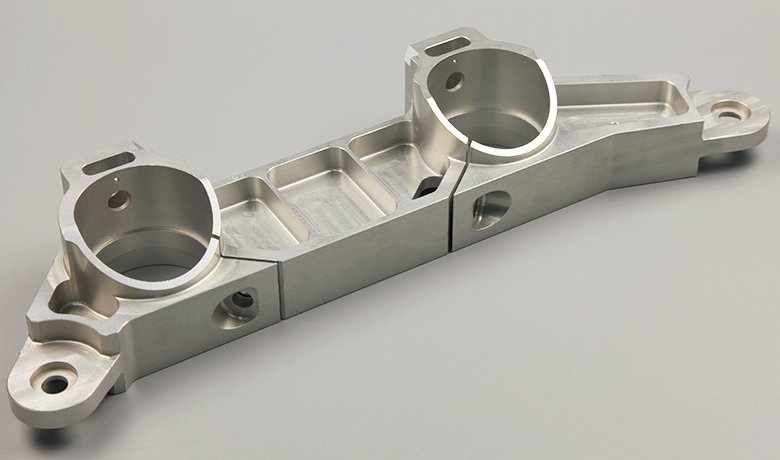
मशीनीकृत भाग और घटक एक ठोस ब्लॉक, या "वर्कपीस" से अतिरिक्त सामग्री को हटाकर सटीक वस्तुएं बनाई जाती हैं। कटिंग मशीनें- जैसे कि लाथेस, मिल्स, ड्रिल, और राउटर- वर्कपीस को वांछित रूप और खत्म करने के लिए आकार देते हैं। इन भागों को धातुओं, प्लास्टिक या अन्य सामग्रियों से बनाया जा सकता है जो काटने के दौरान आयामी स्थिरता बनाए रखते हैं।
मशीनिंग को दो मुख्य तरीकों से किया जा सकता है:
मैनुअल मशीनिंग:एक कुशल मशीनिस्ट द्वारा संचालित होता है जो सीधे टूल मूवमेंट को नियंत्रित करता है, अक्सर हैंडव्हील्स या लीवर का उपयोग करके।
सीएनसी मशीनिंग:पूर्व-प्रोग्राम किए गए डिजिटल निर्देशों का उपयोग करके पूरी तरह से स्वचालित, जटिल ज्यामितीय, दोहराव और उच्च दक्षता के लिए अनुमति देता है-विशेष रूप से कस्टम या उच्च-सटीक भागों के लिए।
अधिकांश जटिल या कस्टम घटक अधिकतम सटीकता और स्केलेबिलिटी के लिए सीएनसी मशीनों पर बनाए जाते हैं। बहरहाल, मैनुअल मशीनिंग में अभी भी अपनी जगह है - विशेष रूप से त्वरित, एक से एक भाग जहां एक सीएनसी कार्यक्रम स्थापित करने से बस हाथ से काटने से अधिक समय लगेगा।
कुछ मामलों में, मशीनिंग का उपयोग एक माध्यमिक या परिष्करण प्रक्रिया के रूप में किया जाता है। उदाहरण के लिए, एक भाग को शुरू में कास्ट, जाली, या इंजेक्शन-मोल्ड किया जा सकता है, और फिर इसकी विशेषताओं को परिष्कृत करने के लिए अतिरिक्त मशीनिंग से गुजरना हो सकता है-जैसे कि ड्रिल किए गए छेद, टैप किए गए थ्रेड्स, या मिल्ड सतहों। इन्हें अक्सर आंशिक रूप से मशीनी या बाद के भागों के रूप में संदर्भित किया जाता है।
सामान्य मशीनिंग तकनीक और प्रक्रियाएं
सरल छेद से लेकर जटिल आंतरिक ज्यामिति तक, विभिन्न मशीनिंग तकनीकें मशीनीकृत भागों की प्रमुख विशेषताओं को आकार देती हैं। नीचे कुछ सबसे व्यापक रूप से उपयोग किए जाने वाले मशीनिंग विधियाँ हैं:
मिलिंग:कई कुल्हाड़ियों के साथ एक वर्कपीस से सामग्री को हटाने के लिए मल्टी-पॉइंट कटिंग टूल का उपयोग करता है। यह प्रक्रिया उच्च सटीकता के साथ जटिल सतहों, जेब, स्लॉट, और समोच्च आकृतियों को बनाने के लिए अत्यधिक बहुमुखी है। सामान्य प्रकार के मिलिंग संचालन में फेस मिलिंग, एंड मिलिंग और स्लॉट मिलिंग शामिल हैं।
मोड़:वर्कपीस एक अपेक्षाकृत स्थिर कटिंग टूल के खिलाफ होता है, जो बेलनाकार विशेषताओं को उत्पन्न करने के लिए -शाफ्ट, छड़, और झाड़ियों को उत्पन्न करता है - तंग आयामी नियंत्रण और चिकनी खत्म के साथ।
ड्रिलिंग:एक घूर्णन ड्रिल बिट विभिन्न आकारों और गहराई के छेद बनाता है। यह सबसे मौलिक मशीनिंग प्रक्रियाओं में से एक है, जो व्यापक रूप से यांत्रिक भागों में होल, ब्लाइंड छेद और थ्रेडेड छेद के लिए उपयोग किया जाता है।
ब्रोचिंग:एक दांतेदार ब्रोच, उत्तरोत्तर बड़े दांतों के साथ, एक ही पास में सामग्री में कटौती करता है। यह विशेष रूप से कीवे, स्प्लिन और नॉन राउंड होल जैसी आंतरिक विशेषताओं को काटने के लिए उपयोगी है।
पीस:एक घूर्णन अपघर्षक पहिया सतह ज्यामिति को परिष्कृत करता है और बहुत तंग सहिष्णुता के लिए खत्म करता है। इस तकनीक का उपयोग अक्सर उच्च-सटीक भागों के लिए अंतिम परिष्करण कदम के रूप में किया जाता है।
इलेक्ट्रिकल डिस्चार्ज मशीनिंग (EDM):एक ढांकता हुआ तरल पदार्थ में विद्युत स्पार्क्स कंडक्टिव वर्कपीस सामग्री, जटिल आकृतियों, तेज कोनों और कठोर या नाजुक धातुओं में गहरी गुहाओं के निर्माण को सक्षम करता है।
लेजर कटिंग:सटीक और संपर्क-मुक्त काटने को सक्षम करने के लिए, सामग्री को पिघलाने, वाष्पीकरण या जलाने के लिए एक केंद्रित लेजर बीम का उपयोग करता है। यह धातुओं, प्लास्टिक और अन्य सामग्रियों के लिए उपयुक्त है, विशेष रूप से पतली शीट रूप में।
अल्ट्रासोनिक मशीनिंग:अल्ट्रासोनिक कंपन वर्कपीस के खिलाफ एक अपघर्षक घोल प्रसारित करते हैं, थर्मल क्षति या यांत्रिक तनावों के बिना भंगुर या गर्मी संवेदनशील सामग्री (जैसे, सिरेमिक, ग्लास) से सामग्री को हटाते हैं।
मशीनीकृत भागों के क्या फायदे हैं?
CNC मशीनीकृत भाग 3 डी मुद्रित और इंजेक्शन ढाले घटकों पर कई प्रमुख लाभ प्रदान करते हैं। इन लाभों में शामिल हैं:
कोई न्यूनतम आदेश मात्रा (एमओक्यू)
मशीनीकृत भागों के मुख्य लाभों में से एक यह है कि आपको उन्हें खरीदने के लिए न्यूनतम आदेश मात्रा की आवश्यकता नहीं है। आप मांग पर एक एकल प्रोटोटाइप या बहुत कम मात्रा में ऑर्डर कर सकते हैं- महंगा, समय से अधिक समय तक ढाला भागों के लिए आवश्यक टूलींग। यह छोटी कंपनियों के लिए विशेष रूप से उपयोगी है, क्योंकि यह इन्वेंट्री और कैपिटल टाई को कम करता है और अनुकूलित उत्पादन का समर्थन करता है।
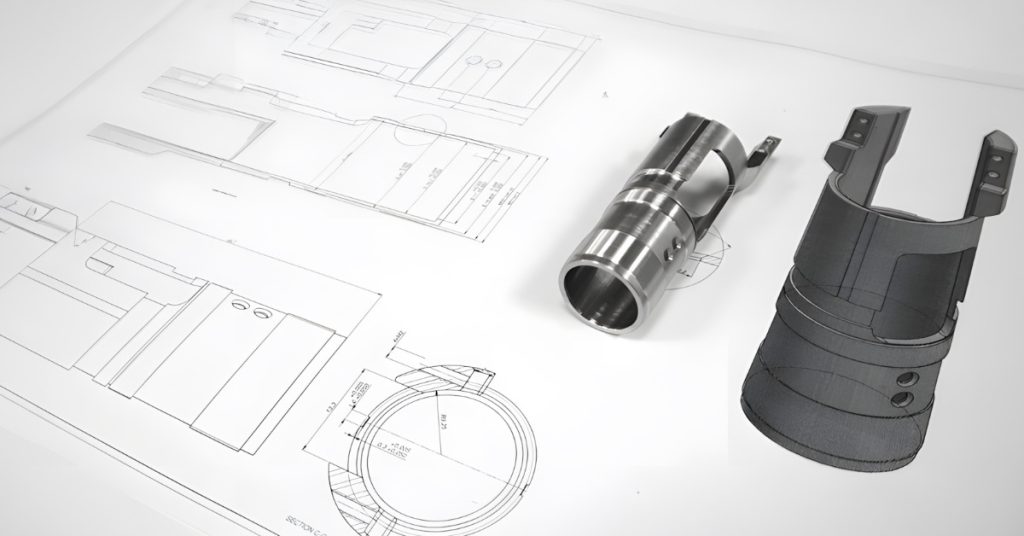
अच्छा प्रोटोटाइप
मशीनीकृत भाग प्रोटोटाइप के रूप में उपयुक्त और सस्ती हैं क्योंकि वे महंगे टूलींग और न्यूनतम आदेश आवश्यकताओं से बचते हैं। प्रोग्रामिंग और सेटअप में आमतौर पर केवल कुछ दिन लगते हैं, इसलिए टीमें तेजी से डिजाइन कर सकती हैं और वास्तविक दुनिया के परीक्षणों में प्रत्येक संस्करण के फिट और कार्य का मूल्यांकन कर सकती हैं। सीएनसी मशीनिंग की उच्च परिशुद्धता और बेहतर सतह खत्म प्रोटोटाइप को अंतिम उत्पादन भागों से मिलती -जुलती है, यहां तक कि जटिल ज्यामितीय या जटिल विवरण के लिए भी।
इसके अलावा, मशीनिंग सामग्री की एक विस्तृत श्रृंखला का समर्थन करता है - एल्यूमीनियम और स्टील मिश्र से लेकर तकअभियांत्रिकी प्लास्टिक्स- डेवलपर वास्तविक परिचालन परिस्थितियों में कई विकल्पों का परीक्षण कर सकते हैं और बड़े पैमाने पर निर्माण के लिए प्रतिबद्ध करने से पहले इष्टतम सब्सट्रेट की पहचान कर सकते हैं।
डिजाइन स्वतंत्रता
मशीनिंग लगभग किसी भी आकार का उत्पादन करने के लिए मल्टी-एक्सिस कटिंग टूल का उपयोग करके बेजोड़ डिजाइन स्वतंत्रता प्रदान करता है- गहरी जेब, अंडरकट्स, तेज कोनों और जटिल आकृति। आप अलग -अलग आवेषण डिजाइन करने या बाद में उन्हें जोड़ने के बजाय एक ही सेटअप में थ्रेड्स, बॉस और कीवे जैसी सुविधाओं को एकीकृत कर सकते हैं।
इंजेक्शन मोल्डिंग, इसके विपरीत, डिजाइन रियायतों की मांग करता है - एक समान दीवार मोटाई, ड्राफ्ट कोण, और सुसंगत प्रवाह पथ - उचित मोल्ड भरने और भाग इजेक्शन सुनिश्चित करने के लिए। एक बार मोल्ड का निर्माण करने के बाद, उस डिज़ाइन को संशोधित करने के लिए आमतौर पर महंगे टूल परिवर्तन या यहां तक कि एक पूर्ण मोल्ड पुनर्निर्माण की आवश्यकता होती है।
यहां तक कि 3 डी प्रिंटिंग प्रक्रिया, जिसे आमतौर पर सबसे अच्छे में से एक के रूप में देखा जाता हैविनिर्माण प्रक्रियाएँडिजाइन स्वतंत्रता के संदर्भ में, सीमाएं हैं। अधिकांश एडिटिव तरीके (विशेष रूप से एफडीएम और एसएलए) समर्थन संरचनाओं के बिना खड़ी ओवरहैंग का निर्माण नहीं कर सकते हैं। वे ADD सामग्री का समर्थन करते हैं, प्रिंट समय बढ़ाते हैं, और पोस्ट-प्रिंट को हटा दिया जाना चाहिए-अक्सर ऐसे निशान छोड़ते हैं जिन्हें सैंडिंग या अन्य परिष्करण की आवश्यकता होती है। बड़े या जटिल भागों को परतों को ठंडा होने के रूप में ताना-बाना हो सकता है, और परत-दर-परत के निर्माण से अनिसोट्रोपिक शक्ति होती है और ऊर्ध्वाधर सतहों पर "कदम" दिखाई देता है।
ताकत
मशीनीकृत भागों को ठोस बिललेट से काट दिया जाता है, जो स्टॉक की पूरी ताकत और भौतिक अखंडता को बनाए रखते हैं। यह उन्हें संरचनात्मक रूप से 3 डी मुद्रित भागों से बेहतर बनाता है, जो इंटरलेयर की कमजोरियों से पीड़ित हो सकता है, और ढाले हुए भागों में, जिसे प्रवाह विचारों के लिए पतली दीवारों की आवश्यकता हो सकती है।
तेजी से लीड टाइम्स
मशीनीकृत भागों को बहुत तेजी से उत्पादित किया जाता है क्योंकि निर्माण करने के लिए कोई मोल्ड या विशेष टूलिंग नहीं है। एक बार जब आपका सीएडी मॉडल तैयार हो जाता है, तो एक सीएएम कार्यक्रम उत्पन्न किया जा सकता है और सीधे मशीन को भेजा जा सकता है। आधुनिक सीएनसी केंद्र न्यूनतम पर्यवेक्षण के साथ घड़ी के चारों ओर काम कर सकते हैं, जिससे कुछ ही दिनों में भागों को गढ़ा जा सकता है। यह गति विशेष रूप से तेजी से प्रोटोटाइपिंग, पुल उत्पादन और तत्काल प्रतिस्थापन आवश्यकताओं के लिए फायदेमंद है।
सतह खत्म
मशीनीकृत भागों को प्रवाह लाइनों, फ्लैश, या बिदाई लाइनों के बिना चिकनी, उच्च-गुणवत्ता वाली सतह खत्म प्राप्त हो सकता है, जो अक्सर ढाला भागों में देखी जाती है-या 3 डी प्रिंटिंग से परत लाइनें। उच्च स्पिंडल गति, अनुकूलित फ़ीड दरों और उचित शीतलक के संयोजन से, मशीनिंग नियमित रूप से प्राप्त कर सकते हैंखुरदरापन मान (आरए)0.8 staym से नीचे - और ठीक परिष्करण पास के साथ, यहां तक कि 0.2 stacem या उससे भी बेहतर।
गुणवत्ता
सीएनसी मशीनें तंग सहिष्णुता को पकड़ सकती हैं और भाग से भाग से लगातार परिणाम दे सकती हैं। यदि किसी दिए गए फीचर - जैसे कि एक सटीक बोर जो पूरी तरह से सील करना चाहिए - विशेष ध्यान देने की आवश्यकता होती है, तो मशीनिस्ट अतिरिक्त समय बिता सकता है या बाकी भाग को प्रभावित किए बिना उस सुविधा पर अतिरिक्त परिष्करण पास बना सकता है।
इसके विपरीत, इंजेक्शन ढाला भाग पूरी तरह से मोल्ड गुहा की प्रारंभिक सटीकता पर निर्भर करते हैं। हजारों चक्रों के बाद, टूल वियर और मामूली प्रक्रिया शिफ्ट किनारों को बंद कर सकते हैं या आयाम बदल सकते हैं, और आप महंगे मोल्ड समायोजन या माध्यमिक संचालन के बिना व्यक्तिगत टुकड़ों को ट्विस्ट नहीं कर सकते।
आसान परिवर्तन
क्योंकि CNC भागों को सीधे डिजिटल CAD फ़ाइलों से उत्पादित किया जाता है, आप निर्माण शुरू होने तक डिज़ाइन परिवर्तन कर सकते हैं। यह आर एंड डी और प्रोटोटाइपिंग के दौरान अमूल्य है: इंजीनियर अतिरिक्त लागत या बर्बाद सामग्री के बिना कई संस्करणों को ठीक कर सकते हैं या कई संस्करणों का परीक्षण कर सकते हैं।
कैसे मशीनी भागों को डिजाइन करने के लिए?
मशीनीकृत भागों को डिजाइन करते समय, कार्यक्षमता, सटीकता और लागत-दक्षता सुनिश्चित करने के लिए विनिर्माण (DFM) सिद्धांतों के लिए डिजाइन का पालन करना आम तौर पर सलाह दी जाती है। सौभाग्य से, जब आप कुंजी का पालन करते हैं तो मशीनीकृत भागों को डिजाइन करना विशेष रूप से मुश्किल नहीं होता हैमशीनिंग डिजाइन विचारनीचे:
दीवार की मोटाई
मशीनिंग के दौरान पतली दीवारें विक्षेपण और कंपन से ग्रस्त होती हैं, जिससे आयामी अशुद्धि और खराब सतह खत्म हो सकती है। एक सामान्य दिशानिर्देश के रूप में, दीवार की मोटाई धातु भागों के लिए 0.8 मिमी से कम और प्लास्टिक भागों के लिए 1.5 मिमी से कम नहीं होनी चाहिए।
बाधित
अंडरकट्स को फीचर्स की गई विशेषताएं हैं जो ज्यामिति में बाधा डालने के कारण मानक कटिंग टूल के साथ नहीं पहुंच सकती हैं। उन्हें टी-स्लॉट या एल-आकार के कटर, साथ ही अतिरिक्त मशीन सेटअप और टूल परिवर्तन जैसे विशेष उपकरणों की आवश्यकता होती है। इस कारण से, अंडरकट्स का उपयोग केवल तब किया जाना चाहिए जब भाग के कार्य के लिए आवश्यक हो - उदाहरण के लिए, जब एक लॉकिंग ग्रूव, कीवे, या असेंबली फीचर किसी अन्य माध्यम से प्राप्त नहीं किया जा सकता है।
मशीनिंग में अंडरकट्स को डिजाइन करते समय, मानक उपकरण आकारों से मेल खाने के लिए पूरे मिलीमीटर में अपने आयाम बनाना सबसे अच्छा है। अंडरकट चौड़ाई आमतौर पर 3 से 40 मिमी तक होती है, जिसमें गहराई से दोगुनी चौड़ाई होती है।
उभार
लंबा, संकीर्ण प्रोट्रूडिंग विशेषताएं - जैसे कि बॉस या पोस्ट - सही तरीके से मशीन करना मुश्किल है और टूल चैटर, कंपन या भाग विरूपण का कारण बन सकता है। स्थिरता और सटीकता बनाए रखने के लिए, एक फलाव की ऊंचाई इसकी चौड़ाई चार गुना से अधिक नहीं होनी चाहिए। इसके अतिरिक्त, पसलियों या पट्टिकाओं को जोड़ने से प्रभावी ढंग से प्रोट्रूडिंग सुविधाओं को सुदृढ़ किया जा सकता है और तनाव एकाग्रता को कम किया जा सकता है, जिससे उन्हें मशीनिंग प्रक्रिया के दौरान अधिक स्थिर बना दिया जा सकता है।
गुहा, छेद और धागे
गुहाओं और जेबों को उचित चिप निकासी सुनिश्चित करने और उपकरण विक्षेपण को रोकने के लिए उनकी चौड़ाई चार गुना से अधिक गहरा नहीं होना चाहिए। क्योंकि एंड मिल्स में एक गोलाकार प्रोफ़ाइल होता है, आंतरिक कोनों में हमेशा एक त्रिज्या होती है - इसलिए किनारों के अंदर पूरी तरह से तेज निर्दिष्ट करने से बचें।
छेद आमतौर पर ड्रिल बिट्स या एंड मिल्स के साथ बनाए जाते हैं। चूंकि ड्रिल बिट्स मानक आकारों में आते हैं, जब भी संभव हो, मानक टूलींग से होल व्यास का मिलान करें। इसके अलावा, उपकरण स्थिरता और ड्रिलिंग सटीकता को बनाए रखने के लिए छेद की गहराई को चार गुना व्यास तक सीमित करें।
थ्रेड्स को छोटे आकारों (जैसे, एम 6 और नीचे) के लिए नीचे किया जा सकता है, लेकिन ताकत और दक्षता को संतुलित करना चाहिए। एक दिशानिर्देश के रूप में, कम से कम 1.5 × नाममात्र व्यास (3 × व्यास के व्यावहारिक अधिकतम तक) की सगाई की लंबाई का उपयोग करें। इसके अलावा, अतिरिक्त थ्रेड्स महत्वपूर्ण लोड ले जाने वाले लाभ के बिना मशीनिंग समय और टूल पहनने को जोड़ते हैं।
पैमाना
एक भाग का आकार मशीनिंग उपकरण की क्षमताओं को फिट करना चाहिए। अधिकांश मिलिंग संचालन के लिए, विशिष्ट भाग आयाम 400 × 250 × 150 मिमी से अधिक नहीं होना चाहिए। बड़े भागों को उन्नत ऊर्ध्वाधर या क्षैतिज मशीनिंग केंद्रों की आवश्यकता हो सकती है। कुछ 5-अक्ष मिलिंग मशीनें 1000 × 1000 मिमी या उससे भी बड़ी तक घटकों को संभाल सकती हैं। मानक मोड़ प्रक्रियाओं के लिए, अधिकतम व्यावहारिक आकार लगभग 500 मिमी × 1000 मिमी है।
न्यूनतम भाग का आकार आम तौर पर टूल व्यास और मशीन परिशुद्धता द्वारा सीमित होता है। उदाहरण के लिए, यदि कोई सुविधा उपकरण से छोटी है, तो इसे मशीनी नहीं की जा सकती है। मानक मशीनों पर, न्यूनतम सुविधा का आकार आमतौर पर 0.5 मिमी से 1 मिमी तक होता है। बहुत छोटे भागों के लिए, वांछित ज्यामिति को प्राप्त करने के लिए माइक्रो-मचिंग उपकरण या अल्ट्रा-सटीक प्रक्रियाओं की आवश्यकता हो सकती है।
मशीनीकृत भाग सामग्री
मशीनीकृत भागों को विभिन्न प्रकार की सामग्रियों से बनाया जा सकता है। CNC मशीनिंग सामग्री जिसे आप चुनते हैं, दोनों यांत्रिक गुणों को प्रभावित करते हैं - जैसे कि शक्ति, वजन, और संक्षारण प्रतिरोध - और मशीनिंग विशेषताओं जैसे कि गति, टूल वियर और सतह खत्म। नरम सामग्री में कटौती करना आसान है लेकिन विकृत हो सकता है; कठिन सामग्री धीमी फीड और विशेष टूलिंग की मांग करती है।
नीचे कुछ सामग्री आमतौर पर मशीनी भागों के लिए उपयोग की जाती हैं:
सतह की बनावट, उपस्थिति और प्रदर्शन को बेहतर बनाने के लिए विभिन्न प्रकार के पोस्ट-प्रोसेसिंग विकल्पों को मशीनीकृत भागों में लागू किया जा सकता है। नीचे सीएनसी-मशीनी भागों के लिए सामान्य सतह खत्म हैं:
के रूप में:कोई अतिरिक्त सतह उपचार नहीं। यह भाग की प्राकृतिक सतह की स्थिति को दर्शाता है क्योंकि यह सीधे मशीन से आता है। मामूली उपकरण चिह्न और सतह विविधताएं दिखाई दे सकती हैं। यह आंतरिक, गैर-कॉस्मेटिक या विशुद्ध रूप से कार्यात्मक भागों के लिए उपयुक्त है।
बीड ब्लास्ट:एक समान, मैट बनावट बनाने के लिए अपघर्षक मीडिया को सतह पर विस्फोट किया जाता है। यह burrs, तेज किनारों और मशीनिंग के निशान को हटाने में मदद करता है। हालांकि, यह ध्यान रखना महत्वपूर्ण है कि ब्लास्टिंग प्रक्रिया भाग से थोड़ी मात्रा में सामग्री को हटा देती है, जो तंग सहिष्णुता और नाजुक सुविधाओं को प्रभावित कर सकती है।
Anodized:एक विद्युत रासायनिक प्रक्रिया आमतौर पर जंग में सुधार करने और प्रतिरोध पहनने के लिए एल्यूमीनियम भागों पर उपयोग की जाती है। टाइप II एनोडाइजिंग विभिन्न रंगों में उपलब्ध एक सजावटी और संक्षारण प्रतिरोधी कोटिंग बनाता है। टाइप III एनोडाइजिंग (हार्ड एनोडाइजिंग) एक मोटी, सघन परत का उत्पादन करता है, जो अधिक घर्षण और रासायनिक प्रतिरोध की पेशकश करता है।
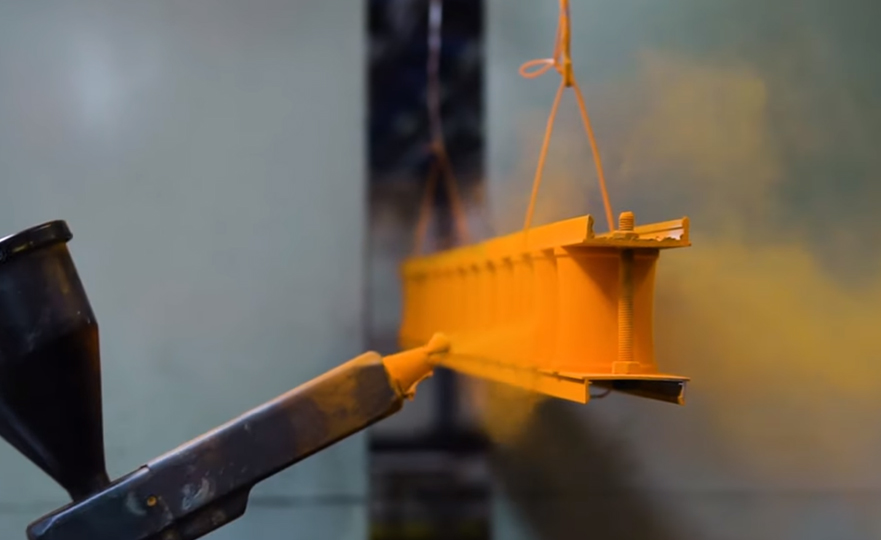
चूरन लेपित:सूखे पाउडर को भाग की सतह पर छिड़का जाता है, जो तब एक सख्त, रंगीन कोटिंग बनाने के लिए एक ओवन में गर्मी से निकाला जाता है। यह फिनिश एक मजबूत, पहनने के प्रतिरोधी और संक्षारण-प्रतिरोधी परत प्रदान करता है जो मानक पेंट कोटिंग्स की तुलना में अधिक टिकाऊ है।
पॉलिश:एक यांत्रिक प्रक्रिया जो एक चिकनी, चिंतनशील सतह को प्राप्त करने के लिए ठीक अपघर्षक या बफिंग पहियों का उपयोग करती है। पॉलिशिंग सौंदर्यशास्त्र में सुधार करती है और कम घर्षण या दृश्य अपील की आवश्यकता वाले घटकों के लिए सतह खुरदरापन को कम कर सकती है।
मशीनीकृत भाग सहिष्णुता
मशीनिंग सहिष्णुता आयामी विचलन की अनुमेय सीमा है, यह दर्शाता है कि एक तैयार हिस्सा इसके नाममात्र डिजाइन आयामों से कितना भिन्न हो सकता है। सहिष्णुता को तंग करते हुए, मशीनिंग सटीकता जितनी अधिक होगी - और अधिक से अधिक विनिर्माण कठिनाई और लागत। सटीक फिट या महत्वपूर्ण कार्यों की आवश्यकता वाले घटक तंग सहिष्णुता की मांग करते हैं, जबकि गैर -राजनीतिक भागों को ढीला करने के लिए बनाया जा सकता है, अधिक लागत प्रभावी सहिष्णुता।
मशीनिंग सहिष्णुता के लिए कई अंतरराष्ट्रीय मानक हैं, आईएसओ 2768 को सबसे व्यापक रूप से अपनाया गया है। यह मानक व्यक्तिगत सहिष्णुता विनिर्देशों की आवश्यकता के बिना रैखिक और कोणीय आयामों के लिए सामान्य मीट्रिक सहिष्णुता (मिलीमीटर में) प्रदान करता है। यह चार ग्रेडों में सहिष्णुता को वर्गीकृत करता है और निर्माताओं को अस्पष्टता को कम करने, स्थिरता बनाए रखने और उत्पादन लागत का अनुकूलन करने में मदद करता है। नीचे दी गई तालिकाएँ देखें:
मिमी में बुनियादी आकार सीमा
मिमी में अनुमेय विचलन
च (ठीक)
एम (मध्यम)
सी (मोटे)
वी (बहुत मोटे)
0.5 से 3 तक
± 0.05
± 0.1
± 0.2
-
3 से अधिक 6 से अधिक
± 0.05
± 0.1
± 0.3
± 0.5
6 से 30 से अधिक
± 0.1
± 0.2
± 0.5
± 1.0
30 से अधिक 120 से अधिक
± 0.15
± 0.3
± 0.8
± 1.5
120 से अधिक 400 से अधिक
± 0.2
± 0.5
± 1.2
± 2.5
400 से अधिक 1000 से अधिक
± 0.3
± 0.8
± 2.0
± 4.0
2000 से अधिक 1000 से अधिक
± 0.5
± 1.2
± 3.0
± 6.0
2000 से अधिक 4000 तक
-
± 2.0
± 4.0
± 8.0
आईएसओ 2768 मानक के अनुसार, रैखिक आयामों के लिए सहिष्णुता वर्ग पदनाम
मिमी में बुनियादी आकार की सीमा (संबंधित कोण के छोटे पक्ष)
डिग्री और मिनटों में अनुमेय विचलन
च (ठीक)
एम (मध्यम)
सी (मोटे)
वी (बहुत मोटे)
10 तक
± 1 ±
± 1 ±
± 1 .3030
± 3 ±
10 से अधिक 50 से अधिक
± 0 .3030
± 0 .3030
± 1 ±
± 2 ±
50 से अधिक 120 से अधिक
± 0। 20 ′
± 0। 20 ′
± 0 ′30 ′
± 1 ±
120 से अधिक 400 से अधिक
± 0। 10 ′
± 0। 10 ′
± 0 ′15 ′
± 0 ′30 ′
400 से अधिक
± 0 ′5 ′
± 0 ′5 ′
± 0। 10 ′
± 0। 20 ′
कोण/कोणीय आयामों के लिए सामान्य सहिष्णुता
मशीनीकृत भागों के अनुप्रयोग क्या हैं?
मशीनिंग का उपयोग उद्योगों में सटीक, टिकाऊ घटकों का उत्पादन करने के लिए किया जाता है - जैसे कि वाल्व निकाय, गियर्स, हाउसिंग,फास्टनर, और ब्रैकेट- प्रोटोटाइप और पूर्ण पैमाने पर उत्पादन दोनों में। नीचे प्रमुख उद्योग हैं जो मशीनीकृत भागों का उपयोग करते हैं:
एयरोस्पेस
एयरोस्पेस उद्योग को मशीनीकृत भागों की आवश्यकता होती है जो उच्चतम प्रदर्शन और सुरक्षा मानकों को पूरा करते हैं। इन घटकों को न्यूनतम वजन को बनाए रखते हुए अत्यधिक दबाव, तापमान भिन्नता और यांत्रिक भार का सामना करना होगा। CNC मशीनिंग इस क्षेत्र में आवश्यक जटिल ज्यामितीय और माइक्रोन-स्तरीय सहिष्णुता का समर्थन करता है।
विशिष्ट अनुप्रयोग:
टरबाइन ब्लेड और आवास
ईंधन प्रणाली घटक और इंजन माउंट
लैंडिंग गियर शाफ्ट और संरचनात्मक समर्थन
उपग्रह घटक और संचार प्रणाली आवास
चिकित्सा
चिकित्सा उपकरण निर्माण में सटीक और बायोकंपैटिबिलिटी सर्वोपरि हैं। सीएनसी मशीनिंग चिकनी खत्म और तंग सहिष्णुता के साथ उच्च-सटीकता भागों के उत्पादन को सक्षम करता है, प्रत्यारोपण और उच्च-प्रदर्शन सर्जिकल उपकरणों के लिए उपयुक्त है। यह प्रमाणित चिकित्सा-ग्रेड सामग्री की एक विस्तृत श्रृंखला का भी समर्थन करता है।
विशिष्ट अनुप्रयोग:
आर्थोपेडिक प्रत्यारोपण (कूल्हे/घुटने के प्रतिस्थापन, हड्डी शिकंजा)
सर्जिकल इंस्ट्रूमेंट्स और टूल
नैदानिक उपकरण आवास और यांत्रिक उप -प्रणालियाँ
दंत प्रत्यारोपण और अंतर्गर्भाशयी घटक
ऑटोमोटिव
सीएनसी मशीनिंग का उपयोग मोटर वाहन इंजीनियरिंग में व्यापक रूप से ड्राइवट्रेन, पावर सिस्टम और चेसिस असेंबली के लिए विश्वसनीय, उच्च शक्ति वाले घटकों का उत्पादन करने के लिए किया जाता है। मशीनिंग सटीक यांत्रिक भागों के बड़े पैमाने पर उत्पादन का समर्थन करते हुए प्रदर्शन ट्यूनिंग और प्रोटोटाइप में तेजी से पुनरावृत्ति के लिए अनुमति देता है।
विशिष्ट अनुप्रयोग:
इंजन ब्लॉक, पिस्टन, सिलेंडर हेड
ट्रांसमिशन घटक: शाफ्ट, गियर, हाउसिंग
ब्रेक सिस्टम पार्ट्स और स्ट्रक्चरल फास्टनर्स
कस्टम प्रदर्शन या बहाली भागों
उपभोक्ता इलेक्ट्रॉनिक्स
इलेक्ट्रॉनिक्स उद्योग में, घटकों को कॉम्पैक्ट और थर्मल रूप से विश्वसनीय दोनों होना चाहिए। सीएनसी मशीनिंग का उपयोग उच्च आयामी सटीकता और उत्कृष्ट सतह खत्म के साथ संलग्नक, शीतलन संरचनाओं और कनेक्टर हाउसिंग का उत्पादन करने के लिए किया जाता है, अक्सर कम-मात्रा उत्पादन के लिए।
विशिष्ट अनुप्रयोग:
गर्मी सिंक और ईएमआई परिरक्षण घटकों
सटीक-मशीन एल्यूमीनियम या प्लास्टिक बाड़े
कनेक्टर्स, स्पेसर्स और माउंटिंग हार्डवेयर
कस्टम डिवाइस प्रोटोटाइप
रक्षा, रोबोटिक्स, नवीकरणीय ऊर्जा और औद्योगिक उपकरणों में मशीनीकृत घटकों का व्यापक रूप से उपयोग किया जाता है। उनकी ताकत, सटीकता और विश्वसनीयता उन्हें यांत्रिक तनाव, थर्मल भिन्नता और कठोर परिस्थितियों में संचालित उच्च-प्रदर्शन भागों के लिए अच्छी तरह से अनुकूल बनाती है।
मशीनिंग पार्ट्स आपूर्तिकर्ताओं का चयन कैसे करें?
समग्र उत्पाद की गुणवत्ता और डिजाइन सटीकता से लेकर तंग सहिष्णुता और विशेष सामग्री के महीन विवरण तक, सही मशीनिंग पार्ट्स आपूर्तिकर्ता का चयन करना परियोजना की सफलता के लिए महत्वपूर्ण है। इस खंड में, हम सीएनसी मशीनिंग आपूर्तिकर्ताओं का मूल्यांकन करते समय विचार करने के लिए कुछ प्रमुख कारकों की रूपरेखा तैयार करते हैं:
प्रमाणपत्र:ISO9001 या उद्योग-विशिष्ट प्रमाणपत्रों के साथ आपूर्तिकर्ताओं की तलाश करें जो गुणवत्ता प्रबंधन और प्रक्रिया नियंत्रण को प्रदर्शित करते हैं।
इंजीनियरिंग संचार:मूल्यांकन करें कि आपूर्तिकर्ता आपकी डिजाइन आवश्यकताओं को कितनी अच्छी तरह समझता है। स्पष्ट प्रतिक्रिया और व्यावहारिक प्रश्न आमतौर पर गहरी मशीनिंग को दर्शाते हैं कि कैसे।
प्रतिष्ठा और संदर्भ:अन्य उत्पाद टीमों से उनके आपूर्तिकर्ता अनुभवों के बारे में पूछें। पहले हाथ की प्रतिक्रिया अक्सर सबसे विश्वसनीय फ़िल्टर होती है।
सुविधा पारदर्शिता:यदि संभव हो, तो आपूर्तिकर्ता पर जाएं या उपकरण, प्रक्रिया प्रवाह, क्षमता और गुणवत्ता नियंत्रण उपायों का आकलन करने के लिए एक आभासी ऑडिट की व्यवस्था करें।
उद्धरण और लीड समय:मूल्य निर्धारण, जवाबदेही, लचीलेपन और लीड समय की तुलना करने के लिए कई आपूर्तिकर्ताओं से उद्धरण (RFQ) का अनुरोध करें - विशेष रूप से अंतर्राष्ट्रीय शिपमेंट के लिए।
चिकनी सहयोग सुनिश्चित करने के लिए:
अपने सीएडी मॉडल में DFM (मशीनिंग के लिए डिजाइन) सिद्धांतों का पालन करें
मानक सहिष्णुता और संकेतन के साथ विस्तृत 2 डी चित्र शामिल करें
मालिकाना डिजाइनों की रक्षा के लिए NDAS का उपयोग करें
भुगतान की शर्तों को स्पष्ट करें- पहले आदेशों के लिए अक्सर प्रपेंशन की आवश्यकता होती है
कस्टम मशीनीकृत भागों के लिए चिग्गो के साथ काम करें
चिग्गो एक विश्वसनीय भागीदार पेशकश हैसीएनसी मशीनिंग सेवाएंआपके तेजी से प्रोटोटाइप और ऑन-डिमांड मशीनीकृत भागों की जरूरतों के लिए। विविध उद्योगों में व्यापक अनुभव के साथ, हम गति और परिशुद्धता दोनों के महत्व को समझते हैं।
Our machine shop is equipped with advanced machining centers and supported by a robust quality management system, enabling us to deliver high-quality components at competitive prices and with shorter lead times. आज हमसे संपर्क करेंअपने मशीनीकृत भागों को ऑर्डर करने के लिए!