तनाव -स्ट्रेन वक्र उन सबसे आम ग्राफों में से एक है जिन्हें आप परिचयात्मक सामग्री विज्ञान या सामग्री के यांत्रिकी में मिलेंगे। यद्यपि इसके कई लेबल किए गए बिंदु और क्षेत्र पहली बार में कठिन लग सकते हैं, दोनों साजिश रचने और तनाव बनाम तनाव वास्तव में काफी सीधा हैं। इस लेख में, हम तनाव -तनाव वक्र का विस्तार से पता लगाएंगे ताकि आप इसे बेहतर समझ सकें।
लेकिन शुरू करने से पहले, आइए पहले इन सवालों के जवाबों की समीक्षा करें:
1। बल -विस्थापन के बजाय तनाव -तनाव के साथ एक सामग्री के गुणों को क्यों परिभाषित करें?
बल -विस्थापन घटता एक नमूना के आकार और आकार पर निर्भर करता है - एक मोटी या लंबे समय तक नमूने के लिए अधिक बल (और एक अलग विस्थापन से गुजरना) की आवश्यकता होती है, भले ही यह एक ही सामग्री हो। दूसरे शब्दों में, बल और विस्थापन ज्यामिति से जुड़े बाहरी गुण हैं।
2। तनाव क्या है?
जब एक बाहरी लोड F को स्थिर संतुलन में एक निरंतर, विकृत घटक पर लागू किया जाता है, तो घटक विकृत हो जाता है और आंतरिक बलों को विकसित करता है f ′ जो कि संतुलन बनाए रखने के लिए लागू भार का विरोध करता है। यह मानते हुए कि एफ समान रूप से एक क्रॉस-सेक्शनल क्षेत्र ए पर वितरित किया जाता है, प्रति यूनिट क्षेत्र में आंतरिक प्रतिरोध बल को तनाव के रूप में जाना जाता है और इसे व्यक्त किया जा सकता है:
तनाव में दबाव की इकाइयाँ होती हैं (पीए या एन/एम m)) और प्रति यूनिट क्षेत्र औसत आंतरिक बल का प्रतिनिधित्व करता है जो विरूपण का विरोध करता है। यहइंजीनियरिंग तनावसूत्र एक समान तनाव वितरण मानता है; बड़े विकृति या अत्यधिक गैर-समान लोडिंग के लिए, उपयोग करेंसच्चा तनाव(तात्कालिक क्षेत्र के आधार पर) या सटीक विश्लेषण के लिए पूर्ण तनाव टेंसर।
3। क्या तनाव है?
एक लागू लोड के तहत, सामग्री विकृति। विभिन्न आकारों और आकृतियों के नमूनों में विरूपण की तुलना करने के लिए, वैज्ञानिक तनाव नामक एक गैर-आयामी उपाय पेश करते हैं, जो सापेक्ष बढ़ाव को निर्धारित करता है।
मूल लंबाई एल के साथ एक तत्व के लिए0और लंबाई में बदलें, l,इंजीनियरी तनावपरिभाषित किया जाता है:
इंजीनियरिंग स्ट्रेन छोटे विकृति के लिए सरल और सटीक है (आमतौर पर ~ 5%तक)। बड़े विकृति के लिए, जैसे कि धातु बनाने या nonlinear FEA में, आप उपयोग करते हैंसच्चा (लॉगरिदम) तनाव, जो लगातार बदलती लंबाई के लिए खाता है:
तनाव-तनाव वक्र क्या है?
एक तनाव-तनाव वक्र दिखाता है कि एक सामग्री लोड के तहत कैसे व्यवहार करती है, जो सामग्री की ताकत, कठोरता, लचीलापन और विफलता सीमाओं में अंतर्दृष्टि प्रदान करती है।
तनाव - तनाव वक्र कैसे मापा जाता है?
यह आमतौर पर एक विनाशकारी uniaxial तन्यता परीक्षण द्वारा मापा जाता है: एक मानकीकृत "डॉग-बोन" या स्ट्रेट-रॉड नमूना एक सार्वभौमिक परीक्षण मशीन (UTM) में जकड़ लिया जाता है। मशीन एक नियंत्रित स्थिर दर पर लोड लागू करती है जब तक कि नमूना विफल नहीं हो जाता है। इस प्रक्रिया के दौरान, UTM का लोड सेल तन्यता बल F को मापता है, जबकि एक एक्सटेंसोमीटर (या वीडियो/डीआईसी सिस्टम) परिभाषित गेज लंबाई पर अक्षीय विरूपण को रिकॉर्ड करता है। फोर्स बनाम विस्थापन- और इसलिए इंजीनियरिंग स्ट्रेस बनाम इंजीनियरिंग स्ट्रेन- लगातार दर्ज किया गया है। अंत में, आप बल को तनाव में परिवर्तित करते हैं (σ = f/a0) और तनाव के लिए विस्थापन (ε = ΔL/L0), फिर तनाव -तनाव वक्र उत्पन्न करने के लिए क्षैतिज अक्ष पर ऊर्ध्वाधर अक्ष बनाम ε पर प्लॉट करें।
एक तनाव-तनाव वक्र के चरण
डक्टाइल सामग्री के लिए तनाव -स्ट्रेन घटता कई खंडों से मिलकर बनता है जो दर्शाता है कि तनाव बढ़ने के साथ सामग्री कैसे प्रतिक्रिया करती है। इसके विपरीत, भंगुर सामग्री के लिए घटता, बहुत सरल होता है - आमतौर पर फ्रैक्चर तक एक सीधी रेखा। निम्नलिखित में, हम नमनीय सामग्री के तनाव -तनाव व्यवहार पर ध्यान केंद्रित करेंगे।
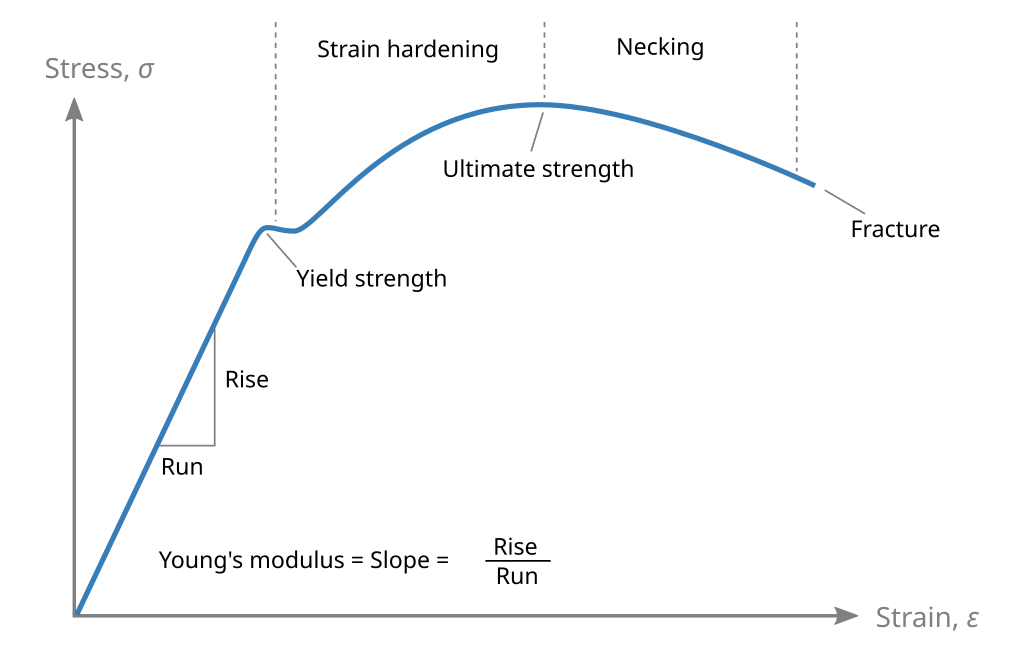
वक्र पर तीन मुख्य चरण और पांच प्रमुख बिंदु हैं:
तीन चरण
लोचदार विकृति: वक्र के प्रारंभिक भाग में, तनाव और तनाव पूरी तरह से आनुपातिक हैं, हुक के कानून के बाद। यहां सामग्री एक वसंत की तरह व्यवहार करती है - लोड को फिर से हटा दें और यह अपने मूल आकार में लौटता है। इस रैखिक क्षेत्र का ढलान यंग का मापांक है, जो सामग्री की कठोरता को दर्शाता है।
तनाव कठोरण: उपज बिंदु के बाद-और कुछ स्टील्स में कोई भी संक्षिप्त तनाव ड्रॉप या पठार-सामग्री तनाव-कठोर चरण में प्रवेश करती है। प्लास्टिक की विरूपण समान रूप से गेज की लंबाई के साथ जारी रहता है, और धातु मजबूत हो जाती है क्योंकि अव्यवस्थाएं जमा होती हैं और बातचीत करती हैं, जिससे आगे फिसल जाता है। नतीजतन, नमूना को विकृत रखने के लिए आवश्यक तनाव तब तक बढ़ जाता है जब तक कि यह नहीं पहुंच जाताअंतिम तन्य शक्ति।
गले मिलना: एक बार सामग्री अपनी अंतिम तन्यता ताकत तक पहुंच जाती है, एक समान विरूपण समाप्त हो जाता है और एक क्षेत्र में एक "गर्दन" रूप होता है। उस बिंदु से, यह गर्दन में आगे के प्लास्टिक के प्रवाह को धक्का देने के लिए कम बल लेता है, इसलिए इंजीनियरिंग तनाव (अभी भी मूल क्रॉस-सेक्शनल क्षेत्र का उपयोग करके) तब तक गिरता है जब तक कि नमूना अंत में फ्रैक्चर नहीं करता है।
पांच प्रमुख बिंदु
आनुपातिक सीमा: तनाव-तनाव वक्र पर रैखिक भाग का अंत जिसे यंग के मापांक को ढलान की गणना करके खींचा जा सकता है।
लोचदार सीमा: उच्चतम तनाव जिस पर विरूपण अभी भी पूरी तरह से पुनर्प्राप्त करने योग्य है। धातुओं में, यह आनुपातिक सीमा के साथ लगभग मेल खाता है।
उपज शक्ति (उपज शक्ति): जिस तनाव पर स्थायी विरूपण शुरू होता है। यह वक्र के प्रारंभिक (लोचदार) हिस्से के समानांतर एक रेखा खींचकर पाया जाता है, लेकिन 0.2% तनाव से ऑफसेट; तनाव -तनाव वक्र के साथ उस रेखा का चौराहा उपज की ताकत को परिभाषित करता है।
अंतिम तन्यता ताकत:वक्र पर शिखर इंजीनियरिंग तनाव। इसके अलावा, नेकिंग शुरू होती है। (नोट: फ्रैक्चर तक सच्चा तनाव बढ़ता रहता है।)
फ्रैक्चर (ब्रेकिंग) बिंदु:वक्र का अंत, जहां सामग्री अंत में टूट जाती है।
तनाव -तनाव वक्र से अन्य भौतिक गुण
लचीलापन का मापांक:तनाव -तनाव वक्र के लोचदार हिस्से के तहत क्षेत्र, प्रति यूनिट मात्रा में ऊर्जा का प्रतिनिधित्व करना एक सामग्री स्थायी विरूपण के बिना अवशोषित और रिलीज कर सकती है। यह स्प्रिंग्स, क्रैश-योग्य संरचनाओं और किसी भी घटक को डिजाइन करने के लिए एक महत्वपूर्ण पैरामीटर है, जिसे ऊर्जा को संग्रहीत करना और वापस करना होगा।
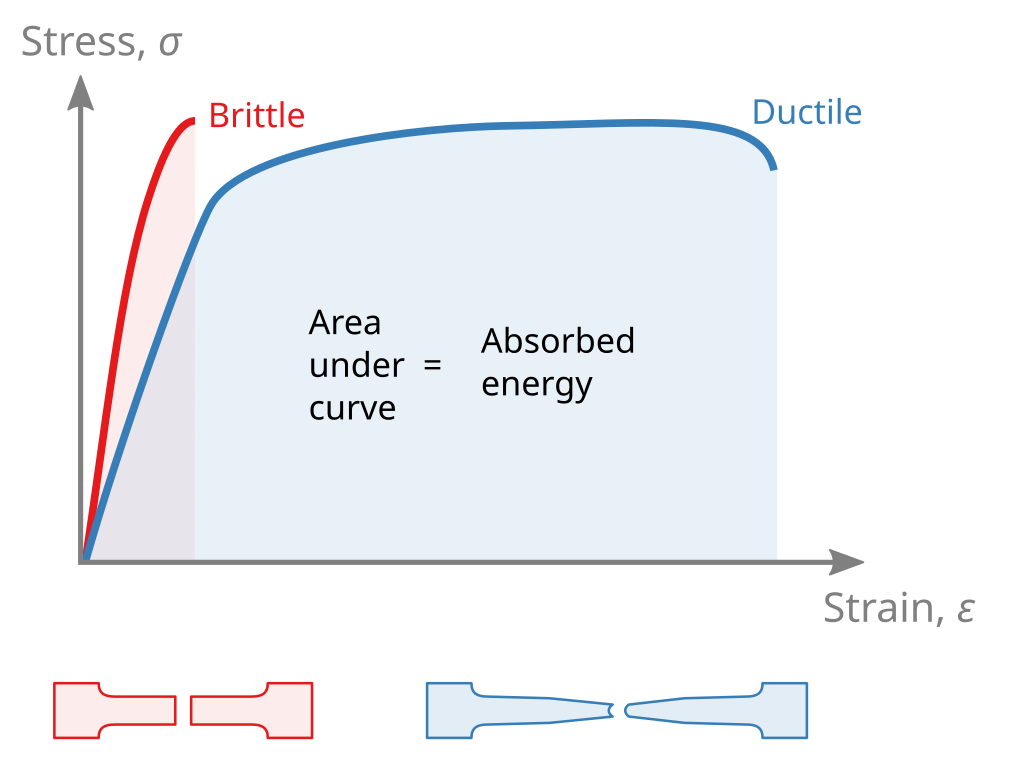
क्रूरता:तनाव -तनाव वक्र के तहत कुल क्षेत्र, जो प्रति यूनिट वॉल्यूम ऊर्जा को मात्राबद्ध करता है, जो एक सामग्री फ्रैक्चरिंग से पहले अवशोषित कर सकती है। क्रूरता प्रभाव के लिए सामग्री के चयन का मार्गदर्शन करती है- और सदमे प्रतिरोधी अनुप्रयोगों, जैसे कि मोटर वाहन दुर्घटना संरचनाएं और बैलिस्टिक कवच।
लचीलापन:ब्रेक पर बढ़ाव द्वारा मापा गया (फ्रैक्चर में गेज की लंबाई में प्रतिशत वृद्धि) और क्षेत्र में कमी (फ्रैक्चर में क्रॉस-सेक्शनल क्षेत्र में प्रतिशत में कमी), लचीलापन मापता है कि एक सामग्री विफल होने से पहले कितना विफल हो सकती है। उच्च लचीलापन संचालन बनाने के लिए फायदेमंद है, जबकि कम लचीलापन भंगुर फ्रैक्चर के उच्च जोखिम को इंगित करता है।
काम सख्त (तनाव सख्त):उपज के बाद, सच्चा प्रवाह तनाव समान प्लास्टिक क्षेत्र में प्लास्टिक के तनाव के साथ बढ़ता रहता है; यह मजबूतता अधिक समान रूप से तनाव फैलाता है, नेकिंग (अधिक समान बढ़ाव) में देरी करता है, और स्प्रिंगबैक और थिनिंग के लिए धातु बनाने (स्टैम्पिंग, रोलिंग, डीप ड्राइंग) और एफईए सटीकता में सुधार करता है।
विभिन्न सामग्रियों के लिए तनाव बनाम तनाव घटता है
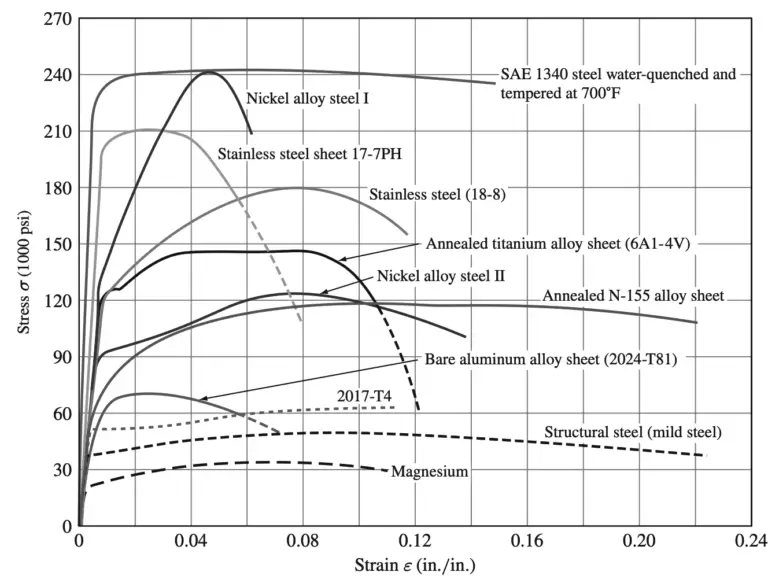
तनाव बनाम तनावघटता व्यापक रूप से भौतिक परिवारों में भिन्न होता है। उन्हें मोटे तौर पर दो श्रेणियों में विभाजित किया जा सकता है- -गट्ठा और भंगुर- जैसा कि नीचे दिए गए आंकड़े में सचित्र है।
कम-कार्बन स्टील, एल्यूमीनियम मिश्र धातुओं, तांबे और कई थर्माप्लास्टिक जैसे नमनीय सामग्री में एक बहु-चरण तनाव-तनाव वक्र होता है: एक प्रारंभिक रैखिक (लोचदार) क्षेत्र, एक स्पष्ट उपज बिंदु, एक तनाव-सख्त (समान प्लास्टिक) क्षेत्र, नेक, और अंत में पर्याप्त बढ़ाव के बाद फ्रैक्चर। वे विफलता से पहले बड़ी मात्रा में ऊर्जा को अवशोषित कर सकते हैं।
भंगुर सामग्री, जैसे कच्चा लोहा, अधिकांश सिरेमिक, कांच और कंक्रीट, लगभग पूरी तरह से रैखिक लोचदार व्यवहार दिखाते हैं, जो लगभग कोई प्लास्टिक क्षेत्र नहीं है, इसलिए उनकी आनुपातिक सीमा, अंतिम तन्यता ताकत, और फ्रैक्चर शक्ति संयोग है।
ध्यान दें कि ऊपर दिखाए गए वक्र केवल उन विशिष्ट सामग्री स्थितियों का प्रतिनिधित्व करते हैं। वास्तविक तनाव -तनाव व्यवहार रचना, गर्मी उपचार, माइक्रोस्ट्रक्चर, तापमान, तनाव दर और अन्य परीक्षण या प्रसंस्करण मापदंडों के साथ महत्वपूर्ण रूप से भिन्न हो सकता है।
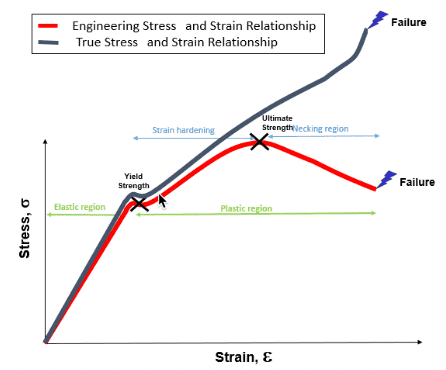
इंजीनियरिंग बनाम सच्चा तनाव और तनाव
इंजीनियरिंग और सच्चे तनाव-तनाव घटता तन्यता-परीक्षण डेटा प्रस्तुत करने के दो सबसे आम तरीके हैं।
इंजीनियरी तनाव -तनाव
एक मानक तन्यता परीक्षण में, हम मानते हैं कि नमूना का क्रॉस-सेक्शन इसके मूल क्षेत्र ए में रहता है0। इसलिए इंजीनियरिंग तनाव को परिभाषित किया गया है:
और इंजीनियरिंग तनाव के रूप में:
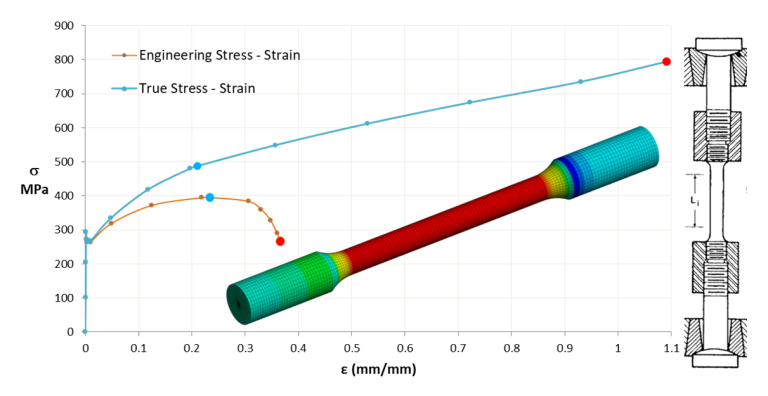
जैसा कि आप लोड लागू करते हैं, वक्र लोचदार क्षेत्र के माध्यम से रैखिक रूप से उगता है, फिर उपज बिंदु को एक समान प्लास्टिक विरूपण में जारी रखता है, अंतिम तन्यता ताकत पर अपने चरम तक पहुंचता है - समान बढ़ाव के अंत को चिह्नित करता है। इस शिखर से परे, नेकिंग एक संकीर्ण खंड में विरूपण को केंद्रित करता है। क्योंकि इंजीनियरिंग तनाव अभी भी मूल क्षेत्र से विभाजित है0, प्लॉट्ड स्ट्रेस वैल्यू ड्रॉप्स के रूप में भी सही तनाव (सिकुड़ते क्षेत्र के आधार पर) चढ़ना जारी है। नतीजतन, इंजीनियरिंग वक्र (फिगर में लाल रंग में दिखाया गया है) यूटी के बाद गिरता है और फ्रैक्चर तक नीचे की ओर रुझान।
सच्चा तनाव -तनाव
यदि आप तात्कालिक क्षेत्र के लिए खाते हैंमैंप्रत्येक लोड कदम पर, आपको सच्चा तनाव मिलता है:
और सच (लॉगरिदमिक) तनाव:
नेकिंग के दौरान, क्रॉस-सेक्शनल क्षेत्र लागू लोड की तुलना में तेजी से कम हो जाता है, इसलिए σटीइंजीनियरिंग अल्टीमेट तन्यता ताकत से परे उठना जारी है। वास्तविक तनाव -तनाव वक्र इसलिए अपने चरम के बाद छोड़ने के बिना फ्रैक्चर तक लगातार बढ़ जाता है।
इंजीनियरिंग तनाव और तनाव सामग्री डेटशीट पर रिपोर्ट किए गए मानक डेटा हैं और डिज़ाइन कोड में उपयोग किए जाते हैं। वे उपज की ताकत, अंतिम तन्यता ताकत, और ब्रेक पर बढ़ाव जैसे परिचित गुणों तक त्वरित पहुंच देते हैं, जिससे सामग्री की तुलना करना, सुरक्षा कारकों को सेट करना और उत्पादन बैचों में लगातार गुणवत्ता नियंत्रण सुनिश्चित करना आसान हो जाता है।
ट्रू स्ट्रेस और स्ट्रेन नॉनलाइनियर परिमित-तत्व विश्लेषण और संवैधानिक मॉडल के लिए महत्वपूर्ण इनपुट हैं। बड़े प्लास्टिक उपभेदों के माध्यम से और गर्दन में वास्तविक सामग्री प्रतिक्रिया को प्रतिबिंबित करके, वे बनाने की प्रक्रियाओं (जैसे, स्टैम्पिंग, फोर्जिंग, एक्सट्रूज़न), सटीक स्प्रिंगबैक भविष्यवाणियों, और विश्वसनीय पूर्वानुमानों के सटीक सिमुलेशन को सक्षम करते हैं जहां और कैसे एक हिस्सा स्थानीयकरण करेगा और अंततः विफल हो जाएगा।
निष्कर्ष
तनाव -स्ट्रेन वक्र एक अपरिहार्य उपकरण है जो सामग्री व्यवहार को संरचनात्मक प्रदर्शन से जोड़ता है। यह इलास्टिक मापांक, उपज शक्ति, क्रूरता और घटकों को आकार और योग्यता के लिए उपयोग किए जाने वाले लचीलापन डेटा प्रदान करके डिजाइन को सूचित करता है। यह भी बलों की गणना करने के लिए आवश्यक तनाव -तनाव पथ को परिभाषित करके विनिर्माण का मार्गदर्शन करता है, टूलींग ज्यामिति और अपेक्षित स्प्रिंगबैक।
चिग्गो में, हम इन सामग्री अंतर्दृष्टि को सेवाओं के एक पूर्ण सूट में लागू करते हैं,सीएनसी मशीनिंगand 3D printing to शीट धातु का निर्माण, और हम आपकी अगली परियोजना के लिए मुफ्त उद्धरण और विशेषज्ञ मार्गदर्शन प्रदान करने के लिए प्रसन्न हैं।