जब इंजीनियरिंग और निर्माण में सामग्री में शामिल होने की बात आती है, तो रिवेटिंग और वेल्डिंग निस्संदेह सबसे व्यापक रूप से उपयोग किए जाने वाले तरीकों में से दो हैं। शीट मेटल फैब्रिकेशन , इन दो तकनीकों को अक्सर एक दूसरे के खिलाफ तौला जाता है जो यह निर्धारित करने के लिए कि कस्टम शीट धातु भागों में शामिल होने के लिए बेहतर विकल्प है। उनके बीच का निर्णय हमेशा सीधा नहीं होता है, क्योंकि कई कारकों पर विचार किया जाना चाहिए, जिसमें सामग्री संगतता, संयुक्त शक्ति की आवश्यकताएं, पर्यावरणीय परिस्थितियां और डिस्सैब या लचीलेपन की आवश्यकता शामिल है।
यह गाइड दोनों तरीकों के लाभों, सीमाओं और पसंदीदा अनुप्रयोगों में व्यावहारिक अंतर्दृष्टि प्रदान करता है, जिससे आपको एक सूचित निर्णय लेने में मदद मिलती है, जिस पर आपकी परियोजना के लिए सबसे उपयुक्त है।
Riveting क्या है?
Riveting एक यांत्रिक बन्धन प्रक्रिया है जो फास्टनर का उपयोग करती है, जिसे दो या अधिक सामग्रियों में शामिल होने के लिए एक रिवेट कहा जाता है। आमतौर पर, एक रिवेट में एक सिर, एक टांग और एक पूंछ होती है।
Riveting प्रक्रिया में, RIVET को थोड़ा ओवरसाइज़्ड प्री-ड्रिल्ड या स्व-पियर्ड होल में डाला जाता है, इसके सिर को सामग्री के सुलभ पक्ष पर तैनात किया जाता है, और विपरीत दिशा में पूंछ। फिर, पूंछ को हथौड़ा, रिवेट गन, या हाइड्रोलिक प्रेस जैसे उपकरणों का उपयोग करके विकृत किया जाता है। यह विरूपण एक दूसरा सिर बनाता है (जिसे शॉप हेड या बकेटेल के रूप में जाना जाता है)। जैसे ही पूंछ फैलती है, यह दो सिर के बीच सामग्रियों को कसकर जकड़ लेती है, एक मजबूत, स्थायी कनेक्शन बनाती है।
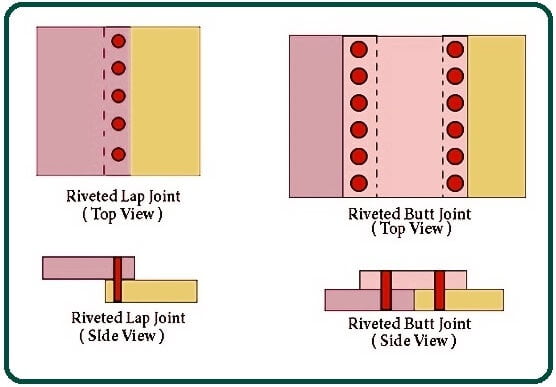
Riveted कनेक्शन/जोड़ बहुत मजबूत और टिकाऊ होते हैं, क्योंकि रिवेट्स कनेक्टेड सामग्रियों में तनाव को वितरित करने में मदद करते हैं, लोड-असर क्षमता में सुधार और विफलता के लिए प्रतिरोध। इन जोड़ों को अलग -अलग लोड स्थितियों को संभालने के लिए डिज़ाइन किया जा सकता है, जिसमें तन्यता, कतरनी और संयुक्त बल शामिल हैं। दो सबसे आम प्रकार के riveting जोड़ों को लैप जोड़ों हैं, जहां दो टुकड़े ओवरलैप होते हैं और एक साथ riveted होते हैं, और बट जोड़ों , जहां टुकड़ों को एंड-टू-एंड रखा जाता है और एक तीसरे अतिव्यापी टुकड़े के साथ शामिल हो जाते हैं, जैसे कि एक कवर प्लेट। वांछित संयुक्त बनाने के लिए, अलग प्रकार के rivets
Riveting के लाभ
रिवेटिंग सदियों से सामग्रियों में शामिल होने का एक विश्वसनीय तरीका रहा है, जो अद्वितीय लाभ प्रदान करता है जो इसे विभिन्न उद्योगों में अपरिहार्य बनाता है।
सरल और लागत प्रभावी
Riveting प्रक्रिया को संचालित करना आसान है और इसके लिए न्यूनतम उपकरण की आवश्यकता होती है। वेल्डिंग के विपरीत, जिसमें विद्युत शक्ति और विशेष मशीनरी की आवश्यकता होती है, रिवेटिंग को मैन्युअल रूप से या न्यूनतम शक्ति के साथ किया जा सकता है, जिससे यह कई अनुप्रयोगों के लिए एक सस्ती और पोर्टेबल विकल्प बन जाता है, विशेष रूप से छोटे-पैमाने या कम जटिल अनुप्रयोगों में।
असमान सामग्री संगतता
विघटन सामग्री में शामिल होने के लिए riveting का उपयोग किया जा सकता है। वेल्डिंग के विपरीत, जो आम तौर पर सबसे अच्छा काम करता है जब सामग्री में समान गुण होते हैं (विशेष रूप से पिघलने वाले बिंदु), riveting प्रभावी रूप से धातुओं, प्लास्टिक, कंपोजिट या यहां तक कि कपड़े को तेज कर सकते हैं। यह लचीलापन एयरोस्पेस जैसे उद्योगों में विशेष रूप से मूल्यवान है, जहां विभिन्न सामग्रियों को अक्सर शक्ति, वजन और प्रदर्शन का अनुकूलन करने के लिए एक ही संरचना में जोड़ा जाता है।
मजबूत और टिकाऊ कनेक्शन
Riveting Rivet को विकृत करके एक यांत्रिक बंधन बनाता है, जो एक तंग, सुरक्षित कनेक्शन बनाता है जो प्रभावी रूप से पृथक्करण, कंपन और तनावों का विरोध करता है। यह चक्रीय लोडिंग के साथ वातावरण में काफी अच्छा प्रदर्शन करता है। यह स्थायी यांत्रिक विरूपण (विशेष रूप से ठोस rivets में) इसे बोल्ट या शिकंजा जैसे फास्टनरों की तुलना में अधिक टिकाऊ बना सकता है।
गर्मी की कोई आवश्यकता नहीं
चूंकि riveting को उच्च तापमान की आवश्यकता नहीं होती है, इसलिए थर्मल विरूपण या सामग्री के कमजोर होने का कोई जोखिम नहीं होता है। यह विशेष रूप से फायदेमंद है जब गर्मी-संवेदनशील सामग्री, जैसे कि एल्यूमीनियम या कुछ कंपोजिट के साथ काम करते हैं, जो वेल्डिंग प्रक्रिया के दौरान क्षतिग्रस्त हो सकते हैं।
कुछ मामलों में प्रतिवर्ती
कुछ प्रकार के रिवेट्स, जैसे कि ब्लाइंड रिवेट्स, एकतरफा एप्लिकेशन के लिए अनुमति देते हैं। इसके अतिरिक्त, जबकि कई मामलों में स्थायी, कुछ riveted जोड़ों को रखरखाव या मरम्मत के लिए अलग किया जा सकता है, खासकर अगर अंधे रिवेट्स का उपयोग किया जाता है।
रिवेटिंग की सीमाएँ
हालांकि, किसी भी बन्धन विधि की तरह, riveting अपनी सीमाओं के साथ आता है, जिसे आपकी परियोजना के लिए चुनते समय विचार किया जाना चाहिए।
दृश्यमान रिवेट हेड
Riveting आमतौर पर सतह पर दिखाई देने वाली रिवेट सिर छोड़ देता है, जो सतह खत्म को बाधित कर सकता है और उन अनुप्रयोगों में अवांछनीय हो सकता है जहां सौंदर्यशास्त्र महत्वपूर्ण हैं। उदाहरण के लिए, उपभोक्ता उत्पादों या वाहनों में जहां एक चिकनी, स्वच्छ उपस्थिति महत्वपूर्ण है, रिवेट हेड्स की उपस्थिति समग्र रूप से अलग हो सकती है।
सीमित शक्ति
जबकि रिवेटिंग गतिशील, उच्च-कंपन वातावरण के लिए अच्छी तरह से अनुकूल है, यह आमतौर पर वेल्डिंग के समान लोड-असर क्षमता की पेशकश नहीं करता है। चरम लोड-असर स्थितियों में, riveted जोड़ों में वेल्डेड जोड़ों की तुलना में कम कतरनी और तन्यता ताकत हो सकती है और वेल्डिंग के रूप में प्रभावी रूप से सामग्री की अधिकतम संरचनात्मक अखंडता को बनाए नहीं रख सकते हैं।
वजन विचार
रिवेट्स एक संरचना में वजन जोड़ सकते हैं, खासकर जब कई रिवेट्स का उपयोग किया जाता है। वेल्डिंग या चिपकने जैसे अन्य बन्धन तरीकों की तुलना में, Rivets हमेशा सबसे हल्का समाधान नहीं हो सकता है, जो एयरोस्पेस जैसे अनुप्रयोगों में एक नुकसान हो सकता है जहां वजन में कमी महत्वपूर्ण है।
स्थापना चुनौतियां
जबकि riveting आम तौर पर सरल और अधिक सस्ती होती है, कुछ अनुप्रयोगों में, स्थापना प्रक्रिया श्रम-गहन हो सकती है। उच्च-मात्रा वाले उत्पादन या बड़े पैमाने पर संरचनाओं में, रिवेट्स को स्थापित करने और स्थापित करने के लिए अधिक जनशक्ति की आवश्यकता हो सकती है, खासकर जब कई रिवेट्स को मैन्युअल रूप से या हाइड्रोलिक टूल के साथ विकृत करने और विकृत करने की आवश्यकता होती है। इसके अतिरिक्त, बेहद मोटी सामग्री के लिए, फास्टनरों की एक परिमित संख्या के साथ निरंतर संबंध प्रदान करने की क्षमता में riveting सीमित हो सकता है। कुछ rivets, जैसे कि ठोस rivets, को संयुक्त के दोनों किनारों तक भी पहुंच की आवश्यकता होती है, जो सीमित स्थानों या जटिल असेंबली में अव्यावहारिक हो सकता है।
वेल्डिंग क्या है?
Riveting के विपरीत, जो सामग्री में शामिल होने के लिए मैकेनिकल फास्टनरों (rivets) का उपयोग करता है, वेल्डिंग आधार सामग्री पर गर्मी लागू करके एक मजबूत, स्थायी बंधन बनाता है। गर्मी स्रोत- जैसे कि एक इलेक्ट्रिक आर्क, गैस फ्लेम, या लेजर- संयुक्त पर निर्देशित होता है, सामग्री के किनारों को पिघला देता है और उन्हें फ्यूज करने का कारण बनता है। गर्मी को हटाने के बाद, वेल्ड ठंडा हो जाता है और जम जाता है, एक निर्बाध बंधन बनाता है जो आमतौर पर उतना ही मजबूत होता है, या उससे भी अधिक मजबूत होता है, सामग्री स्वयं। अक्सर, एक भराव सामग्री, जैसे छड़ या तार, संयुक्त को बढ़ाने और सामग्री के बीच किसी भी अंतराल को भरने के लिए जोड़ा जाता है।
वेल्डेड जोड़ों के प्रकार
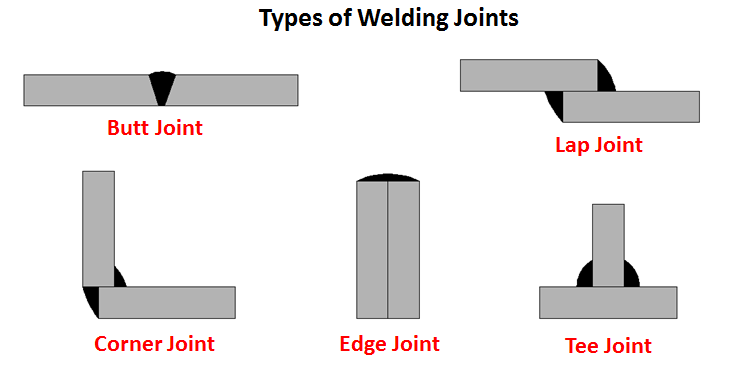
एक वेल्डेड संयुक्त सामग्री की भौतिक व्यवस्था और डिजाइन का वर्णन करता है। सामान्य वेल्डेड जोड़ों में शामिल हैं:
बट वेल्डिंग जोड़ों: One of the most basic and commonly used welding joints, where two materials are aligned edge-to-edge and welded together. These joints are suitable for materials of the same or similar thickness. In thicker materials, edge preparation (such as beveling) is often required to ensure a strong joint.
गोद वेल्डिंग जोड़ों:A variation of butt joints, lap joints are formed by overlapping two sheet metal pieces and welding them together on one or both sides. They work well for joining materials of different thicknesses or when a strong connection is needed without the need for deep penetration.
टी वेल्डिंग जोड़ों: These joints are created by placing two pieces at a 90° angle to each other, forming a "T" shape. Often welded using fillet welds, tee joints are commonly used in frame constructions, or where one piece is placed at the center of another.
कॉर्नर वेल्डिंग जोड़ों:Similar to tee welding joints, corner joints are made by positioning two pieces at a right angle, forming an L-shape. They are often found in lighter applications, such as in furniture, enclosures, or frames, though they can also be used in heavy construction depending on the material and the weld quality.
एज वेल्डिंग जोड़ों: Edge joints are similar to corner joints in that two pieces of material are joined at their edges, but in an edge joint, the materials are placed side by side rather than at an angle. Depending on the application, the materials may be bent at an angle. Edge joints can be welded along just the edges or around the entire perimeter, depending on the project requirements.
वेल्डिंग प्रक्रियाओं के प्रकार
इन विभिन्न प्रकार के वेल्डेड जोड़ों को प्रभावी ढंग से बनाने के लिए, विभिन्न वेल्डिंग प्रक्रियाओं का उपयोग किया जाता है। यहां, हम कुछ सबसे अधिक उपयोग किए जाने वाले वेल्डिंग विधियों का परिचय देते हैं:
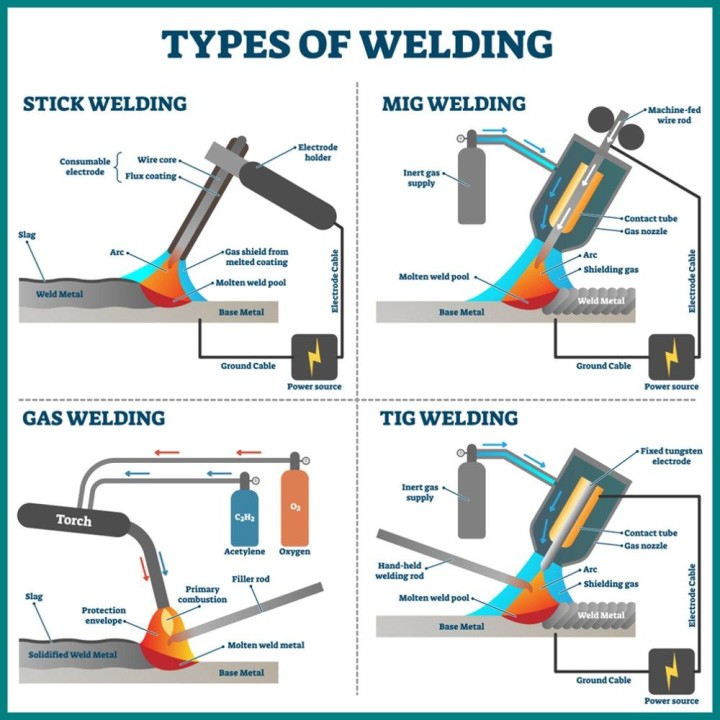
मिग (मेटल इनर्ट गैस) वेल्डिंग:Also known as गैस धातु चाप वेल्डिंग (जीएमएडब्ल्यू), is the most common welding technique, especially used for sheet metal. In MIG welding, a continuous wire electrode acts as both the electrode and filler metal. The electrode is fed through a welding gun, creating an arc that melts the metal and fuses the workpieces. The weld pool is protected by an inert gas, typically argon or CO2, to prevent contamination. The process produces a smooth, continuous weld with minimal spatter and fewer interruptions compared to other welding methods. It is fast and can be easily automated for high-volume production.
TIG (टंगस्टन अक्रिय गैस) वेल्डिंग: Or गैस टंगस्टन आर्क वेल्डिंग (GTAW), uses a non-consumable tungsten electrode and an inert gas (argon or helium) to create precise, high-quality welds. Filler material, if needed, is added separately—either manually or automatically—to fill any gaps between the materials being joined. TIG welding can be used to weld both ferrous metals (such as stainless steel) and non-ferrous metals (like aluminum, titanium, and copper). It is preferred for precision work, especially on thin materials, due to its excellent heat control and minimal heat-affected zone.
फ्लक्स-कोर आर्क वेल्डिंग (FCAW):Similar to MIG welding, both use a continuous feed of wire as the electrode and filler metal. However, FCAW uses a tubular wire filled with flux. The flux generates gas that shields the weld pool from contamination. This process can be used with or without external shielding gas. FCAW offers deep penetration and works well on thick materials. It is faster than MIG welding and can be used outdoors in windy conditions.
स्टिक वेल्डिंग (परिरक्षित धातु आर्क वेल्डिंग, SMAW): Uses a flux-coated electrode to create an electric arc. The electrode melts under the heat of the arc, providing both the filler metal for the weld and a shielding gas from the flux coating to protect the weld from contamination. Stick welding is a simple, portable, and versatile method, suitable for materials of various thicknesses. It is commonly used in a variety of environments, especially outdoors and in harsh conditions. However, its welding speed is slower compared to other methods, and the precision may be lower.
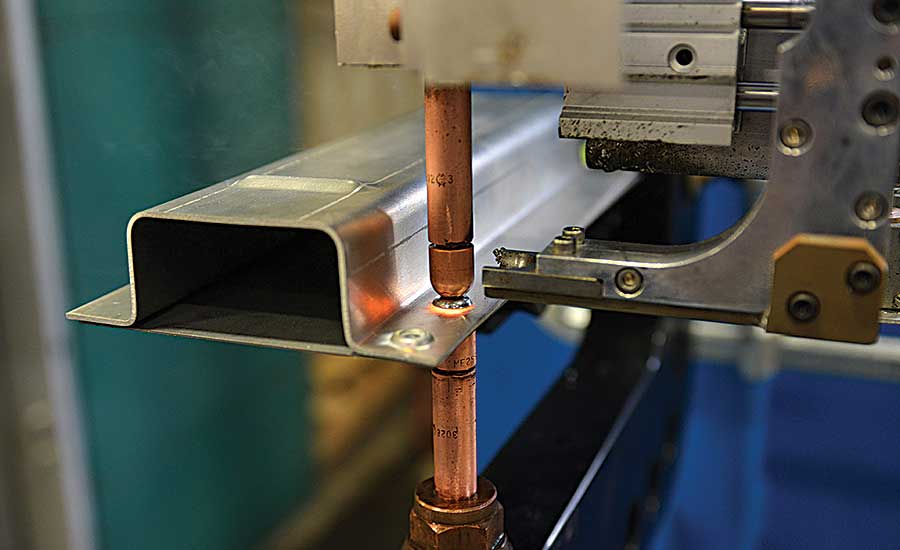
स्पॉट वैल्डिंग: A type of resistance welding that generates heat through electrical resistance at the contact points between two metal pieces, causing them to heat up and melt locally. The pieces are then pressed together, fusing at the contact point to form a weld. Spot welding is precise and highly efficient for high-volume production. It does not require filler metal or shielding gas, making it a cost-effective welding method. This technique is commonly used in automotive manufacturing—especially for body panel assembly—as well as in home appliance production and electrical component connections.
वेल्डिंग के लाभ
चाहे विनिर्माण, निर्माण, या मरम्मत में, वेल्डिंग उच्च-प्रदर्शन, लंबे समय तक चलने वाले कनेक्शन बनाने के लिए एक महत्वपूर्ण प्रक्रिया बनी हुई है।
उच्च शक्ति
वेल्डेड जोड़ आमतौर पर आधार सामग्री के रूप में मजबूत होते हैं, और कभी -कभी मजबूत भी होते हैं। ऐसा इसलिए है क्योंकि वेल्डिंग प्रक्रिया आणविक स्तर पर सामग्री को फ़्यूज़ करती है, जो संभावित विफलता के लिए किसी भी अतिरिक्त कमजोर बिंदुओं या क्षेत्रों के बिना एक सजातीय बंधन बनाती है। इसके अतिरिक्त, वेल्ड सुदृढीकरण- जब वेल्ड मनका आधार सामग्री की तुलना में मोटा होता है - संयुक्त की ताकत को और बढ़ा सकता है।
निर्बाध और स्वच्छ जोड़ों
टीआईजी और लेजर वेल्डिंग जैसे वेल्डिंग तरीके प्रक्रिया पर सटीक नियंत्रण प्रदान करते हैं, जिसके परिणामस्वरूप उच्च-गुणवत्ता, सहज खत्म होता है। यह वेल्डिंग को एक बेहतर विकल्प बनाता है जब सौंदर्यशास्त्र या संरचनात्मक अखंडता महत्वपूर्ण होती है।
बहुमुखी प्रतिभा
वेल्डिंग का उपयोग धातुओं की एक विस्तृत श्रृंखला में शामिल होने के लिए किया जा सकता है, जिसमें धातु (स्टील, एल्यूमीनियम, स्टेनलेस स्टील, टाइटेनियम) और थर्माप्लास्टिक शामिल हैं। विभिन्न वेल्डिंग तकनीकें पतली चादरों से लेकर मोटी, भारी घटकों तक विभिन्न मोटाई में शामिल होने में सक्षम बनाती हैं। इसके अतिरिक्त, वेल्डिंग डिजाइन लचीलापन प्रदान करता है, जो संयुक्त आकृतियों, कोणों और झुकावों की एक श्रृंखला के लिए अनुमति देता है।
वेल्डिंग की सीमाएँ
जबकि वेल्डिंग ताकत, स्थायित्व और बहुमुखी प्रतिभा प्रदान करता है, इसकी सीमाएं भी हैं।
सामग्री सीमाएँ
जबकि वेल्डिंग विभिन्न सामग्रियों में शामिल हो सकता है, यह आमतौर पर अधिक कठिन होता है जब सामग्री में काफी अलग -अलग गुण होते हैं (जैसे, पिघलने वाले बिंदु, थर्मल विस्तार दर)। भौतिक गुणों में अंतर क्रैकिंग, पोरसिटी या कमजोर जोड़ों जैसे मुद्दों का कारण बन सकता है। इन मामलों के लिए विशेष तकनीकों या भराव सामग्री की आवश्यकता होती है, जिससे प्रक्रिया अधिक जटिल हो जाती है।
थर्मल विरूपण
वेल्डिंग में उच्च तापमान थर्मल विरूपण या सामग्रियों के युद्ध का कारण बन सकता है, विशेष रूप से पतली या गर्मी-संवेदनशील सामग्री में। इससे आयामी अशुद्धि और आंतरिक तनाव हो सकता है, जिसके लिए अतिरिक्त प्रक्रियाओं को सीधा करने या गर्मी उपचार जैसी अतिरिक्त प्रक्रियाओं की आवश्यकता हो सकती है।
उच्च कौशल आवश्यकता
वेल्डिंग को उच्च गुणवत्ता वाले परिणामों को प्राप्त करने के लिए उच्च कौशल स्तर और अनुभव की आवश्यकता होती है। यहां तक कि तकनीक में मामूली बदलाव भी अनुचित संलयन, कमजोर जोड़ों या अत्यधिक गर्मी इनपुट जैसे दोषों को जन्म दे सकते हैं।
लागत
वेल्डिंग उपकरणों की खरीद लागत और रखरखाव काफी अधिक हो सकती है, विशेष रूप से टीआईजी वेल्डिंग या लेजर वेल्डिंग जैसी विशेष प्रक्रियाओं के लिए। इसके अलावा, एक सुसंगत बिजली की आपूर्ति समग्र खर्चों को जोड़ सकती है।
सुरक्षा जोखिम
वेल्डिंग प्रक्रिया ऑपरेटरों को उच्च तापमान, विकिरण (यूवी और आईआर), और संभावित रूप से खतरनाक धुएं या गैसों के लिए उजागर करती है, जो ठीक से प्रबंधित नहीं होने पर महत्वपूर्ण सुरक्षा जोखिम पैदा कर सकती है।
Riveting बनाम वेल्डिंग: कौन सा चुनना है?
उपरोक्त इन दो जुड़ने वाले तरीकों की शुरूआत के माध्यम से, अब हमारे पास riveting और वेल्डिंग की व्यापक समझ है। अपनी परियोजना के लिए सबसे अच्छी तकनीक निर्धारित करने में मदद करने के लिए, यहां एक त्वरित मार्गदर्शिका है कि एक दूसरे पर कब चुनें।
जब वेल्डिंग पर riveting चुनें
अलग -अलग पिघलने वाले बिंदुओं और थर्मल विस्तार के साथ असहमति सामग्री में शामिल होने पर, riveting को पसंद किया जाता है क्योंकि इसे केवल रिवेट्स के साथ ड्रिलिंग और बन्धन की आवश्यकता होती है।
यदि प्रारंभिक बजट सीमित है या संरचना को अत्यधिक उच्च शक्ति की आवश्यकता नहीं है, तो रिवेटिंग बेहतर विकल्प होगा।
जब भविष्य के डिस्सैम या प्रतिस्थापन की आवश्यकता होती है, तो रिवेटिंग अच्छी तरह से अनुकूल है क्योंकि रिवेट्स को अपेक्षाकृत आसानी से हटाया जा सकता है। यह एक मजबूत अंतिम संयुक्त के लिए वेल्डिंग के लिए संक्रमण से पहले प्रोटोटाइप के दौरान त्वरित संशोधनों के लिए भी अनुमति देता है।
गर्मी-संवेदनशील सामग्री के साथ काम करते समय, जैसे कि कुछ प्लास्टिक या पतली धातु की चादरें, riveting थर्मल विरूपण से बचने में मदद करती हैं। उदाहरण के लिए, एल्यूमीनियम मिश्र धातु बरतन आमतौर पर विधानसभा के लिए riveting पर निर्भर करता है।
उन स्थितियों में जहां स्थापना और मरम्मत को बिजली स्रोत के बिना या सीमित स्थानों में किया जाना चाहिए, riveting अधिक व्यावहारिक है, क्योंकि इसमें बिजली या विशेष उपकरण की आवश्यकता नहीं होती है।
जब riveting पर वेल्डिंग चुनें
उन संरचनाओं के लिए जो उच्च तनाव, लंबे समय तक भार, और कठोर परिस्थितियों का सामना करनी चाहिए - जैसे कि चरम मौसम, जंग और रासायनिक जोखिम - विलिंग एक अधिक टिकाऊ और विश्वसनीय समाधान प्रदान करता है। हालांकि, दीर्घकालिक प्रतिरोध सुनिश्चित करने के लिए सही सामग्री और सुरक्षात्मक कोटिंग्स का चयन करना महत्वपूर्ण है।
यदि आपकी परियोजना संयुक्त को अलग करने की आवश्यकता के बिना अधिकतम संरचनात्मक अखंडता की मांग करती है, या चरम लोड-असर क्षमता की आवश्यकता होती है-जैसे कि एयरोस्पेस या ब्रिज जैसे महत्वपूर्ण अनुप्रयोगों में- बुद्धि-बचना बेहतर विकल्प है।
उच्च-दृश्यता अनुप्रयोगों के लिए जहां सौंदर्यशास्त्र महत्वपूर्ण हैं, सहज, चिकनी जोड़ों को प्राप्त करने के लिए वेल्डिंग चुनें।
कस्टम आकृतियों, अनियमित ज्यामितीय, या मोटी सामग्री में शामिल होने के लिए, वेल्डिंग एक अधिक प्रभावी तरीका है।
वेल्डिंग अक्सर उच्च तापमान के संपर्क में आने वाली सामग्रियों के लिए पसंदीदा विकल्प है, क्योंकि यह एक अखंड संरचना बनाता है जो थर्मल विस्तार और संकुचन को बेहतर ढंग से संभाल सकता है। इसके विपरीत, riveted जोड़ों, अपने यांत्रिक इंटरफेस के साथ, अंतर विस्तार के कारण तनाव बिल्डअप का अनुभव कर सकते हैं, जो कि बार -बार हीटिंग और शीतलन चक्रों पर, ढीला या विरूपण हो सकता है।
दबाव वाहिकाओं या जलरोधी जोड़ों की आवश्यकता वाले अनुप्रयोगों में, वेल्डिंग सहज जोड़ों को बनाता है जो कनेक्शन बिंदुओं पर कोई रिसाव सुनिश्चित नहीं करते हैं।
निष्कर्ष
riveting बनाम वेल्डिंग की बहस में, सही विकल्प आपकी परियोजना की विशिष्ट आवश्यकताओं पर निर्भर करता है। Riveting एक बढ़िया विकल्प है यदि आपको कुछ आसान की आवश्यकता है या गर्मी-संवेदनशील सामग्री के साथ काम कर रहे हैं। दूसरी ओर, वेल्डिंग अपनी ताकत, स्थायित्व और डिजाइन लचीलेपन के लिए बाहर खड़ा है। इन प्रमुख बिंदुओं को ध्यान में रखते हुए, आप एक सूचित निर्णय ले सकते हैं जो आपकी परियोजना के लिए सबसे अच्छा है।