हर रोज घरेलू वस्तुओं से लेकर उच्च प्रदर्शन वाले औद्योगिक घटकों तक, प्लास्टिक का निर्माण हमारे आसपास की दुनिया को आकार देने में बहुत योगदान देता है। इन घटकों के विविध आकार और कार्यों का उत्पादन विनिर्माण प्रक्रियाओं की एक सीमा का उपयोग करके किया जाता है, जिसमें इंजेक्शन मोल्डिंग, प्लास्टिक एक्सट्रूज़न, 3 डी प्रिंटिंग, और बहुत कुछ शामिल है। प्लास्टिक के हिस्से के उत्पादन में इन विधियों को क्या अलग करता है, और कौन सा -कौन या संयोजन - आपकी परियोजना के लिए सबसे उपयुक्त है? बजट, भाग डिजाइन, प्लास्टिक सामग्री और उत्पादन की मात्रा कुछ ऐसे कारक हैं जो प्लास्टिक निर्माण विधि चुनते समय खेल में आते हैं। यह लेख 11 सामान्य प्लास्टिक निर्माण विधियों का परिचय देता है, यह बताते हुए कि वे कैसे काम करते हैं, उनके लाभ, सीमाएं और विशिष्ट अनुप्रयोग।
अंतः क्षेपण ढलाई
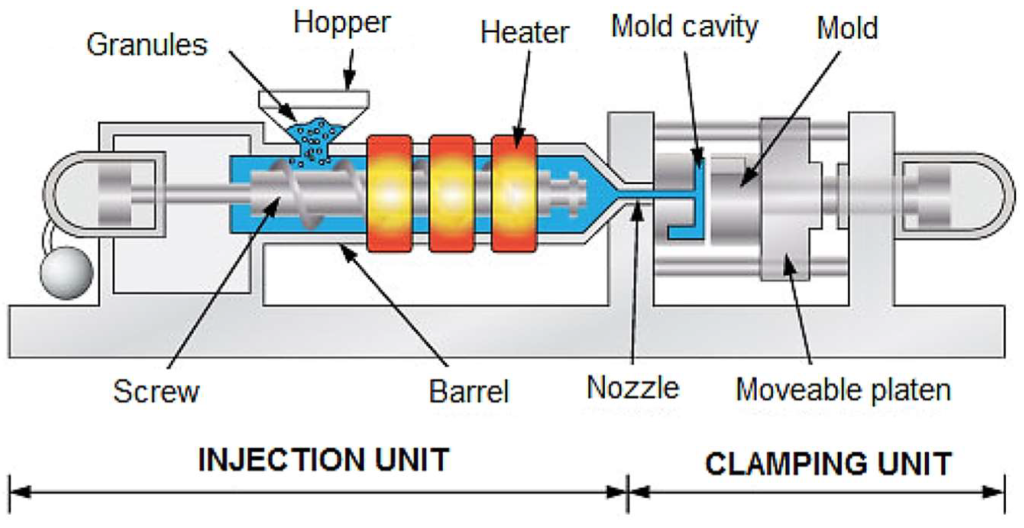
इंजेक्शन मोल्डिंग सबसे आम प्लास्टिक प्रसंस्करण विधियों में से एक है। यह प्लास्टिक के छर्रों (मुख्य रूप से थर्माप्लास्टिक पॉलिमर, और कुछ थर्मोसेट सामग्री) को गर्म करके काम करता है और फिर एक उच्च दबाव वाले पेंच प्रणाली का उपयोग करके एक मोल्ड गुहा में पिघला हुआ सामग्री को इंजेक्ट करता है। आधुनिक मोल्ड अक्सर एकीकृत शीतलन चैनल को शामिल करते हैं, जो शीतलन प्रक्रिया में तेजी लाते हैं और यह सुनिश्चित करते हैं कि प्लास्टिक समान रूप से जम जाता है और मोल्ड की आंतरिक सतहों के जटिल विवरणों को सटीक रूप से पकड़ लेता है। प्लास्टिक को ठंडा और ठोस होने के बाद, मोल्ड खुल जाता है, और ठोस भाग को बाहर निकाल दिया जाता है।
इंजेक्शन मोल्डिंग के लिए मोल्ड्स आमतौर पर कठोर स्टील से बने होते हैं, जो उच्च दबाव और तापमान का सामना करने के लिए डिज़ाइन किया गया है, साथ ही साथ बड़े पैमाने पर उत्पादन में बार -बार उपयोग किया जाता है। नरम एल्यूमीनियम मोल्ड एक कम महंगा विकल्प हैं, लेकिन तेजी से पहनते हैं, इसलिए, वे आमतौर पर अधिक मध्यम उत्पादन रन के लिए उपयोग किए जाते हैं।
इंजेक्शन मोल्डिंग अत्यधिक जटिल भागों का उत्पादन कर सकता है, लेकिन कुछ ज्यामितीय - जैसे गहरे छेद, जटिल विशेषताएं, या आंतरिक संरचनाएं - मोल्ड डिजाइन और उत्पादन लागत में वृद्धि करेंगे। विनिर्माण (DFM) दिशानिर्देशों के लिए डिजाइन के बाद टूलींग लागत को प्रबंधनीय रखने में मदद मिलेगी। इंजेक्शन मोल्डिंग के लिए नए मोल्ड बनाने में पूरा होने में महीनों लग सकते हैं, और उनकी लागत सैकड़ों हजारों या अधिक में चल सकती है। एक बार मोल्ड्स के उपयोग में आने के बाद, इंजेक्शन मोल्डिंग के लिए चक्र का समय बहुत कम होता है, कम समय में बड़ी मात्रा में उच्च गुणवत्ता वाले भागों के उत्पादन के लिए अनुमति देता है, यूनिट की लागत अन्य विनिर्माण प्रक्रियाओं की तुलना में काफी कम होती है।
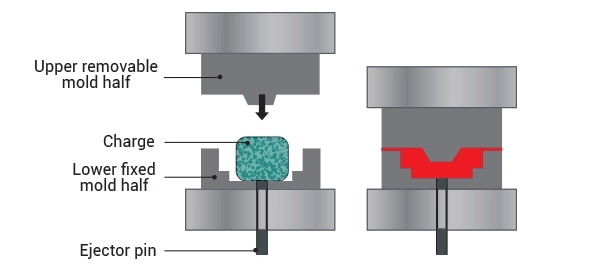
संपीड़न मोल्डिंग में, कच्चा माल, आमतौर पर एक थर्मोसेटिंग बहुलक या इलास्टोमर जैसे कि सिलिकॉन रबर, प्रीहीट किया जाता है और एक खुले मोल्ड गुहा में रखा जाता है। एक हाइड्रोलिक प्रेस तब मोल्ड को बंद कर देता है, गर्मी और दबाव को लागू करता है ताकि सामग्री को गुहा के अनुरूप होने के लिए मजबूर किया जा सके और उसके अंतिम आकार में इलाज किया जा सके।
इंजेक्शन मोल्डिंग की तुलना में, संपीड़न मोल्डिंग में एक सरल मोल्ड संरचना और कम विनिर्माण लागत होती है, जिससे यह कम-से-मध्यम उत्पादन रन और बड़े भागों के लिए उपयुक्त हो जाता है। इंजेक्शन मोल्ड्स के विपरीत, इसके लिए कोई गेट्स, रनर, या ओवरफ्लो संरचनाओं की आवश्यकता नहीं होती है, जिससे सामग्री के उपयोग को अधिकतम किया जाता है और कचरे को कम किया जाता है। थर्मोसेटिंग प्लास्टिक और कुछ कंपोजिट एक अपरिवर्तनीय इलाज प्रतिक्रिया से गुजरते हैं, जिससे उन्हें उच्च गर्मी प्रतिरोध और संरचनात्मक शक्ति मिलती है।
हालांकि, संपीड़न मोल्डिंग में इंजेक्शन मोल्डिंग की तुलना में एक लंबा उत्पादन चक्र होता है, क्योंकि इलाज की प्रक्रिया में अधिक समय लगता है। इसके अतिरिक्त, अंतिम उत्पाद में स्थिरता बनाए रखना और फ्लैशिंग (मोल्ड से बचने वाली अतिरिक्त सामग्री) का प्रबंधन करना चुनौतीपूर्ण हो सकता है, और प्रारंभिक मोल्ड डिजाइन की तैयारी में बहुत देखभाल की आवश्यकता है।
विशिष्ट अनुप्रयोग:
रबर घटक (गास्केट, ओ-रिंग और कीपैड)।
ऑटोमोटिव पार्ट्स (हुड, फेंडर, स्कूप्स, स्पॉइलर और ब्रेक पैड)।
विद्युत घटक (विद्युत इंसुलेटर, सर्किट ब्रेकर)।
समग्र सामग्री भाग (शीसे रेशा-प्रबलित प्लास्टिक)।
फूंक मार कर की जाने वाली मोल्डिंग
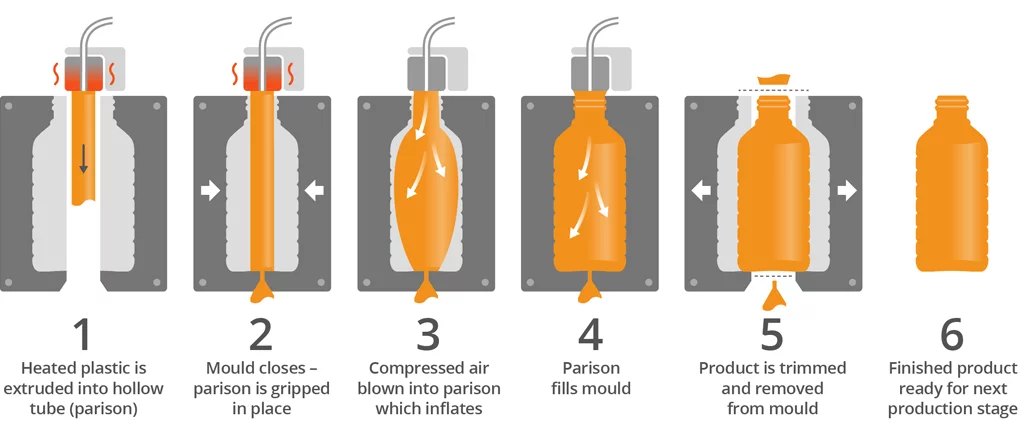
इस विधि का उपयोग एक नरम प्लास्टिक ट्यूब को फुलाने के लिए हवा को उड़ाकर खोखले और पतली दीवारों वाले प्लास्टिक भागों का उत्पादन करने के लिए किया जाता है, जिसे पारिसन (एक निरंतर, आस्तीन जैसी संरचना), या प्रीफॉर्म कहा जाता है। जैसा कि संपीड़ित हवा पारिसन में प्रवेश करती है, यह पिघला हुआ थर्माप्लास्टिक ट्यूब को विस्तारित करने और मोल्ड के अंदर के आकार को लेने के लिए मजबूर करता है। एक बार ठंडा होने के बाद, बने प्लास्टिक को बाहर निकाल दिया जाता है।
इंजेक्शन मोल्डिंग की तरह, ब्लो मोल्डिंग को पूरी तरह से स्वचालित किया जा सकता है, जिसके परिणामस्वरूप उच्च उत्पादन दर और कम इकाई लागत होती है। लेकिन ब्लो मोल्डिंग इंजेक्शन मोल्डिंग की तुलना में बहुत कम दबावों पर संचालित होता है, जिससे टूलींग लागत कम हो जाती है। ब्लो मोल्डिंग के तीन प्राथमिक प्रकार हैं:
एक्सट्रूज़न ब्लो मोल्डिंग (ईबीएम) is the most common method. In this process, a molten plastic tube (parison) is continuously extruded, clamped into a mold, and then inflated with compressed air. EBM supports large, complex hollow parts like fuel tanks and industrial containers and works with various thermoplastics. However, inconsistencies in wall thickness may occur. Flashing often forms at the mold joints, requiring post-trimming to remove excess material, which leads to higher material waste.
इंजेक्शन ब्लो मोल्डिंग (आईबीएम) follows a two-step process, where a preform is first injection molded, then reheated and inflated in a blow mold. It offers high precision, uniform wall thickness, and a smooth finish, which is perfect for producing small, detailed parts.IBM produces less waste than EBM but is less efficient for large containers.
इंजेक्शन स्ट्रेच ब्लो मोल्डिंग (आईएसबीएम) adds a stretching step before blowing, aligning polymer chains to enhance strength, clarity, and barrier properties. This method is ideal for thin-walled, impact-resistant containers, though commonly applied to materials like PET and PP and requires more processing steps than other blow molding techniques.
विशिष्ट अनुप्रयोग:
प्लास्टिक की बोतलें (पेय, शैम्पू, डिटर्जेंट)।
मोटर वाहन घटक (ईंधन टैंक, वायु नलिकाएं, द्रव जलाशय)।
चिकित्सा और औद्योगिक कंटेनर (बाँझ पैकेजिंग, रासायनिक भंडारण, थोक तरल कंटेनर)।
घूर्णी मोल्डिंग
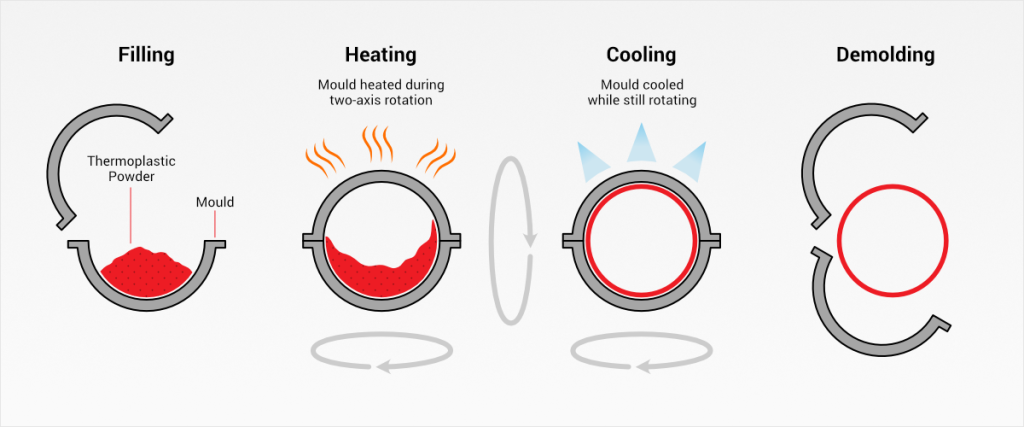
घूर्णी मोल्डिंग, या रोटोमोल्डिंग, एक और प्रक्रिया है जिसका उपयोग खोखले प्लास्टिक भागों का उत्पादन करने के लिए किया जाता है, लेकिन यह ब्लो मोल्डिंग से काफी अलग है। घूर्णी मोल्डिंग में, प्लास्टिक पाउडर या तरल राल को एक खोखले मोल्ड के अंदर रखा जाता है, जिसे बाद में दो (या अधिक) कुल्हाड़ियों के साथ गर्म और घुमाया जाता है। यह धीमा, निरंतर रोटेशन यह सुनिश्चित करता है कि पिघला हुआ प्लास्टिक समान रूप से मोल्ड के पूरे इंटीरियर को कोट करता है, जो गुहा के आकार के अनुरूप है। अंत में, मोल्ड को धीरे -धीरे ठंडा किया जाता है, और भाग को डिमोल्ड किया जाता है, जिसके परिणामस्वरूप एक समान दीवार की मोटाई के साथ एक खोखला घटक होता है।
घूर्णी मोल्डिंग को अन्य मोल्डिंग तकनीकों की तुलना में कम महंगे टूलींग की आवश्यकता होती है क्योंकि यह प्लास्टिक को आकार देने के लिए उच्च दबाव के बजाय केन्द्रापसारक बल पर निर्भर करता है। मोल्ड्स को गढ़े, सीएनसी-मशीन, कास्ट, या एल्यूमीनियम या एपॉक्सी से गठित किया जा सकता है, जिससे वे उत्पादन करने के लिए लागत प्रभावी और तेज हो जाते हैं, विशेष रूप से बड़े, भारी-शुल्क वाले भागों के लिए। इसके अतिरिक्त, रोटोमोल्डिंग पहले से ही मोल्ड में सीधे धातु आवेषण, आंतरिक पाइप और मजबूत संरचनाओं जैसे पूर्वनिर्मित घटकों के एकीकरण का समर्थन करता है।
यह प्रक्रिया शॉर्ट-रन उत्पादन के लिए एक उत्कृष्ट विकल्प है, या कम-मात्रा वाले अनुप्रयोगों के लिए मोल्डिंग को उड़ाने के विकल्प के रूप में है। हालांकि, इसकी कुछ डिजाइन सीमाएं हैं। तैयार भागों में आम तौर पर शिथिल सहिष्णुता होती है, और लंबे हीटिंग और कूलिंग चक्र प्रक्रिया को धीमा और श्रम-गहन बनाते हैं, जिससे उच्च-मात्रा विनिर्माण के लिए इसकी दक्षता कम होती है।
विशिष्ट अनुप्रयोग:
भंडारण समाधान (जल भंडारण टैंक, ईंधन टैंक)।
टिकाऊ मनोरंजक उत्पाद (कश्ती, खेल का मैदान उपकरण)।
भारी शुल्क वाले कंटेनर (औद्योगिक डिब्बे, बड़े प्लास्टिक कंटेनर)।
वैक्यूम कास्टिंग
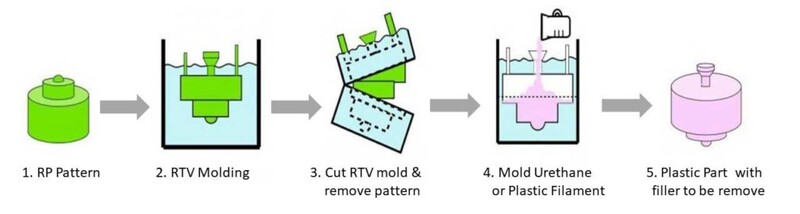
वैक्यूम कास्टिंग, जिसे उरथेन कास्टिंग भी कहा जाता है, एक नरम टूलिंग तकनीक है जो पॉलीयुरेथेन प्लास्टिक और इलास्टोमर्स कास्टिंग के लिए सिलिकॉन मोल्ड्स का उपयोग करती है। यह अक्सर उच्च गुणवत्ता वाले तेजी से प्रोटोटाइप या छोटे पैमाने पर उत्पादन रन के लिए उपयोग किया जाता है, क्योंकि यह इंजेक्शन मोल्डिंग जैसे तरीकों की तुलना में तेज और कम महंगा हो सकता है।
यह प्रक्रिया cnc मशीनिंग या 3 डी प्रिंटिंग जैसी तकनीकों का उपयोग करके एक उच्च-परिशुद्धता मास्टर मॉडल बनाने के साथ शुरू होती है। इस मॉडल को तब एक कास्टिंग बॉक्स में रखा जाता है और पूरी तरह से तरल सिलिकॉन के साथ एनकैप्सुलेट किया जाता है। पूरी विधानसभा को एक पहले से गरम ओवन में स्थानांतरित किया जाता है और 40 ° पर ठीक किया जाता है, आमतौर पर 8-16 घंटे के लिए। इलाज के बाद, कठोर सिलिकॉन मोल्ड को खुला काट दिया जाता है और मास्टर मॉडल से अलग किया जाता है, जो बाद में वैक्यूम कास्टिंग के लिए नकारात्मक गुहा को उजागर करता है।
इसके बाद, सिलिकॉन मोल्ड को एक वैक्यूम चैम्बर में रखा जाता है, और तरल राल - अक्सर सौंदर्य या कार्यात्मक गुणों के लिए पिगमेंट या धातु पाउडर के साथ मिश्रित किया जाता है - मोल्ड में डाला जाता है। वैक्यूम हवा के बुलबुले को हटा देता है, एक निर्दोष, विस्तृत फिनिश सुनिश्चित करता है। राल को तब उच्च तापमान पर एक ओवन में ठीक किया जाता है, जिसके बाद ठोस भाग को हटाने के लिए सिलिकॉन मोल्ड खोला जाता है।
धातु के सांचों की तुलना में, जो उत्पादन करने के लिए महंगे और समय लेने वाले हैं, सिलिकॉन मोल्ड्स तेज और अधिक किफायती हैं। हालांकि, सिलिकॉन मोल्ड्स में एक परिमित जीवनकाल होता है, जो आमतौर पर 20-30 कलाकारों के लिए अनुमति देता है, जिससे प्रक्रिया को बड़े पैमाने पर उत्पादन के लिए अनुपयुक्त हो जाता है। इसके अलावा, सिलिकॉन मोल्ड्स थर्मोसेट पॉलीयुरेथेन और इसी तरह के योगों तक सीमित हैं, क्योंकि वे उच्च तापमान या भारी-लोड अनुप्रयोगों का सामना नहीं कर सकते हैं। इसके अतिरिक्त, अंतिम भाग की गुणवत्ता बहुत अधिक मास्टर मॉडल की सटीक और खत्म पर निर्भर करती है।
विशिष्ट अनुप्रयोग:
प्रोटोटाइपिंग (डिजाइन सत्यापन और परीक्षण के लिए कार्यात्मक प्रोटोटाइप)।
कम मात्रा में उत्पादन (आला बाजारों या पूर्व-उत्पादन रन के लिए भागों के छोटे बैच)।
सौंदर्य और कार्यात्मक भागों (उपभोक्ता इलेक्ट्रॉनिक्स, कस्टम बाड़े और केसिंग, और चिकित्सा उपकरण)।
प्लास्टिक सीएनसी मशीनिंग
प्लास्टिक CNC (कंप्यूटर संख्यात्मक नियंत्रण) मशीनिंग एक घटाव विनिर्माण प्रक्रिया है जो कंप्यूटर-नियंत्रित टूल का उपयोग ठीक से काटने, मिल, मोड़ या ठोस प्लास्टिक ब्लॉकों को वांछित आकृतियों में ड्रिल करने के लिए करती है। यह प्लास्टिक की एक विस्तृत श्रृंखला का समर्थन करता है, जैसे कि एबीएस, नायलॉन, पीई और पीपी, और गहरे छेद और अंडरकट्स जैसे जटिल ज्यामितीय का उत्पादन कर सकते हैं। मोल्डिंग विधियों के विपरीत, सीएनसी मशीनिंग मोटी दीवारों वाले भागों के लिए बेहतर अनुकूल है और मोल्ड की आवश्यकता के बिना तंग सहिष्णुता (± 0.005 ″) और चिकनी सतह खत्म हो सकती है।
सीएनसी मशीनिंग को कम-से-मध्यम मात्रा उत्पादन, प्रोटोटाइप और कस्टम भागों के लिए पसंद किया जाता है, जो लचीलापन और सटीकता की पेशकश करता है। हालांकि, यह मोल्डिंग की तुलना में अधिक सामग्री अपशिष्ट उत्पन्न करता है। प्रति भाग की लागत जटिलता के साथ बढ़ती है, क्योंकि अंडरकट्स, मल्टी-फेस ज्यामितीय और आंतरिक चैनलों जैसी सुविधाओं के लिए अतिरिक्त मशीनिंग समय और टूल एक्सेस विचार की आवश्यकता होती है। कुछ ज्यामितीय, जैसे घुमावदार आंतरिक चैनल, पारंपरिक घटाव तरीकों के साथ उत्पादन करना मुश्किल या असंभव है।
विशिष्ट अनुप्रयोग:
हल्के एयरोस्पेस घटक (कोष्ठक और आवास)।
ऑटोमोटिव पार्ट्स (कस्टम फिटिंग, सेंसर माउंट और इंटीरियर पार्ट्स)।
चिकित्सा उपकरण (सर्जिकल उपकरण, आवास और नैदानिक उपकरण)।
औद्योगिक भागों (गियर्स, सील और कस्टम मशीनरी घटक)।
3 डी मुद्रण
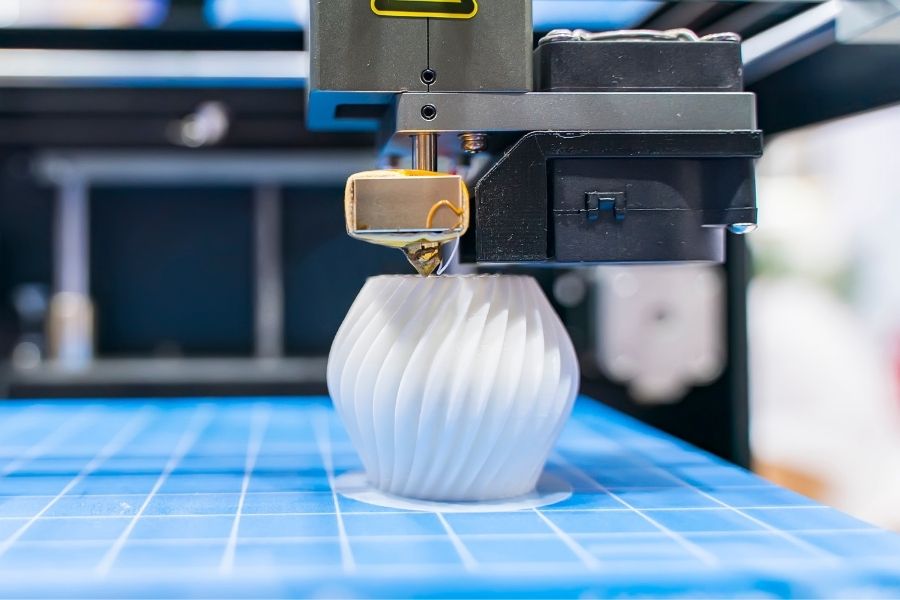
3 डी प्रिंटिंग, या एडिटिव मैन्युफैक्चरिंग, डिजिटल मॉडल से परत द्वारा प्लास्टिक पार्ट्स लेयर का निर्माण करता है। घटाव विनिर्माण के विपरीत, जो किसी वस्तु को आकार देने के लिए सामग्री को हटाता है, 3 डी प्रिंटिंग सामग्री को ठीक से जोड़ता है जहां आवश्यकता होती है। चूंकि 3 डी प्रिंटर को नए डिजाइनों के लिए कोई टूलींग और न्यूनतम सेटअप समय की आवश्यकता नहीं होती है, इसलिए इंजेक्शन मोल्डिंग या सीएनसी मशीनिंग जैसे पारंपरिक विनिर्माण विधियों की तुलना में एकल या छोटे-बैच कस्टम भागों के लिए उत्पादन लागत अपेक्षाकृत कम होती है।
हालांकि, 3 डी प्रिंटिंग आम तौर पर उत्पादन की गति में धीमी होती है और अक्सर बड़े पैमाने पर उत्पादन निर्माण प्रक्रियाओं की तुलना में संचालन और पोस्ट-प्रोसेसिंग में अधिक मैनुअल हस्तक्षेप की आवश्यकता होती है। इसके अलावा, अंतिम भागों में उपयोग की जाने वाली 3 डी प्रिंटिंग तकनीक के आधार पर कम यांत्रिक शक्ति हो सकती है। आइए 3 डी प्रिंटिंग के तीन प्राथमिक प्रकार की जाँच करें:
फ्यूज्ड डिपोजिशन मॉडलिंग (एफडीएम):The most common and affordable 3D printing method. It uses a heated nozzle to extrude thermoplastic filament along predefined paths to deposit material layer by layer. Once a layer cools, the next layer is added on top, gradually forming the final object. This process is widely accessible but prone to visible layer lines and weaker interlayer adhesion, which can affect surface quality and part strength. It struggles with overhangs and intricate details, often requiring support structures to prevent sagging and post-processing to achieve a polished finish.
Stereolithography (SLA):Uses a UV laser to cure liquid photopolymer resin into successive layers, producing parts with ultra-smooth surfaces and fine details. SLA provides greater accuracy and stronger material properties than FDM, especially in engineering plastics. However, it is more expensive due to specialized resins and equipment, and SLA parts can be brittle, often requiring post-curing for full strength.
चयनात्मक लेजर sintering (SLS): Uses a high-powered laser to fuse powdered plastic (such as nylon or TPU) into solid layers, creating a durable and highly functional part. The process does not require support structures, as the surrounding unsintered powder acts as a natural support, which enables interlocking, overhanging and other complex designs that are difficult to produce with other methods. SLS parts offer good mechanical strength but tend to have a slightly grainy surface texture.
विशिष्ट अनुप्रयोग:
उत्पाद परीक्षण और विकास (तेजी से प्रोटोटाइप और अवधारणा मॉडल)।
कम-मात्रा, जटिल आकार के प्लास्टिक भागों (एयरोस्पेस, ऑटोमोटिव और उपभोक्ता इलेक्ट्रॉनिक्स जहां अनुकूलन और हल्के संरचनाओं की आवश्यकता होती है)।
कस्टम मेडिकल प्रत्यारोपण और प्रोस्थेटिक्स (दंत संरेखण, आर्थोपेडिक प्रत्यारोपण, और कृत्रिम अंग)।
प्लास्टिक एक्सट्रूज़न
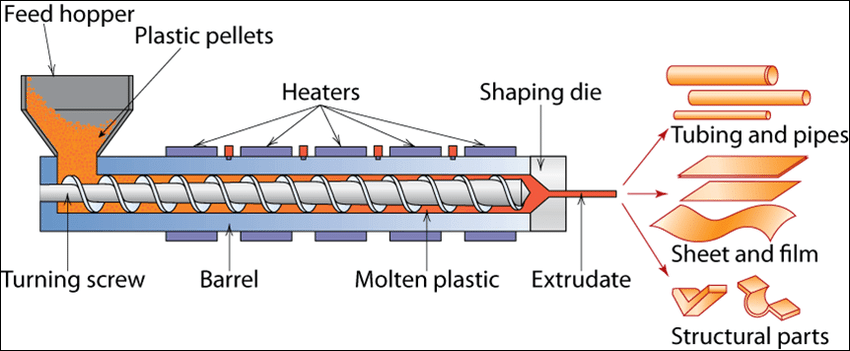
प्लास्टिक एक्सट्रूज़न एक सतत प्रक्रिया है जिसमें थर्माप्लास्टिक छर्रों को एक गर्म बैरल में खिलाया जाता है, पिघलाया जाता है, और एक घूर्णन पेंच द्वारा समरूप होता है। पिघला हुआ प्लास्टिक तब एक विशिष्ट क्रॉस-अनुभागीय आकार के साथ एक निरंतर प्रोफ़ाइल बनाने के लिए एक मरने के माध्यम से मजबूर किया जाता है। मरने से बाहर निकलने के बाद, एक्सट्रूडेड सामग्री को ठंडा किया जाता है - या तो हवा या पानी के माध्यम से - और वांछित लंबाई तक काटा जाता है। इस प्रक्रिया के वेरिएंट, उड़ाए गए फिल्म एक्सट्रूज़न और ट्यूबिंग एक्सट्रूज़न की तरह, इसकी बहुमुखी प्रतिभा का विस्तार करते हैं।
यह विधि बड़ी मात्रा में समान क्रॉस-सेक्शन प्लास्टिक उत्पादों के उत्पादन के लिए कुशल है। ये उत्पाद गुणों, आयामों, सहिष्णुता और सतह खत्म में अत्यधिक सुसंगत हैं। हालाँकि, यह जटिल त्रि-आयामी ज्यामिति का उत्पादन नहीं कर सकता है।
विशिष्ट अनुप्रयोग:
पाइप और प्रोफाइल (प्लास्टिक पाइप, खिड़की के फ्रेम और रेलिंग)।
चादरें और फिल्में (पैकेजिंग फिल्में, प्लास्टिक की चादरें और कृषि रैप्स)।
विद्युत केबल इन्सुलेशन (विद्युत प्रणालियों में तारों और केबलों के लिए सुरक्षात्मक कोटिंग्स)।
अन्य उत्पाद (फर्श, औद्योगिक चादरें, और जूता तलवों)।
प्लास्टिक पल्स
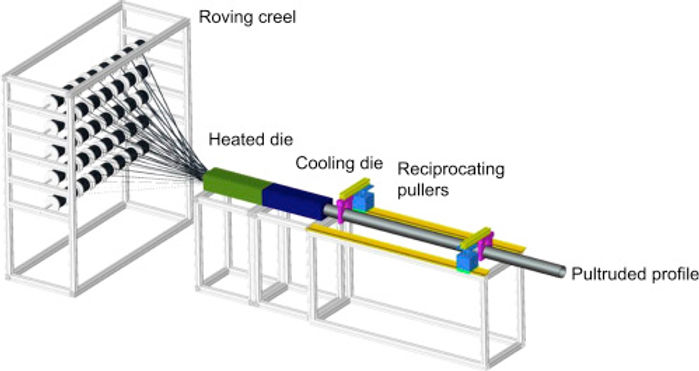
प्लास्टिक pultrusion प्लास्टिक एक्सट्रूज़न का एक प्रकार है जिसमें सामग्री को धक्का देने के बजाय एक मरने के माध्यम से खींचा जाता है। प्रक्रिया के दौरान, फाइबर को मजबूत करना - जैसे कि कांच, कार्बन, या अरामिड - को पूर्ण संसेचन सुनिश्चित करने के लिए प्लास्टिक राल के एक टैंक के माध्यम से खींचा जाता है। राल-लेपित फाइबर को तब एक गर्म मरने के माध्यम से खींचा जाता है, जहां इलाज उन्हें एक कठोर, उच्च शक्ति प्रोफ़ाइल में बदल देता है, जो बाद में वांछित लंबाई में कट जाता है।
इस विधि का उपयोग मुख्य रूप से एक निरंतर क्रॉस-सेक्शन के साथ फाइबर-प्रबलित प्लास्टिक (एफआरपी) समग्र प्रोफाइल का उत्पादन करने के लिए किया जाता है। इन भागों में उत्कृष्ट संक्षारण प्रतिरोध, मौसम और यांत्रिक शक्ति है।
विशिष्ट अनुप्रयोग:
इन्फ्रास्ट्रक्चर और इंडस्ट्रियल स्ट्रक्चर्स (ब्रिज, प्लेटफॉर्म और फ्रेमवर्क के लिए बीम और रॉड)।
सुरक्षा और पहुंच उपकरण (शीसे रेशा-प्रबलित सीढ़ी और झंझरी)।
निर्माण और वास्तुशिल्प घटक (समर्थन प्रोफाइल और सुरक्षात्मक बाड़ों)।
प्लास्टिक वेल्डिंग
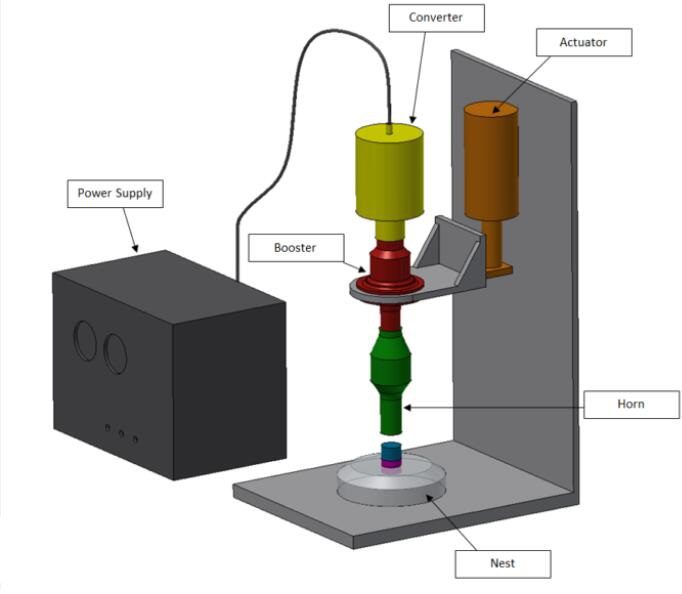
प्लास्टिक वेल्डिंग एक निर्माण तकनीक है जिसका उपयोग गर्मी और दबाव को लागू करके प्लास्टिक भागों में शामिल होने के लिए किया जाता है। प्लास्टिक वेल्डिंग के अलग -अलग तरीके हैं, जिनमें अल्ट्रासोनिक, इंडक्शन, हॉट प्लैटन और कंपन वेल्डिंग शामिल हैं। प्रत्येक विधि एक अलग ऊर्जा स्रोत को नियोजित करती है-जैसे कि उच्च-आवृत्ति कंपन, विद्युत चुम्बकीय प्रेरण, या एक गर्म सतह से प्रत्यक्ष चालन-संयुक्त पर प्लास्टिक को पिघलाने के लिए। जैसे ही पिघली हुई सतहें ठंडी होती हैं, वे एक साथ फ्यूज करते हैं, चिपकने की आवश्यकता के बिना मजबूत, निर्बाध बंधन बनाते हैं। हालांकि, प्लास्टिक वेल्डिंग केवल संगत प्लास्टिक पर लागू होता है और अक्सर विशेष उपकरणों की आवश्यकता होती है।
विशिष्ट अनुप्रयोग:
ऑटोमोटिव (बम्पर असेंबली, ईंधन टैंक और एयर नलिकाएं)।
चिकित्सा (चिकित्सा उपकरण और पैकेजिंग)।
औद्योगिक (प्लास्टिक टैंक और कंटेनर)।
थर्मोफ़ॉर्मिंग
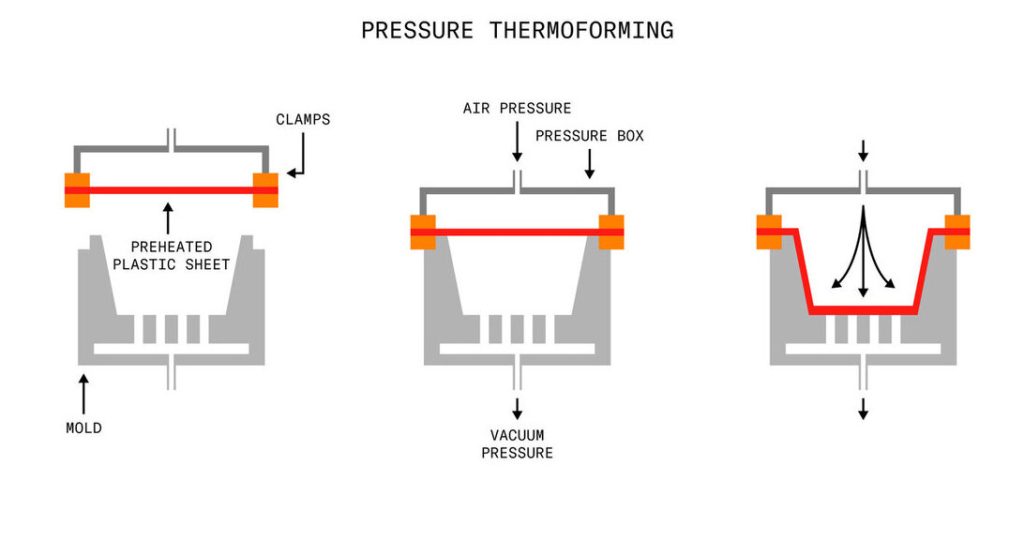
थर्मोफॉर्मिंग को आमतौर पर वैक्यूम बनाने और दबाव बनाने के रूप में वर्गीकृत किया जाता है। यह प्लास्टिक की चादर को गर्म करने के लिए एक मशीन का उपयोग करता है जब तक कि यह व्यवहार्य न हो जाए। प्लास्टिक की चादर तब वैक्यूम, दबाव या दोनों का उपयोग करके एक सांचे पर फैली हुई है। एक बार आकार देने के बाद, अंतिम उत्पाद बनाने के लिए प्लास्टिक को ठंडा और छंटनी की जाती है।
थर्मोफॉर्मिंग का उपयोग मुख्य रूप से थर्माप्लास्टिक सामग्री, जैसे एबीएस, कूल्हों, पीवीसी और पीईटीजी के साथ किया जाता है। थर्मोफॉर्मिंग में उपयोग किए जाने वाले मोल्ड आमतौर पर एल्यूमीनियम या समग्र सामग्री से बने होते हैं, जो इंजेक्शन मोल्ड की तुलना में काफी कम खर्चीली और तेज होते हैं। कम चक्र के समय और उच्च उत्पादन दक्षता के साथ, थर्मोफॉर्मिंग एक छोटी अवधि में एक निश्चित मात्रा में उत्पादों का उत्पादन करने के लिए उपयुक्त है और मध्यम से उच्च मात्रा उत्पादन के लिए भी अच्छी तरह से अनुकूल है।
यह प्रक्रिया विशेष रूप से बड़े, पतली-दीवार वाले प्लास्टिक उत्पादों, जैसे पैकेजिंग कंटेनर, फूड ट्रे और उपकरण आवास के लिए उपयुक्त है। हालांकि, थर्मोफॉर्मेड उत्पादों की सटीकता आमतौर पर इंजेक्शन मोल्डिंग या ब्लो मोल्डिंग की तुलना में कम होती है, जिसमें बड़ी दीवार मोटाई सहिष्णुता होती है। यह जटिल या ठीक डिजाइन विवरण के लिए वैक्यूम कास्टिंग के साथ -साथ प्रदर्शन भी नहीं करता है।
विशिष्ट अनुप्रयोग:
पैकेजिंग (ब्लिस्टर पैक, क्लैमशेल और फूड ट्रे)।
ऑटोमोटिव (आंतरिक पैनल, डैशबोर्ड और डोर लाइनर)।
उपभोक्ता इलेक्ट्रॉनिक्स और घर के उपकरण (इलेक्ट्रॉनिक हाउसिंग, डिस्प्ले पैनल और उपकरण केसिंग)।
चिकित्सा (बाँझ पैकेजिंग और उपकरण कवर)।
निष्कर्ष
इस पोस्ट को पढ़ने के बाद, हम आशा करते हैं कि अब आपको विभिन्न प्लास्टिक निर्माण विधियों और उनकी विशेषताओं की बेहतर समझ होगी। निर्माण तकनीक की एक अच्छी तरह से सूचित विकल्प दक्षता, गुणवत्ता और लागत-प्रभावशीलता सुनिश्चित करता है। इसके अलावा, एक विश्वसनीय प्लास्टिक फैब्रिकेटर चुनना महत्वपूर्ण है। CHIGGO एक प्लास्टिक निर्माण विशेषज्ञ है जो प्रोटोटाइप और निम्न-उच्च-मात्रा वाले उत्पादन को कम प्रदान करता है। हमारे साथ साझेदार आपके डिजाइन, सामग्री और उत्पादन लक्ष्यों को सुनिश्चित करने के लिए पूरी तरह से संरेखित हैं।