यह लेख सामान्य गलतियों को कम करने, उत्पाद की गुणवत्ता में सुधार करने और महंगे मोल्ड परिवर्तनों और पुनर्मिलन से बचने के लिए लागत को कम करने में मदद करने के लिए इंजेक्शन मोल्डिंग के लिए व्यावहारिक डिजाइन युक्तियां प्रदान करता है।
इंजेक्शन मोल्डिंग का अवलोकन
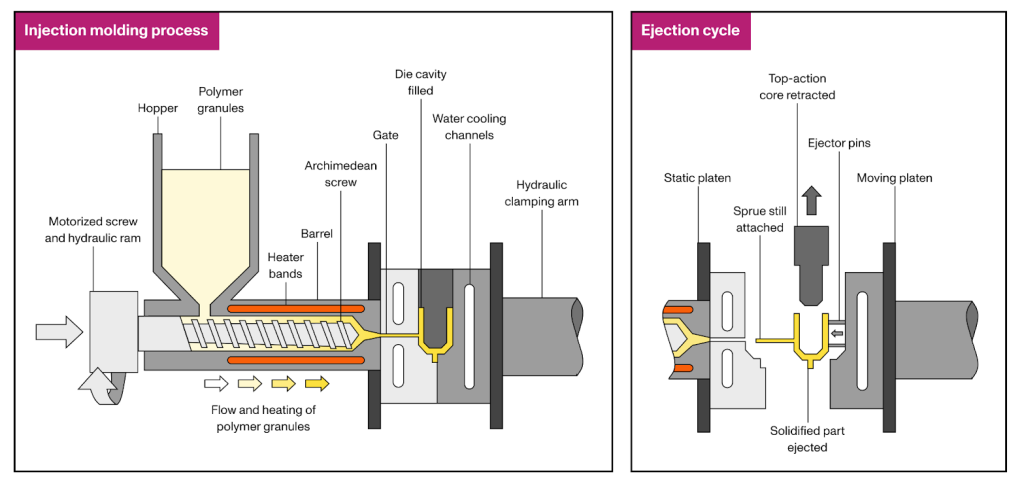
इंजेक्शन मोल्डिंग सबसे अधिक लागत प्रभावी में से एक हैविनिर्माण प्रक्रियासमान प्लास्टिक भागों के उच्च संस्करणों का उत्पादन करने के लिए। इस प्रक्रिया में, बहुलक छर्रों को पहले पिघलाया जाता है और फिर एक सांचे में दबाव में इंजेक्ट किया जाता है। एक बार जब प्लास्टिक ठंडा हो जाता है और जम जाता है, तो मोल्ड खोला जाता है, और भाग को बाहर निकाल दिया जाता है। चक्र तब दोहराता है, अक्सर 15 से 60 सेकंड में, भाग के आकार और मोल्ड जटिलता के आधार पर। इसकी तुलना में, सीएनसी मशीनिंग या 3 डी प्रिंटिंग को एक ही ज्यामिति का उत्पादन करने के लिए मिनटों से घंटों तक की आवश्यकता हो सकती है।
यह प्रक्रिया उच्च पुनरावृत्ति, तंग सहिष्णुता और उत्कृष्ट डिजाइन लचीलापन प्रदान करती है। यह आपके चारों ओर बड़े पैमाने पर उत्पादन परियोजनाओं में व्यापक रूप से उपयोग किया जाता है, जिसमें कार डैशबोर्ड, प्लास्टिक कंटेनर, मोबाइल फोन हाउसिंग, बोतल कैप और यहां तक कि रोजमर्रा के खिलौने शामिल हैं। मुख्य सीमाएं मोल्ड डिजाइन और विनिर्माण की उच्च प्रारंभिक लागत हैं, साथ ही साथ लंबे समय तक लीड समय -प्रारंभिक डिजाइन से उत्पादन तक - जो आमतौर पर कम से कम चार सप्ताह लगते हैं।
सामग्री चयन
लगभग सभीथर्माप्लास्टिक सामग्रीइंजेक्शन ढाला जा सकता है, और कुछ थर्मोसेट और तरल सिलिकोन भी प्रक्रिया के साथ संगत हैं। इसके अतिरिक्त, उनके गुणों को वांछित उपस्थिति और कार्यक्षमता को प्राप्त करने के लिए फिलर्स और एडिटिव्स (जैसे, ग्लास और कार्बन फाइबर) को जोड़कर या अलग -अलग छर्रों (जैसे, पीसी/एबीएस मिश्रणों) को मिश्रित करके सिलवाया जा सकता है। नीचे आमतौर पर उपयोग किए जाने वाले इंजेक्शन मोल्डिंग सामग्री का अवलोकन किया गया है:
सामग्री
विशेषताएँ
बहुपद
अल्ट्रा, लू घनत्व और लागत, उत्कृष्ट प्रवाह और रासायनिक प्रतिरोध; कम कठोरता और गरीब यूवी/ऑक्सीडेटिव स्थायित्व।
बहुस्तरीय (पीई)
रासायनिक प्रतिरोध, शक्ति या लचीलेपन के लिए HDPE/LDPE में उपलब्ध है; कम कठोरता और खराब आसंजन।
पोलिस्टीरीन (पीएस)
बहुत कठोर और आयामी रूप से स्थिर; ढालना आसान; कम प्रभाव शक्ति के साथ भंगुर।
एक्रिलोनिट्राइल ब्यूटैडीन स्टाइलिन (एबीएस)
कठिन और प्रभाव प्रतिरोधी, अच्छी सतह खत्म और मोल्डेबिलिटी; मध्यम गर्मी प्रतिरोध, खराब दीर्घकालिक मौसम।
एसिटल (पोम)
उच्च कठोरता, कम घर्षण और पानी तेज, उत्कृष्ट आयामी स्थिरता; सीमित उच्च तापमान प्रदर्शन।
ऐक्रेलिक (पीएमएमए)
वैकल्पिक रूप से क्रिस्टल स्पष्ट, यूवी/मौसम प्रतिरोधी, उच्च कठोरता; भंगुर और तनाव दरार के लिए प्रवण।
नायलॉन (पीए)
उत्कृष्ट क्रूरता, पहनने और थकान प्रतिरोध, उच्च शक्ति; सूखने और डिजाइन मुआवजे की आवश्यकता वाले हाइग्रोस्कोपिक (नमी ऊपर)।
पॉलीब्यूटिलीन टेरेफथेलेट (पीबीटी)
कम नमी के अवशोषण और अच्छे विद्युत इन्सुलेशन के साथ मजबूत, कठोर; मध्यम संकोचन - उचित गेटिंग की जरूरत है।
बहुपद (पीसी)
उच्च प्रभाव शक्ति, प्राकृतिक पारदर्शिता, व्यापक तापमान सीमा; तनाव दरार के प्रति संवेदनशील, एक समान दीवार की मोटाई की आवश्यकता होती है।
बहुमूल्य
असाधारण रासायनिक/थर्मल प्रतिरोध और यांत्रिक शक्ति; बहुत महंगा है, विशेष मोल्डिंग की आवश्यकता है।
थर्माप्लास्टिक इलास्टोमर (टीपीई)
लचीलेपन और नरम स्पर्श की तरह रबर, अच्छा रासायनिक/मौसम प्रतिरोध; कम लोड असर क्षमता।
थर्माप्लास्टिक पॉलीयुरेथेन (टीपीयू)
बकाया घर्षण प्रतिरोध और लोच, अच्छा लोड - बियरिंग; मोल्ड में छड़ी कर सकते हैं - अनुकूलित मसौदा और रिलीज की जरूरत है।
पीसी/एबीएस
पीसी की तुलना में आसान मोल्डेबिलिटी और एबीएस की तुलना में बेहतर स्थिरता के साथ संतुलित क्रूरता और गर्मी प्रतिरोध; मध्यम रासायनिक प्रतिरोध।
भाग डिजाइन विचार
यह सुनिश्चित करने के लिए कि भागों को न्यूनतम दोषों के साथ लगातार उत्पादित किया जाता है, और सबसे कम संभव लागत पर, डिजाइनरों को कुछ स्थापित दिशानिर्देशों का पालन करना चाहिए। निम्नलिखित अनुभाग इंजेक्शन मोल्डिंग के लिए भागों को डिजाइन करते समय प्रमुख विचारों को रेखांकित करते हैं:
दीवार की मोटाई
दीवार की मोटाई यांत्रिक प्रदर्शन, समग्र लागत और आपके इंजेक्शन ढाला भाग की उपस्थिति को प्रभावित करती है। दो दीवार मोटाई की शर्तें हैं जिन्हें डिजाइनरों को समझने की आवश्यकता है:
समान दीवार की मोटाई
जब भी संभव हो, अपने हिस्से में एक समान दीवार की मोटाई बनाए रखें। यह भी ठंडा करने को बढ़ावा देता है, जिसके परिणामस्वरूप अधिक सुसंगत संकोचन होता है, और तनाव सांद्रता, विरूपण और अन्य इंजेक्शन मोल्डिंग दोषों को कम करने में मदद करता है।
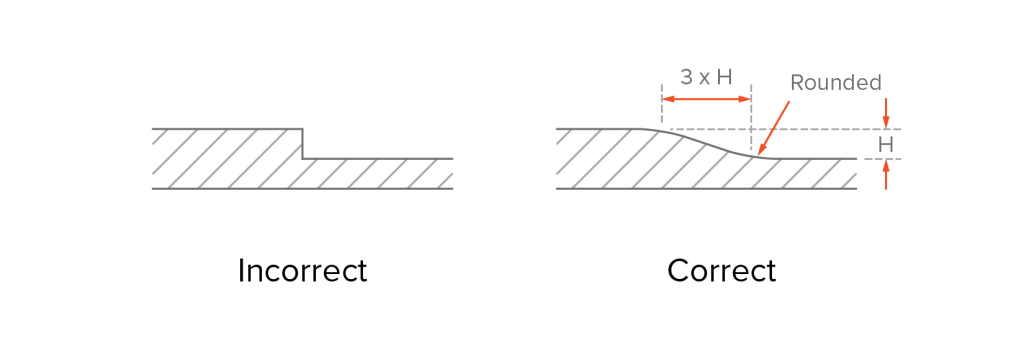
एक समान दीवार की मोटाई का मतलब यह नहीं है कि हर दीवार में बिल्कुल समान मोटाई होनी चाहिए। बल्कि, यह पड़ोसी दीवार वर्गों के बीच बड़ी विविधताओं को कम करने पर जोर देता है। आम तौर पर, एक दीवार की मोटाई आसन्न दीवारों के 40% से 60% से कम नहीं होनी चाहिए। जब कार्यात्मक या संरचनात्मक कारणों के लिए मोटाई भिन्नता आवश्यक होती है, तो संक्रमण क्रमिक होना चाहिए - मोटाई में अंतर से कम से कम 3 गुना की लंबाई के साथ चम्फर्स या फ़िललेट्स का उपयोग करना - प्रवाह या शीतलन में अचानक परिवर्तन से बचने के लिए जो भाग की विफलता का कारण बन सकता है।
नाममात्र की दीवार की मोटाई
नाममात्र की दीवार की मोटाई एक हिस्से के लक्ष्य या औसत मोटाई को संदर्भित करती है, और यह डिजाइन के लिए शुरुआती बिंदु के रूप में कार्य करती है। एक उचित दीवार की मोटाई पर्याप्त भाग की ताकत और सामग्री कचरे को कम करने में मदद करती है। यह मोल्ड डिजाइन, प्रसंस्करण मापदंडों, उपकरण सेटअप और सामग्री चयन के लिए नींव भी देता है।
दीवारें जो बहुत मोटी होती हैं, वे संकोचन और विरूपण का खतरा बढ़ जाती हैं। उन्हें अधिक सामग्री और लंबे समय तक साइकिल के समय की आवश्यकता होती है। उत्पादन लागतों को बढ़ाना। दूसरी ओर, दीवारें जो बहुत पतली होती हैं, वे बहुत जल्दी या फँस सकती हैं, जिससे छोटे शॉट्स हो सकते हैं - अपूर्ण मोल्ड भरने के कारण होने वाले डिवाइस।
इन मुद्दों से बचने के लिए, हमेशा अपने चुने हुए सामग्री के लिए अनुशंसित सीमा के भीतर दीवार की मोटाई रखें। नीचे आम प्लास्टिक रेजिन के लिए अनुशंसित दीवार मोटाई की एक सूची दी गई है:
सामग्री
दीवार की मोटाई की सिफारिश करें) में (
दीवार की मोटाई की सिफारिश करें (मिमी)
एसिटल (पोम)
0.030–0.120
0.76–3.05
ऐक्रेलिक (पीएमएमए)
0.025–0.500
0.64–12.70
एक्रिलोनिट्राइल ब्यूटैडेनस्टीरीन (एबीएस)
0.045–0.140
1.14–3.56
नायलॉन (पीए)
0.030–0.115
0.76–2.92
पॉलीब्यूटिलीन टेरेफथेलेट (पीबीटी)
0.080-0.250
2.032-6.350
बहुपद (पीसी)
0.040–0.150
1.02–3.81
बहुमूल्य
0.020-0.200
0.508-5.080
बहुमूल्य
0.080-0.120
2.032-3.048
बहुस्तरीय (पीई)
0.030–0.200
0.76–5.08
पॉलीफिनाइलसुलफोन (पीपीएसयू)
0.030-0.250
0.762-6.350
बहुपद
0.035–0.150
0.89–3.81
पोलिस्टीरीन (पीएस)
0.035–0.150
0.89–3.81
थर्माप्लास्टिक इलास्टोमर (टीपीई)
0.025–0.125
0.64–3.18
थर्माप्लास्टिक पॉलीयुरेथेन (टीपीयू)
0.025–0.125
0.64–3.18
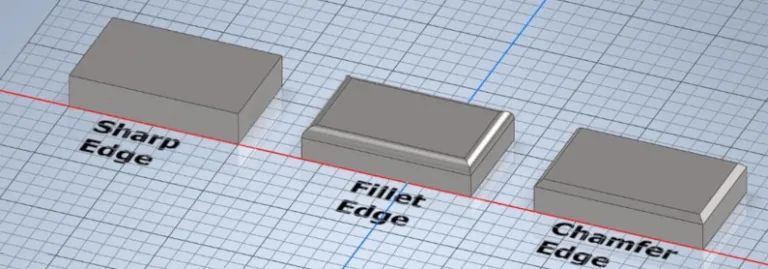
कोने
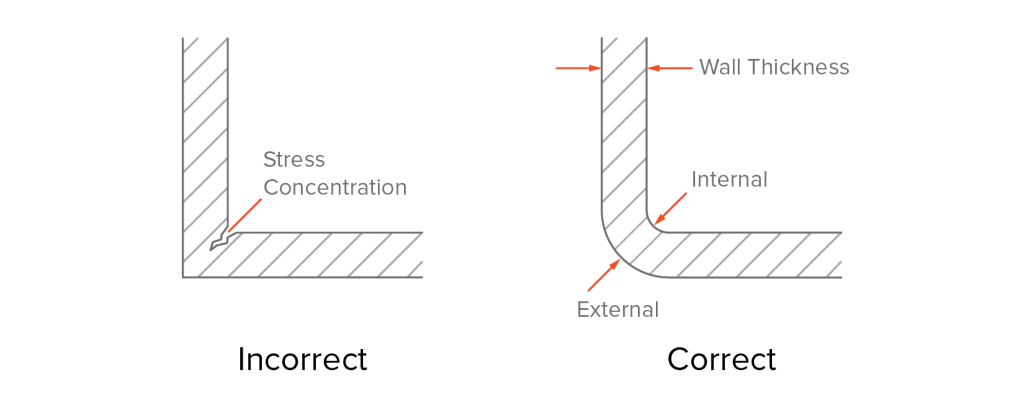
तेज कोने तनाव को केंद्रित करते हैं, अधिक कठिन बनाते हैं, और मोल्ड की सतह पर पहनने में तेजी लाते हैं। सामग्री इन तेज संक्रमणों पर असमान रूप से जमा या ठंडी हो सकती है, जिसके परिणामस्वरूप प्रवाह रेखाएं या अन्य दोष हो सकते हैं। इसके अलावा, तेज कोनों को अक्सर मोल्ड बनाने के लिए ईडीएम (इलेक्ट्रिकल डिस्चार्ज मशीनिंग) के उपयोग की आवश्यकता होती है, जो टूलींग लागत को बढ़ाता है।
सबसे अच्छा अभ्यास गोल कोनों का उपयोग करना है। सामान्य डिजाइन दिशानिर्देश इस प्रकार हैं:
▪ दीवार की मोटाई के कम से कम 50% की आंतरिक त्रिज्या का उपयोग करें (यदि स्थान सीमित है तो न्यूनतम 25%)।
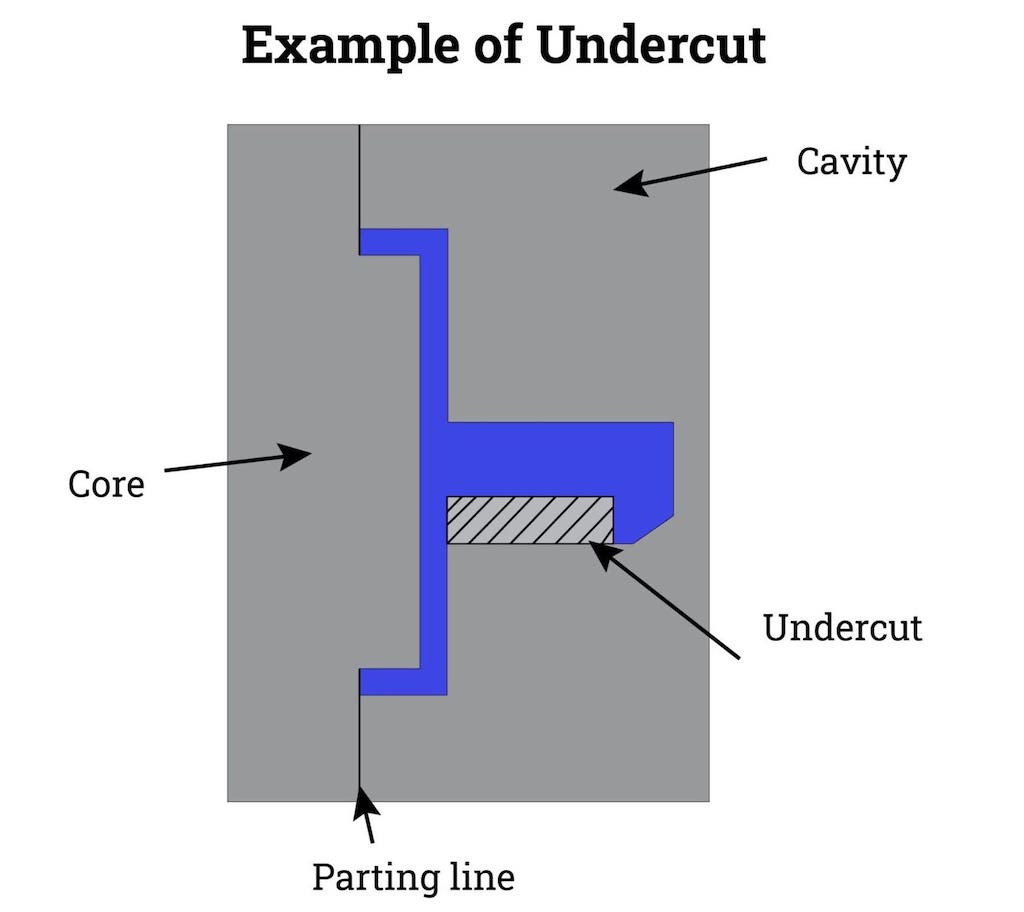
विदाई के बोल
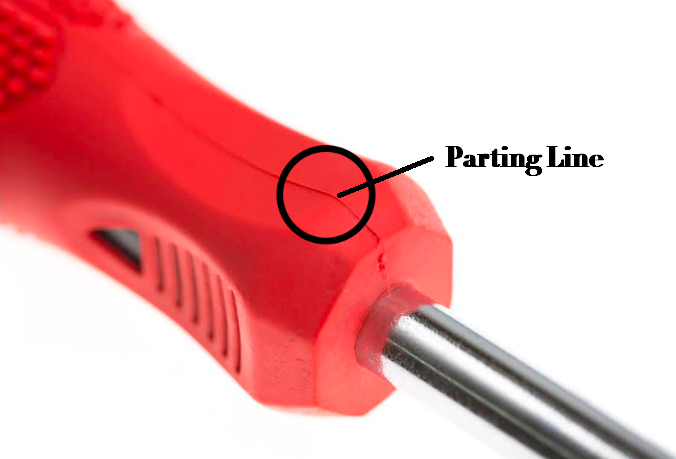
बिदाई लाइन वह सीम है जहां मोल्ड के दो हिस्सों को मिलते हैं। यह आमतौर पर ढाला भाग की सतह पर दिखाई देता है और इंजेक्शन मोल्डिंग में एक अपरिहार्य विशेषता है। बिदाई लाइन का प्लेसमेंट मोल्ड जटिलता, उत्पादन दक्षता और भाग की अंतिम उपस्थिति या कार्यक्षमता को प्रभावित करता है।
एक सहज विचार हो सकता है कि भाग के बीच में बिदाई रेखा को सीधे नीचे रखा जाए। लेकिन यह हमेशा संभव नहीं है - या यहां तक कि व्यावहारिक भी। वास्तव में, विजुअल अपील, फ़ंक्शन और मोल्ड जटिलता को संतुलित करने के लिए पार्टिंग लाइन को रणनीतिक रूप से तैनात किया जाना चाहिए। उदाहरण के लिए:
कम दृश्य क्षेत्रों में बिदाई लाइन छिपाएं। एक अच्छा उदाहरण लेगो ईंट है, जहां बिदाई लाइन को शीर्ष चेहरे के बजाय अंडरसाइड के साथ सूक्ष्मता से छुपाया जाता है, यह सुनिश्चित करने के लिए कि सबसे अधिक दृश्यमान सतह निर्दोष बनी रहे।
महत्वपूर्ण कार्यात्मक क्षेत्रों पर बिदाई लाइन रखने से बचें, जैसे कि सीलिंग सतहों, संभोग छेद, या थ्रेडेड आवेषण। इन क्षेत्रों में एक बिदाई लाइन की उपस्थिति मामूली आयामी विविधता, फ्लैश या खराब फिट हो सकती है।
फ़िललेट्स या घुमावदार सतहों पर बिदाई लाइन की स्थिति से बचें। इन सुविधाओं के लिए उच्च मोल्ड सटीकता की आवश्यकता होती है, जो विनिर्माण लागत को बढ़ाता है और अपूर्ण मोल्ड बंद हो सकता है, जिसके परिणामस्वरूप फ्लैश या अन्य दोष हो सकते हैं। इसके बजाय, आपको मोल्ड निर्माण को सरल बनाने, डिमोल्डिंग दक्षता में सुधार करने और टूलींग और रखरखाव की लागत को कम करने के लिए प्राकृतिक विभाजन लाइनों (जैसे, तेज किनारों, चरणों, या ब्रेक लाइनों) के साथ बिदाई लाइन रखनी चाहिए।
अधिक जटिल ज्यामितीयों के लिए, डिजाइनरों को अनियमित बिदाई लाइनों को पेश करने या अंडरकट या छिपी हुई विशेषताओं को समायोजित करने के लिए साइड एक्शन को शामिल करने की आवश्यकता हो सकती है।
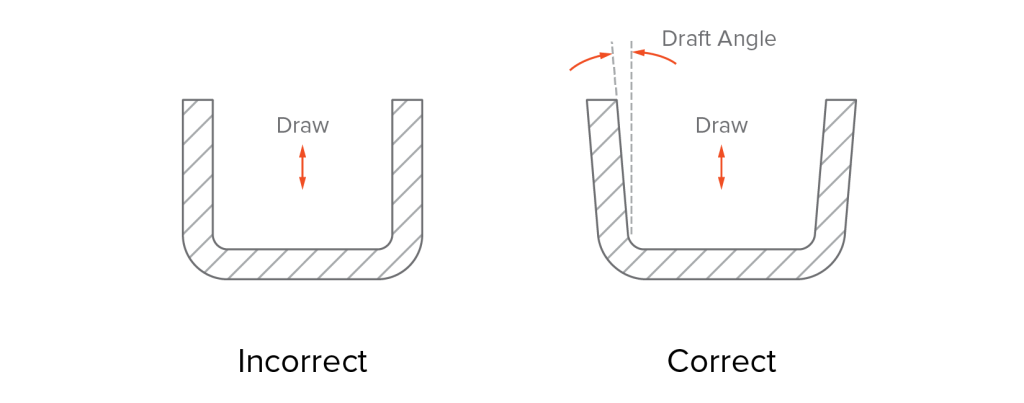
मसौदा
ड्राफ्ट मोल्ड से चिकनी इजेक्शन के लिए अनुमति देने के लिए एक इंजेक्शन-मोल्ड वाले हिस्से की ऊर्ध्वाधर सतहों पर लागू कोण है। पर्याप्त मसौदा के बिना, भाग मोल्ड की सतह से कसकर संपर्क करेगा, जो कि अस्वीकृति के दौरान अत्यधिक बल को जोखिम में डाल देगा। यह भाग की गुणवत्ता को कम कर सकता है, स्क्रैप भागों को जन्म दे सकता है, और यहां तक कि टूलिंग को नुकसान भी हो सकता है।
कई सीएडी सॉफ्टवेयर प्रोग्राम ड्राफ्ट एंगल्स को जोड़ना आसान बनाते हैं, लेकिन अनावश्यक जटिलता को रोकने के लिए उन्हें डिजाइन के अंतिम चरणों में लागू करना सबसे अच्छा है। उपयुक्त मसौदा कोण का निर्धारण करते समय, निम्नलिखित कारकों पर विचार किया जाना चाहिए:
सामग्री
विभिन्न प्लास्टिक में अलग -अलग प्रवाह विशेषताएं होती हैं, जो आवश्यक ड्राफ्ट कोण को प्रभावित करती हैं। पॉलीप्रोपाइलीन (पीपी), पॉलीइथाइलीन (पीई), और पॉलीस्टायर्न (पीएस) जैसी सामग्री में आम तौर पर अच्छे प्रवाह गुण और कम चिपचिपाहट होती है। इन सामग्रियों के लिए, 1 ° से 3 ° का एक ड्राफ्ट कोण आमतौर पर पर्याप्त होता है। इसके विपरीत, एपॉक्सी और फेनोलिक रेजिन जैसे थर्मोसेटिंग प्लास्टिक को अक्सर चिकनी इजेक्शन सुनिश्चित करने के लिए बड़े ड्राफ्ट कोण (3 ° या अधिक) की आवश्यकता होती है।
सतह खत्म
ड्राफ्ट आपके इंजेक्शन ढाला भागों की सतह की बनावट और चिकनाई से संबंधित है। चिकनी खत्म होने की आवश्यकता होती है, जबकि भारी बनावट की आवश्यकता होती है। उदाहरण के लिए:
▪ चिकनी खत्म करने के लिए, लगभग 1-2 ° का एक ड्राफ्ट कोण आम तौर पर पर्याप्त होता है। ▪ light प्रकाश या मध्यम बनावट वाले भागों के लिए, 3-5 ° के एक ड्राफ्ट कोण की आवश्यकता होती है।
इंजेक्शन मोल्डिंग के दौरान, मोल्ड से बनावट को भाग की सतह पर स्थानांतरित कर दिया जाता है। आप जिस उत्पाद को डिजाइन कर रहे हैं, वह आपकी पसंद को मोल्ड फिनिश की पसंद को प्रभावित करेगा। उद्योग संगठनों जैसे कि प्लास्टिक उद्योग (एसपीआई) और सोसाइटी ऑफ जर्मन इंजीनियर्स (वीडीआई), साथ ही मोल्ड-टेक (एमटी) और यिक सांग (वाईएस) जैसी कंपनियों ने पॉलिश और बनावट मोल्ड फिनिश के लिए मानकीकृत वर्गीकरण स्थापित किया है। ये मानक सतह खत्म आवश्यकताओं के आधार पर उचित मसौदा कोणों के चयन को निर्देशित करने में मदद करते हैं।
नीचे दिए गए सरफेस फिनिश चार्ट में सबसे आम फिनिश के लिए अनुशंसित ड्राफ्ट कोणों को सूचीबद्ध किया गया है।
एसपीआई मानक
मसौदा (°)
मोल्ड टेक बनावट
मसौदा(°)
एक-1
0.5
माउंट -11000
1.0
एक -2
0.5
माउंट -11010
1.5
एक-3
0.5
माउंट -11020
2.5
बी 1
1.0
एमटी -11030
3.0
बी -2
1.0
वीडीआई बनावट-पीसी
बी 3
1.0
वीडीआई -18
1.0
सी -1
1.5
वीडीआई -24
1.5
सी -2
1.5
VDI-33
3.0
सी 3
1.5
वाईएस बनावट
डी-1
2.0
Ys1xx
1.0
डी 2
2.5
Ys3xx
4.0–5.5
घ -3
3.0
Ys5xx
6.0-12.0
मोल्ड निर्माण
मोल्ड के "ड्रा" दिशा के खुलने के तरीके के साथ अपने ड्राफ्ट कोणों को सेट करें। अन्यथा, भाग उस आधे से चिपक सकता है जो बेदखलदार पिन रखता है और ठीक से रिलीज़ नहीं होता है। इसके अलावा, न केवल सभी ऊर्ध्वाधर दीवारों पर बल्कि छेद या मालिकों जैसी किसी भी विशेषता के लिए ड्राफ्ट लागू करना सुनिश्चित करें।
उदाहरण के लिए, छेद के माध्यम से चार के साथ एक आयताकार भाग की कल्पना करें। यदि छेद को गुहा की ओर मसौदा तैयार किया जाता है, तो भाग मोल्डिंग के बाद वहां अटक सकता है। इसके बजाय, उन्हें कोर साइड की ओर मसौदा तैयार करना - जहां इजेक्टर सिस्टम रहता है - इसलिए पिन इस हिस्से को साफ -सफाई से बाहर धकेल सकते हैं।
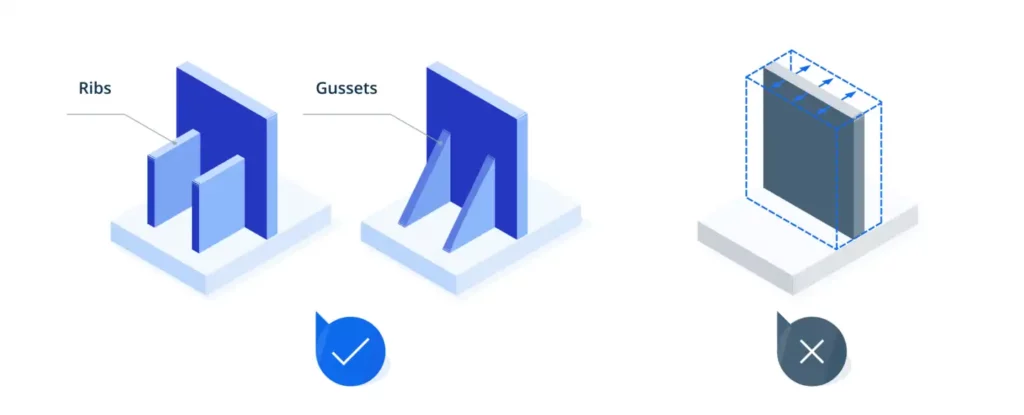
रिब्स और गस्सेट्स
पसलियों और गसेट का उपयोग स्थानीयकृत संरचनाओं को सुदृढ़ करने और समग्र दीवार की मोटाई को बढ़ाए बिना भाग की कठोरता में सुधार करने के लिए किया जाता है।
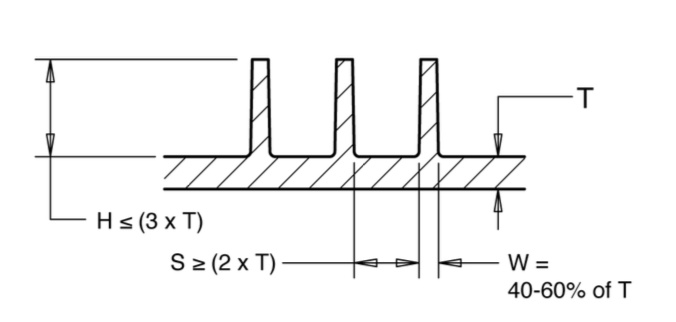
पसली
पसलियों को पतला किया जाता है, दीवार की तरह दीवार जो एक हिस्से की सतह से विस्तारित होती है - अक्सर व्यापक, पतली दीवारों वाले क्षेत्रों में या बॉक्स के आकार की सुविधाओं के अंदर - समान रूप से भार को वितरित करने और समग्र कठोरता में सुधार करने के लिए। प्रभावी रिब डिजाइन सुनिश्चित करने के लिए, इन सर्वोत्तम प्रथाओं का पालन करें:
▪ रिब की मोटाई मुख्य दीवार की मोटाई का 40-60% होनी चाहिए। the रिब की ऊंचाई दीवार की मोटाई से तीन गुना से अधिक नहीं होनी चाहिए। to 0.5 ° -1 ° के ड्राफ्ट कोण को मोल्ड रिलीज की सहायता के लिए लागू करें। अतिरिक्त कूलिंग रूम प्रदान करने और गर्म स्थानों को रोकने के लिए पसलियों, मालिकों या छेद के किनारों)।
गसेट्स
Gussets स्थानीय उच्च तनाव बिंदुओं को मजबूत करने के लिए दीवारों, मालिकों, या पसलियों के जंक्शन पर रखी गई छोटी त्रिकोणीय या ट्रेपेज़ॉइडल प्लेट हैं। Gusset डिजाइन के लिए सर्वोत्तम प्रथाओं में शामिल हैं:
▪ Gusset आमतौर पर लगभग एक-तिहाई से एक-आधा हो जाना चाहिए जितना कि दीवार का समर्थन करता है। वास्तव में, आपको अक्सर केवल उस बॉस की ऊंचाई का लगभग 30-50% होने की आवश्यकता होती है, जो कि ज्यादातर मामलों में समर्थन प्रदान करने के लिए पर्याप्त है। to चिकनी इजेक्शन सुनिश्चित करने के लिए 0.5 ° से 1 ° का एक मसौदा लागू करें। 0.25 से 0.5 गुना दीवार की मोटाई की त्रिज्या आम तौर पर उपयुक्त होती है।
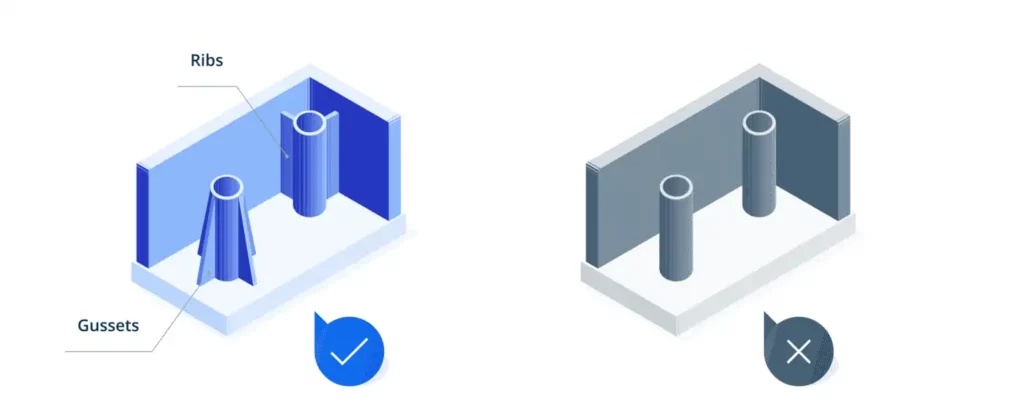
मालिकों
बॉस बेलनाकार विशेषताएं हैं जो विधानसभा या बढ़ते के लिए आवेषण, स्व-टैपिंग स्क्रू, या पिन प्राप्त करने के लिए डिज़ाइन किए गए हैं। इसे गोलाकार पसलियों के रूप में भी देखा जा सकता है जो समग्र संरचनात्मक शक्ति में योगदान करते हैं। फ्रीस्टैंडिंग मालिकों से बचा जाना चाहिए। हमेशा उन्हें पूरी तरह से दीवार में एकीकृत होने के बजाय पसलियों या गसेट्स का उपयोग करके आसन्न दीवारों या सतहों से कनेक्ट करें।
मालिकों को डिजाइन करते समय, निम्नलिखित याद रखें:
▪ स्थानों को जहां संरचनात्मक अखंडता या बन्धन की ताकत की आवश्यकता होती है, जैसे कि स्क्रू स्थानों पर। एकाग्रता। ▪ प्लास्टिक संकोचन की भरपाई करने के लिए छेद व्यास को थोड़ा ओवरसाइज़ करें और मोल्डिंग के बाद एक उचित फिट सुनिश्चित करें।
बाधित
अंडरकट्स को पुन: पेश किया जाता है या ओवरहेंजिंग सुविधाएँ हैं जो भाग और एक या दोनों मोल्ड हिस्सों के बीच एक इंटरलॉक बनाते हैं, जो मोल्ड खोलने की दिशा के साथ स्वच्छ इजेक्शन को रोकती हैं। सामान्य उदाहरणों में हुक, स्नैप-फिट, छेद, खांचे और साइड स्लॉट शामिल हैं जो मोल्ड की बिदाई दिशा के लिए लंबवत या अनुप्रस्थ हैं।
जबकि अंडरकट कभी -कभी यांत्रिक कार्य या असेंबली फिट के लिए आवश्यक होते हैं, उन्हें आम तौर पर अतिरिक्त टूलिंग की आवश्यकता होती है - जैसे कि कोर, लिफ्टर, या सीएएमएस - जो मोल्ड जटिलता, चक्र समय और विनिर्माण लागत में वृद्धि करते हैं। अनुचित रूप से डिज़ाइन किए गए अंडरकट्स इजेक्शन कठिनाइयों, भाग विरूपण, अत्यधिक पहनने या उपकरण की विफलता का कारण बन सकते हैं।
अंडरकट्स के लिए कुछ डिजाइन दिशानिर्देश इस प्रकार हैं:
जब भी ज्यामिति को संशोधित करके संभव हो, भाग को फिर से बनाने, या बिदाई लाइन को शिफ्ट करने के लिए, जब भी संभव हो, मोल्ड की पुल दिशा के साथ संरेखित करने और अवकाश को समाप्त करने के लिए ▪वाइड अंडरकट्स। इलास्टोमर्स)। पीपी/पीई से बचें जब तक कि अंडरकट ऊंचाई बहुत पतली दीवारों के साथ .30.3 मिमी न हो। Chamfer में 30 ° -45 ° लीड प्रदान करें और चिकनी इजेक्शन सुनिश्चित करने के लिए बम्प ऑफ फेस पर 0.5 ° -1 ° ड्राफ्ट जोड़ें। ▪ यदि अंडरकट्स आवश्यक हैं, तो उन्हें न्यूनतम, स्थानीयकृत रखें, और कई साइड कार्यों की आवश्यकता को कम करने के लिए एक ही साइड पर रखा जाए। ढालना।
पाठ और प्रतीक
पाठ और प्रतीक (जैसे, भाग संख्या, लोगो, रीसाइक्लिंग मार्क्स) को आमतौर पर ट्रेसबिलिटी, ब्रांडिंग, या नियामक अनुपालन के लिए ढाला भागों पर उभरा या डिबॉस किया जाता है। यहाँ कुछ उपयोगी सुझाव दिए गए हैं:
▪ जब संभव हो तो recessed (उत्कीर्ण) के बजाय उठाए गए (उभरा हुआ) पाठ का उपयोग करें, जैसा कि उत्कीर्ण पाठ के लिए अधिक जटिल मोल्ड टूलिंग की आवश्यकता होती है, टूल पहनने को तेज करता है, और लागत में वृद्धि करता है-विशेष रूप से उच्च संस्करणों या जटिल डिजाइनों के लिए। फ्लो, और टूल वियर को कम करें। and एक समान स्ट्रोक की मोटाई और 20 अंक (लगभग 7 मिमी की ऊंचाई) के एक समान स्ट्रोक मोटाई और न्यूनतम फ़ॉन्ट आकार का उपयोग करें। the पतली दीवारों, तेज कोनों, पसलियों, या उच्च-कॉस्मेटिक सतहों के पास पाठ रखने से बचें, क्योंकि ये क्षेत्र दोषों को कम करने के लिए अधिक हैं। मशीनिंग और अस्वीकृति के दौरान विरूपण को रोकें।
सहिष्णुता
इंजेक्शन मोल्डिंग सहिष्णुता अपने नाममात्र डिजाइन से एक भाग के आयामों के स्वीकार्य विचलन को परिभाषित करती है। डिजाइन में, सख्त सहिष्णुता को महत्वपूर्ण सुविधाओं पर लागू किया जाना चाहिए, जैसे कि असेंबली इंटरफेस, सीलिंग खांचे और छेद का पता लगाना, क्योंकि ये सीधे फिट और कार्यक्षमता को प्रभावित करते हैं। गैर-आलोचनात्मक आयामों के लिए, जैसे कि गैर-लोड-असर सतहों की चौड़ाई, विनिर्माण लागत को कम करने के लिए शिथिल सहिष्णुता का उपयोग किया जा सकता है।
दो सामान्य सहिष्णुता स्तर हैं:
वाणिज्यिक सहिष्णुता:अपेक्षाकृत ढीला (आमतौर पर ± 0.1 मिमी या ± 0.004 "), और कम लागत पर अधिकांश गैर महत्वपूर्ण सुविधाओं के लिए अच्छी तरह से काम करते हैं।
ठीक सहिष्णुता:उच्च टूलींग और विनिर्माण लागत के साथ, उच्च-सटीकता भागों के लिए आवश्यक तंग (आमतौर पर ± 0.05 मिमी या ± 0.002 ")।
डिजाइन के दौरान, आयामी सहिष्णुता को सामग्री संकोचन के अनुसार समायोजित किया जाना चाहिए। अलग -अलग प्लास्टिक में अलग -अलग संकोचन दर होती है- SEMI क्रिस्टलीय सामग्री (जैसे, PA, PP, PE, POM) अनाकार सामग्री (जैसे, ABS, PC, PMMA) से अधिक सिकुड़ जाती है। हालांकि संकोचन आम तौर पर अनुमानित है, राल सूत्रीकरण या प्रसंस्करण की स्थिति (जैसे पिघल तापमान) में मामूली बदलाव अंतिम भाग के आकार को प्रभावित कर सकते हैं। जैसे -जैसे भाग का आकार बढ़ता है, संकोचन भिन्नता अधिक स्पष्ट हो जाती है। सामग्री के आधार पर, आपको लगभग ± 0.002in/in (0.05 मिमी/मिमी) की एक संकोचन - संबंधित सहिष्णुता की उम्मीद करनी चाहिए।
सहिष्णुता स्टैक अप विश्लेषण को मल्टी पार्ट असेंबली में भी माना जाना चाहिए, क्योंकि भले ही प्रत्येक व्यक्तिगत सुविधा (जैसे, एक छेद) अपनी निर्दिष्ट सहिष्णुता के भीतर हो, संचयी भिन्नता गलतफहमी का कारण बन सकती है - विशेष रूप से जब विभिन्न भागों में कई छेदों को फास्टनरों के लिए पारित करने के लिए संरेखित करने की आवश्यकता होती है।
ध्यान दें कि मोल्ड सहिष्णुता भी अंतिम भाग की गुणवत्ता को प्रभावित करती है। मानक मोल्ड मशीनिंग सहिष्णुता ± 0.005 "(0.13 मिमी) के आसपास होती है, लेकिन उच्च परिशुद्धता भागों के लिए सख्त सहिष्णुता की आवश्यकता हो सकती है। इसके अलावा, मोल्ड्स का अनुभव समय के साथ पहनता है, जिससे आयामी बहाव हो सकता है। उपकरण रखरखाव और नवीनीकरण के लिए योजना बनाना महत्वपूर्ण है कि लंबी अवधि के उत्पादन के दौरान लगातार भाग की गुणवत्ता बनाए रखने के लिए।
मोल्ड डिजाइन मूल बातें
एक इंजेक्शन ढाला उत्पाद की सफलता का निर्धारण करने में भाग डिजाइन और मोल्ड डिजाइन निकट से जुड़े हुए हैं। जैसा कि भाग डिजाइन ज्यामिति और कार्यक्षमता पर केंद्रित है, मोल्ड डिज़ाइन उन आवश्यकताओं को एक विनिर्माण उपकरण में अनुवाद करता है। निम्नलिखित अनुभाग मोल्ड डिजाइन के मूल पहलूों को रेखांकित करता है:
मोल्ड बेस और गुहा लेआउट
मोल्ड टूलींग में एक मानक मोल्ड बेस, गुहा और कोर आवेषण, और किसी भी चलते हुए घटक (स्लाइड, लिफ्टर, इजेक्टर प्लेट, आदि) होते हैं। मोल्ड बेस कठोर ढांचा प्रदान करता है- गाइड पिलर्स, सपोर्ट प्लेट्स और इजेक्शन सिस्टम -इजेक्शन सिस्टम - जबकि गुहा और कोर आवेषण भाग के आकार को परिभाषित करते हैं। साथ में, वे नियंत्रित करते हैं कि कैसे सटीक और लगातार प्रत्येक भाग को ढाला जाता है।
एक अच्छा मोल्ड डिज़ाइन होना चाहिए:
▪ लागत प्रभावी सोर्सिंग और पहना घटकों के आसान प्रतिस्थापन के लिए एक मानक आधार (जैसे, DME या HASCO) का उपयोग करें। ▪ ▪ इंजेक्शन दबाव का सामना करने के लिए उचित प्लेट की मोटाई और गाइड पिलर आकार बनाए रखें और संरेखण सुनिश्चित करें। तापमान को समान रखें और वारपिंग या संकोचन भिन्नता को कम करें। and पर्याप्त ड्राफ्ट और इजेक्शन स्पेस शामिल करें ताकि भागों को साफ -सुथरा रिलीज़ किया जा सके और साइकिल का समय कम हो। एक बार डिज़ाइन को अंतिम रूप देने के बाद, आप उत्पादन को बढ़ाने के लिए मल्टी कैविटी या फैमिली मोल्ड्स में जा सकते हैं।
गेट्स
गेट्स प्रवेश बिंदु हैं जिनके माध्यम से पिघला हुआ प्लास्टिक मोल्ड गुहा में बहता है। उनके आकार, आकार और प्लेसमेंट का भाग उपस्थिति, संरचनात्मक शक्ति और प्रवाह के निशान और वेल्ड लाइनों जैसे मोल्डिंग दोषों की उपस्थिति पर बहुत प्रभाव पड़ता है।
▪ बड़े भागों को पूर्ण भरने के लिए दबाव और प्रवाह दर को बनाए रखने के लिए बड़े गेट की आवश्यकता होती है। ▪ ▪ ▪ स्थिति के गेट्स को समान रूप से भरने, संकोचन को नियंत्रित करने के लिए, और दोषों को कम करने के लिए भाग के सबसे मोटे खंड पर गेट। एक छोटे से वेस्टीज को छोड़ दें, उन्हें आसान ट्रिमिंग और न्यूनतम दृश्यता के लिए बिदाई लाइन पर ढूंढें।
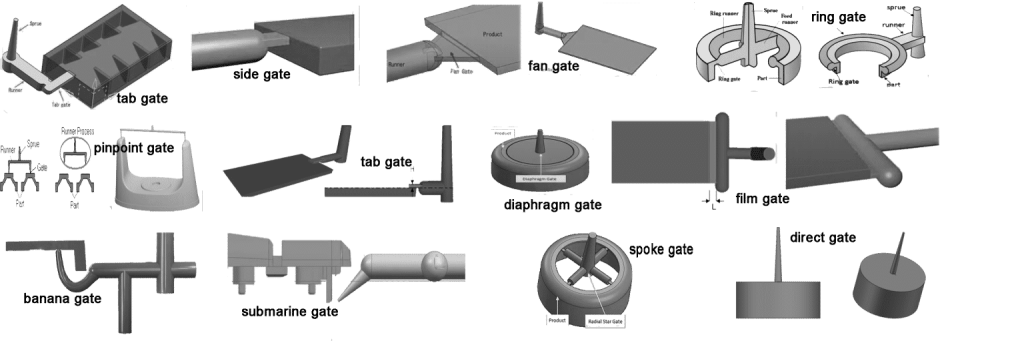
गेट्स को ट्रिमिंग विधि द्वारा वर्गीकृत किया जा सकता है - मैनुअल या स्वचालित - और कुछ प्रकार विशिष्ट भाग ज्यामितीयों के लिए बेहतर अनुकूल हैं। नीचे चित्र गेट्स के सामान्य उदाहरणों को दिखाता है।
मैनुअल गेट प्रकार
▪एज गेट (मानक गेट):बिदाई लाइन के साथ आयताकार क्रॉस सेक्शन; फ्लैट या आयताकार भागों के लिए आदर्श; बेहतर प्रवाह के लिए टेप किया जा सकता है। ▪प्रसंशक द्वार:बड़े या पतले दीवारों वाले भागों के लिए चौड़ा, भड़कना; कतरनी को कम करता है और संतुलन भरने में सुधार करता है। ▪टैब गेट:कतरनी और गर्मी को अवशोषित करने के लिए एक छोटे से टैब के साथ एज गेट वेरिएंट; कतरनी संवेदनशील सामग्री के लिए अनुकूल। ▪डायाफ्राम गेट:संकेंद्रित प्रवाह के लिए कोर के चारों ओर परिपत्र गेट; उत्कृष्ट संतुलन लेकिन कठिन और महंगा ट्रिम करने के लिए। ▪रिंग गेट:रेडियल फिलिंग के लिए कोर के चारों ओर निरंतर रिंग; ट्यूब के आकार के भागों में उपयोग किया जाता है। ▪स्पोक गेट:रेडियल पसलियों के साथ रिंग गेट वेरिएंट; सममित ट्यूबलर भागों के लिए अच्छा है लेकिन सांद्रता बनाए रखना चुनौतीपूर्ण है। ▪फिल्म (फ्लैश) गेट:बड़े/पतले भागों के लिए बहुत पतला, चौड़ा गेट; वर्दी भरण सुनिश्चित करता है, लेकिन एक लंबी वेस्टीज छोड़ देता है जिसे मैनुअल ट्रिमिंग की आवश्यकता होती है।
स्वचालित रूप से गेट्स प्रकार
▪पनडुब्बी (सुरंग) गेट:बिदाई लाइन के नीचे एंगल्ड प्रविष्टि; न्यूनतम दोष के लिए अस्वीकृति के दौरान ऑटो टूट जाता है। ▪पिनपॉइंट गेट:बिदाई लाइन के अंदर छोटा, सीधा गेट; उच्च प्रवाह सामग्री और कॉस्मेटिक भागों के लिए आदर्श; बहु गुहा या सटीक मोल्ड में आम।
धावक तंत्र
धावक प्रणाली स्प्रू से फाटकों तक और मोल्ड गुहाओं में पिघले हुए प्लास्टिक का मार्गदर्शन करती है। धावक डिजाइन सामग्री प्रवाह, चक्र समय और भाग की गुणवत्ता को प्रभावित करता है-विशेष रूप से बहु-गुफा या पारिवारिक मोल्ड में। एक कुशल धावक प्रणाली यह सुनिश्चित करती है कि पिघला हुआ प्लास्टिक सभी गुहाओं में समान रूप से बहता है। संतुलित प्रवाह दोषों को रोकता है जैसे कि आयामी भिन्नता, लघु शॉट्स और वेल्ड लाइनें। असमान वितरण भी स्थानीयकृत ओवरहीटिंग या अंडरफिलिंग का कारण बन सकता है, जो शक्ति और सतह दोनों को प्रभावित करता है।
धावक चैनल का आकार और आकार सीधे प्रवाह व्यवहार और प्रसंस्करण दक्षता को प्रभावित करता है। पूर्ण-दौर के धावक दबाव के नुकसान को कम करते हैं लेकिन टूलींग जटिलता को बढ़ाते हैं, जबकि ट्रेपेज़ॉइडल या अर्ध-गोलाकार धावक मशीन के लिए आसान होते हैं लेकिन कम कुशल होते हैं। ओवरसाइज़्ड धावक अपशिष्ट पदार्थ और धीमी कूलिंग; अंडरसीज़ वाले प्रवाह को प्रतिबंधित करते हैं और अधूरा भरण का कारण बन सकते हैं। बहु-कैविटी मोल्ड्स में, धावकों को सममित होना चाहिए और समान रूप से वितरित किया जाना चाहिए ताकि प्रत्येक गुहा एक साथ यह सुनिश्चित हो सके।
रनर सिस्टम के दो मुख्य प्रकार हैं:
ठंडे धावकसरल और लागत प्रभावी हैं, लेकिन वे अतिरिक्त सामग्री (रनर स्क्रैप) उत्पन्न करते हैं जिन्हें हटाया या पुनर्नवीनीकरण किया जाना चाहिए।
गर्म धावकइस कचरे को हटा दें और प्रवाह और तापमान पर बेहतर नियंत्रण प्रदान करें, लेकिन उन्हें उच्च टूलींग लागत और रखरखाव के प्रयास की आवश्यकता होती है।
धावक प्रणाली को गेट और कूलिंग सिस्टम के साथ समन्वय में डिज़ाइन किया जाना चाहिए। एक अच्छी तरह से अनुकूलित लेआउट चक्र समय को कम करता है, स्थिरता में सुधार करता है, और कुशल, उच्च गुणवत्ता वाले मोल्डिंग का समर्थन करता है।
बेदखल पिंस
इजेक्टर पिन का उपयोग एक बार जमने के बाद मोल्डेड हिस्से को गुहा से बाहर धकेलने के लिए किया जाता है। उनका प्लेसमेंट और डिज़ाइन भाग की गुणवत्ता, इजेक्शन दक्षता और मोल्ड जीवन को महत्वपूर्ण रूप से प्रभावित करता है। डिजाइन की सिफारिशें हैं:
▪ गैर-कॉस्मेटिक सतहों पर स्थिति इजेक्टर पिन, जैसे कि बिदाई लाइन के पास। लोड को फैलाने और विरूपण को रोकने के लिए इजेक्टर पिन। उदाहरण के लिए, एज या फैन गेट वाले भागों को संतुलित इजेक्शन के लिए अतिरिक्त पिन की आवश्यकता हो सकती है।
शीतलन प्रणाली
शीतलन प्रणाली संकोचन, चक्र समय और अंतिम भाग की गुणवत्ता को नियंत्रित करने के लिए मोल्ड तापमान को बनाए रखती है। चैनलों को एक समान शीतलन के लिए रूट किया जाना चाहिए, जिसमें मोटे वर्गों के चारों ओर तंग रिक्ति (गुहा से 3-5 मिमी) के साथ। सुनिश्चित करें कि कूलिंग लाइनें गेट्स, रनर या इजेक्शन हार्डवेयर के साथ संघर्ष न करें। उचित चैनल व्यास (आमतौर पर 6-10 मिमी) और संतुलित कई गुना अधिक थर्मल स्थिरता और शॉर्टन चक्र समय में सुधार करते हैं।
विशेषज्ञ और प्रोटोटाइप DFM प्रतिक्रिया के लिए CHIGGO के साथ काम करें
अब जब आपको इस बात की स्पष्ट समझ है कि इंजेक्शन मोल्डिंग डिजाइन कैसे मैन्युफायरेबिलिटी, प्रदर्शन और लागत को प्रभावित करता है, तो आगे बढ़ने का समय है। एक बार जब आपका डिज़ाइन तैयार हो जाता है, तो Chiggo उद्धरण के लिए आपके अनुरोध के साथ एक मुफ्त DFM (मैन्युफैक्चरबिलिटी के लिए डिज़ाइन) विश्लेषण प्रदान करता है। यह विश्लेषण मोल्ड बनाने और इंजेक्शन मोल्डिंग से संबंधित संभावित मुद्दों या जोखिमों की पहचान करने में मदद करता है।
आगे क्या होगा? बनाना एकप्रोटोटाइपटूलींग शुरू होने से पहले अपने डिजाइन निर्णयों को मान्य करने में मदद कर सकते हैं।चिग्गो यहाँ हैइंजेक्शन मोल्डिंग यात्रा के प्रत्येक चरण के माध्यम से आपको मार्गदर्शन करने के लिए, डिजाइन से उत्पादन तक एक चिकनी संक्रमण सुनिश्चित करना।