प्रकार I: क्रोमिक एसिड एनोडाइजिंग क्रोमिक एसिड का उपयोग करके एक पतली ऑक्साइड फिल्म (0.5 ~ 2.5 माइक्रोन) बनाता है। यह प्रक्रिया भाग के आयामों में महत्वपूर्ण परिवर्तन किए बिना या सतह पर तनाव उत्पन्न किए बिना उत्कृष्ट संक्षारण प्रतिरोध प्रदान करती है। यह संवेदनशील अनुप्रयोगों में दरार को फैलने से रोकने में भी मदद करता है, जो नाजुक भागों के लिए उपयुक्त है। हालाँकि, इसमें डाई अवशोषण सीमित है और इसके लिए सख्त पर्यावरणीय नियंत्रण की आवश्यकता होती है।
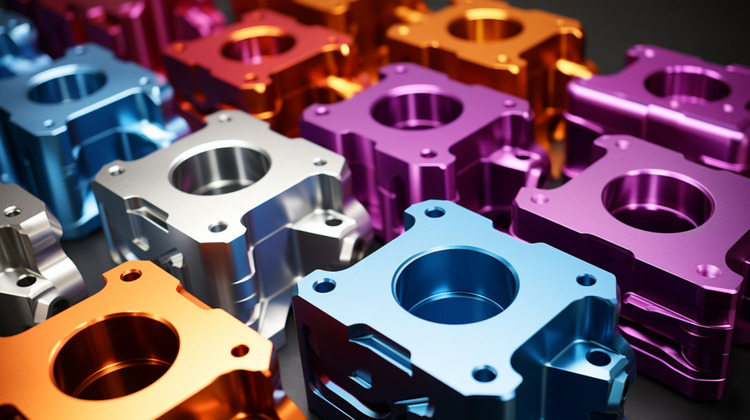
प्रकार II: सल्फ्यूरिक एसिड एनोडाइजिंग सबसे अधिक इस्तेमाल की जाने वाली विधि है, जो क्रोमिक एसिड के बजाय सल्फ्यूरिक एसिड पर निर्भर करती है। यह परिवर्तन गहरे छिद्रों के साथ मोटी ऑक्साइड परतें (2.5 ~ 25 माइक्रोन) बनाता है, जिससे टाइप II को रंग अवशोषण के लिए उत्कृष्ट पेंट प्रतिधारण मिलता है और अन्य फिनिश लागू करना आसान हो जाता है।
प्रकार III: हार्ड एनोडाइजिंग (हार्डकोट) भी सल्फ्यूरिक एसिड-आधारित इलेक्ट्रोलाइट्स का उपयोग करता है लेकिन उच्च वोल्टेज और कम तापमान (आमतौर पर 0 ~ 5 डिग्री सेल्सियस) पर काम करता है। यह प्रक्रिया बहुत मोटी (25~150 माइक्रोन), सघन और कठोर कोटिंग उत्पन्न करती है। यह बेहतर घिसाव प्रतिरोध, उत्कृष्ट संक्षारण प्रतिरोध और विद्युत इन्सुलेशन प्रदान करता है। नतीजतन, यह चरम स्थितियों में उपयोग के लिए विशेष रूप से उपयुक्त है।
एल्युमीनियम को एनोडाइज करने में कितना खर्च आता है?
विभिन्न एनोडाइजिंग प्रकारों का एनोडाइज्ड एल्युमीनियम की कीमत पर सीधा प्रभाव पड़ता है। आमतौर पर, एनोडाइजिंग के लिए न्यूनतम शुल्क $65 से $125 तक होता है, जो टाइप II एनोडाइजिंग पर लागू होता है और केवल उन रंगों के लिए होता है जिन पर आपका एनोडाइजर पहले से चल रहा है, जैसे स्पष्ट या काला।
टाइप Iएनोडाइजिंग में महंगे और जहरीले क्रोमिक एसिड का उपयोग होता है, जिससे अपशिष्ट निपटान और कर्मचारी सुरक्षा उपायों की लागत अधिक हो जाती है। इसके अतिरिक्त, बेहद पतली ऑक्साइड परत प्रक्रिया की जटिलता को बढ़ा देती है। इसका उपयोग आम तौर पर एयरोस्पेस जैसे उच्च परिशुद्धता वाले क्षेत्रों में किया जाता है, जहां ऑर्डर की मात्रा छोटी होती है, जिससे बड़े पैमाने पर उत्पादन के माध्यम से लागत कम करना मुश्किल हो जाता है।
प्रकार III हार्ड-कोट एनोडाइजिंग सबसे महंगा है, इसके लिए मशीन को लंबे समय तक चलाने, अधिक बिजली की खपत और अधिक जटिल प्रक्रिया नियंत्रण की आवश्यकता होती है।
एनोडाइजिंग प्रकारों के अलावा, भागों के आयाम और आकार, सतह खत्म आवश्यकताओं, बैच आकार, और विशेष उपचार की आवश्यकता (जैसे, मास्किंग या सीलिंग) जैसे कारक भी लागत को प्रभावित करते हैं। हम निम्नलिखित अनुच्छेद में इन पहलुओं पर चर्चा जारी रखेंगे।
अन्य कारक जो एनोडाइज्ड एल्युमीनियम की लागत को प्रभावित करते हैं
घटकों का आयाम और मात्रा
बड़े घटकों पर एक समान ऑक्साइड परत प्राप्त करना उनके बड़े सतह क्षेत्रों के कारण अधिक चुनौतीपूर्ण है, जिसके लिए अतिरिक्त सामग्री, प्रसंस्करण संसाधनों और सटीक प्रक्रिया नियंत्रण की आवश्यकता होती है - ये सभी उच्च व्यय में योगदान करते हैं।
इसके अतिरिक्त, घटकों की संख्या में वृद्धि शुरू में आवश्यक समग्र श्रम और समय को बढ़ा सकती है। हालाँकि, बड़ी मात्रा आम तौर पर पैमाने की अर्थव्यवस्थाओं से लाभान्वित होती है, क्योंकि निश्चित सेटअप लागत अधिक भागों में वितरित की जाती है, और बैच प्रसंस्करण दक्षता में सुधार करता है। इससे थोक ऑर्डर के लिए प्रति यूनिट लागत कम हो जाती है। उदाहरण के लिए, कैमरा एडाप्टर या छोटे इलेक्ट्रॉनिक माउंट जैसी वस्तुओं की मात्रा 200 से अधिक होने पर प्रति भाग 2 डॉलर जितनी कम लागत हो सकती है।
कोटिंग की मोटाई
एक बुनियादी मोटाई (आमतौर पर टाइप II, 10 ~ 25 माइक्रोन की मोटाई के साथ) का चयन करना सबसे अधिक लागत प्रभावी विकल्प है, जो पूरी तरह से समझने योग्य है और ज्यादातर मामलों में अच्छी तरह से काम करता है।
आम तौर पर, पतली या मोटी कोटिंग के परिणामस्वरूप कीमत अधिक होती है। उदाहरण के लिए, .001″ की मोटाई .0001″ से कम महंगी है, क्योंकि मोटी ऑक्साइड परत को नियंत्रित करना आसान है। नियंत्रण के इस स्तर को प्राप्त करने के लिए अनुभव और व्यावसायिकता की आवश्यकता होती है, जिससे सीधे तौर पर उच्च एनोडाइजिंग लागत आती है।
दूसरी ओर, टाइप III हार्ड एनोडाइजिंग के लिए आवश्यक मोटी कोटिंग्स की तरह, लंबे समय तक प्रसंस्करण समय, उच्च ऊर्जा खपत और विशेष उपकरण की आवश्यकता होती है, जो सभी सामूहिक रूप से लागत को बढ़ाते हैं।
कस्टम एनोडाइज्ड एल्यूमीनियम रंग
मोटाई के समान, मानकीकृत रंग चुनना आम तौर पर अधिक लागत प्रभावी होता है। ये रंग आसानी से उपलब्ध हैं और अधिकांश एनोडाइज़र के स्थापित वर्कफ़्लो के साथ संरेखित होते हैं, जिसके लिए न्यूनतम विशेष सामग्री या समायोजन की आवश्यकता होती है।
इसके विपरीत, कस्टम रंगों के लिए विशेष रंगों की आवश्यकता होती है, जिसमें अतिरिक्त अनुसंधान एवं विकास या छोटे-बैच डाई की खरीद, सामग्री लागत शामिल हो सकती है। इसके अतिरिक्त, प्रक्रिया मापदंडों को अक्सर समायोजित करने की आवश्यकता होती है (उदाहरण के लिए, डाई सोखने का समय, तापमान नियंत्रण), जिससे प्रक्रिया की जटिलता और समय-संबंधी खर्च बढ़ जाते हैं।
रैकिंग की संभावनाएँ
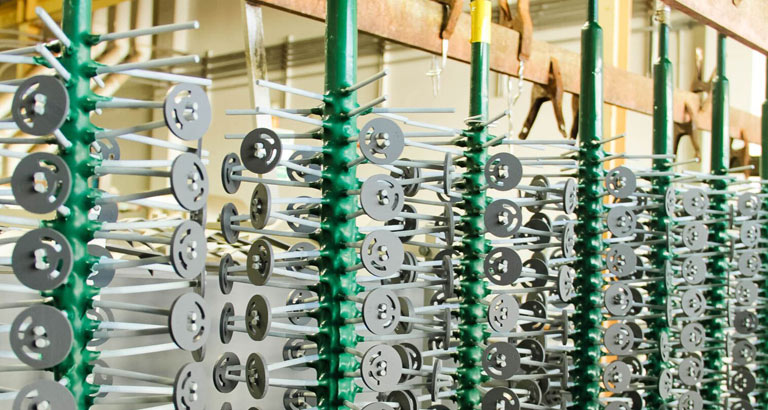
एल्यूमीनियम एनोडाइजिंग में रैकिंग एक महत्वपूर्ण प्रक्रिया है जो भागों को स्थिर करती है, एक सुरक्षित विद्युत कनेक्शन सुनिश्चित करती है, और कोटिंग की गुणवत्ता और समग्र लागत पर सीधे प्रभाव डालती है।
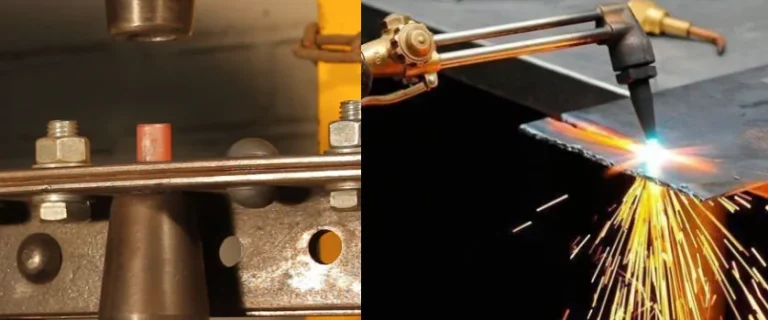
सामान्य प्रकार की रैकिंग में क्लैंप, वेल्ड और बोल्ट रैकिंग शामिल हैं। ज्यादातर मामलों में, निर्माता दक्षता को अधिकतम करने और खर्चों को कम करने के लिए लागत प्रभावी रैकिंग तरीकों का चयन करते हैं, खासकर जब किसी विशिष्ट रैकिंग विधि की आवश्यकता नहीं होती है। हालाँकि, विशिष्ट रैकिंग आवश्यकताएँ, जैसे कस्टम फिक्स्चर या प्रति बैच भागों की संख्या पर सीमाएँ, लागत को महत्वपूर्ण रूप से प्रभावित कर सकती हैं। प्रति रैक कम हिस्से का मतलब उपज में कमी है, जिससे प्रति हिस्से की लागत अधिक हो जाती है।
रैक सामग्री का चुनाव भी लागत को प्रभावित करता है। टाइटेनियम रैक, हालांकि टिकाऊ होते हैं, अधिक महंगे होते हैं, जबकि एल्यूमीनियम रैक किफायती होते हैं लेकिन उनका जीवनकाल कम होता है। इसके अतिरिक्त, लगातार कोटिंग गुणवत्ता के लिए रैक पर भागों की उचित दूरी आवश्यक है। खराब वर्तमान वितरण के कारण अत्यधिक भीड़भाड़ के कारण असमान कोटिंग हो सकती है, संभावित रूप से पुन: कार्य की आवश्यकता होती है और खर्च में वृद्धि होती है।
अतिरिक्त सेवाएं
जो ग्राहक अपने उत्पादों की कार्यक्षमता या दिखावट बढ़ाना चाहते हैं उन्हें इस बात की जानकारी होनी चाहिए कि ये अतिरिक्त प्रक्रियाएँ लागत बढ़ा सकती हैं। मनका ब्लास्टिंग, पॉलिशिंग या सफाई जैसे प्री-प्रोसेसिंग चरण अक्सर वांछित फिनिश प्राप्त करने के लिए आवश्यक होते हैं लेकिन समग्र खर्चों में योगदान करते हैं। इसी तरह, मास्किंग, सीलिंग या कस्टम पैकेजिंग सहित प्रसंस्करण के बाद की आवश्यकताएं, अंतिम कीमत में और इजाफा कर सकती हैं।
उच्च गुणवत्ता वाले एनोडाइज्ड एल्युमीनियम उत्पादन के लिए युक्तियाँ
किसी भी एनोडाइजिंग परियोजना का अंतिम लक्ष्य उच्च गुणवत्ता वाले परिणामों को बनाए रखते हुए लागत दक्षता हासिल करना है। प्रक्रिया का अधिकतम लाभ उठाने में आपकी सहायता के लिए यहां कुछ युक्तियां दी गई हैं।
1. उपयुक्त एनोडाइजिंग प्रकारचुनें
लागत और प्रदर्शन को संतुलित करने के लिए आपके विशिष्ट एप्लिकेशन के लिए उपयुक्त एनोडाइजिंग प्रकार का चयन करना एक आवश्यक कदम है। प्रत्येक प्रकार - चाहे वह सख्त सहनशीलता के लिए टाइप I हो, बहुमुखी उपयोग के लिए टाइप II, या अधिकतम स्थायित्व के लिए टाइप III - की अलग-अलग विशेषताएं हैं। इन अंतरों को समझने के माध्यम से (जैसा कि पहले चर्चा की गई है), आप एक सूचित विकल्प चुन सकते हैं जो अनावश्यक सुविधाओं के लिए अधिक भुगतान किए बिना आपकी आवश्यकताओं को पूरा करता है।
2. सही एल्युमीनियम मिश्रधातु का चयन करें
एल्यूमीनियम के विभिन्न ग्रेड एनोडाइजिंग पर अलग-अलग प्रतिक्रिया करते हैं। उच्च शुद्धता वाले एल्यूमीनियम, जैसे कि 1100 श्रृंखला, एनोडाइजिंग के लिए सबसे उपयुक्त है, जबकि एल्यूमीनियम-तांबा मिश्र धातु, 2000 श्रृंखला की तरह, एनोडाइजिंग प्रभाव को बढ़ाने के लिए अतिरिक्त सतह पूर्व-उपचार चरणों की आवश्यकता होती है और आमतौर पर सजावटी एनोडाइजिंग के लिए अनुशंसित नहीं होती है। 6061 और 6063 जैसी कुछ मिश्रधातुएँ, अतिरिक्त प्रसंस्करण लागत को कम करते हुए लगातार फिनिश देने की अपनी क्षमता के लिए जानी जाती हैं।
विभिन्न मिश्र धातुओं की ऑक्साइड परत संरचना उनकी डाई अवशोषण क्षमताओं को भी प्रभावित करती है। उदाहरण के लिए, शुद्ध एल्यूमीनियम और 5000 श्रृंखला रंगाई के लिए उत्कृष्ट हैं, जबकि सिलिकॉन या तांबे वाले मिश्र धातु कम अनुकूल परिणाम देते हैं।
3. उचित सतही उपचार सुनिश्चित करें
एनोडाइजिंग के दौरान सुसंगत और उच्च-गुणवत्ता वाले परिणाम प्राप्त करने के लिए, एल्यूमीनियम घटकों का उचित उपचार और रखरखाव करना आवश्यक है। सतह पर छोड़ा गया तेल, मलबा और उंगलियों के निशान फिनिशिंग दोष का कारण बन सकते हैं। सामग्रियों का गहन निरीक्षण और सावधानीपूर्वक सफाई इन दूषित पदार्थों को खत्म करने और एक सफल एनोडाइजिंग प्रक्रिया सुनिश्चित करने के लिए महत्वपूर्ण कदम हैं।
4. एनोडाइजिंग दक्षता के लिए डिजाइन
लगातार एनोडाइजिंग परिणामों के लिए, चिकने बदलाव और गोल किनारों के साथ सरल आकृतियों पर ध्यान केंद्रित करें जो समान कोटिंग को बढ़ावा देते हैं। गहरे गड्ढे, अंधे छेद और तेज धार जैसी विशेषताएं वर्तमान प्रवाह को बाधित कर सकती हैं, जिससे संभावित रूप से स्थानीय पतलापन या मलिनकिरण हो सकता है।
5. एनोडाइजिंग टैंकको नियंत्रित करें
प्रभावी एनोडाइजिंग के लिए तापमान, समय, सरगर्मी और कैथोड की गुणवत्ता सहित टैंक मापदंडों के सटीक नियंत्रण की आवश्यकता होती है। रेक्टिफायर (बिजली आपूर्ति) की नियमित निगरानी और समायोजन से सही वर्तमान घनत्व प्राप्त करने में मदद मिलती है, जबकि इलेक्ट्रोलाइट संरचना और टैंक की सफाई बनाए रखने से दोषों को रोका जाता है, जिससे टिकाऊ और सुसंगत फिनिश सुनिश्चित होती है।
6. अनुभवी पेशेवरों के साथ काम करें
कुशल एनोडाइजिंग तकनीशियनों के साथ सहयोग करना उच्च-गुणवत्ता वाले परिणाम प्राप्त करने की कुंजी है। आख़िर कैसे? सहज और लागत प्रभावी सहयोग के लिए विचार करने के लिए यहां कुछ विचार दिए गए हैं:
ऐसे भागीदार की तलाश करें जिसके पास आपके जैसा ही प्रोजेक्ट संभालने का अनुभव हो। उनका ट्रैक रिकॉर्ड विश्वसनीय परिणाम और लगातार गुणवत्ता सुनिश्चित करता है।
सुनिश्चित करें कि वे कोटिंग की मोटाई और रंग विकल्पों से लेकर कस्टम फ़िनिश तक आपकी विशिष्ट ज़रूरतों को पूरा कर सकते हैं। आपके प्रोजेक्ट को जो चाहिए उसे पूरा करने का लचीलापन अमूल्य है।
उनके विशिष्ट लीड समय और आवश्यक होने पर त्वरित ऑर्डर या शेड्यूल समायोजन को समायोजित करने की क्षमता की जांच करें।
पुष्टि करें कि उनकी न्यूनतम ऑर्डर मात्रा आपके प्रोजेक्ट में फिट बैठती है, और उन शर्तों पर बातचीत करें जो आपके पैमाने और बजट के अनुरूप हों।
बिना किसी छिपी हुई फीस के अग्रिम मूल्य निर्धारण की पेशकश करने वाला प्रदाता चुनें। अपने वांछित गुणवत्ता मानकों को बनाए रखते हुए लागत-बचत विकल्पों पर चर्चा करें।
एक विश्वसनीय भागीदार नियमित अपडेट प्रदान करता है और प्रक्रिया को ट्रैक पर रखते हुए चुनौतियों का तुरंत समाधान करता है।
चिग्गो क्यों चुनें?
चिग्गो पर, हम उत्कृष्ट एनोडाइज्ड एल्युमीनियम समाधान प्रदान करने के लिए विशेषज्ञता, दक्षता और ग्राहक-केंद्रित सेवा का संयोजन करते हैं। चाहे आपको कस्टम फ़िनिश, तेज़ टर्नअराउंड, या लागत प्रभावी मूल्य निर्धारण की आवश्यकता हो, हम मदद के लिए यहां हैं। आएँ शुरू करें!