एनोडाइजिंग, जिसे एनोडाइजेशन के रूप में भी जाना जाता है, एक विद्युत रासायनिक प्रक्रिया है जिसका उपयोग धातु की सतहों पर सजावटी और संक्षारण प्रतिरोधी ऑक्साइड परत बनाने के लिए किया जाता है। जबकि मैग्नीशियम और टाइटेनियम सहित कई अलौह धातुओं को एनोडाइज किया जा सकता है, एल्यूमीनियम इस प्रक्रिया के लिए विशेष रूप से उपयुक्त है। वास्तव में, एल्यूमीनियम एनोडाइजिंग का आज व्यापक रूप से उपयोग किया जाता है क्योंकि यह सामग्री की स्थायित्व और उपस्थिति दोनों को महत्वपूर्ण रूप से बढ़ाता है।
यह लेख एल्यूमीनियम एनोडाइजिंग पर ध्यान केंद्रित करेगा, जिसमें एनोडाइजिंग प्रक्रिया का विस्तार से वर्णन किया जाएगा, इसके प्रकार, लाभ, अनुप्रयोग और एल्यूमीनियम एनोडाइजिंग के डिजाइन युक्तियों के बारे में बताया जाएगा।
एल्युमीनियम एनोडाइजिंग क्या है?
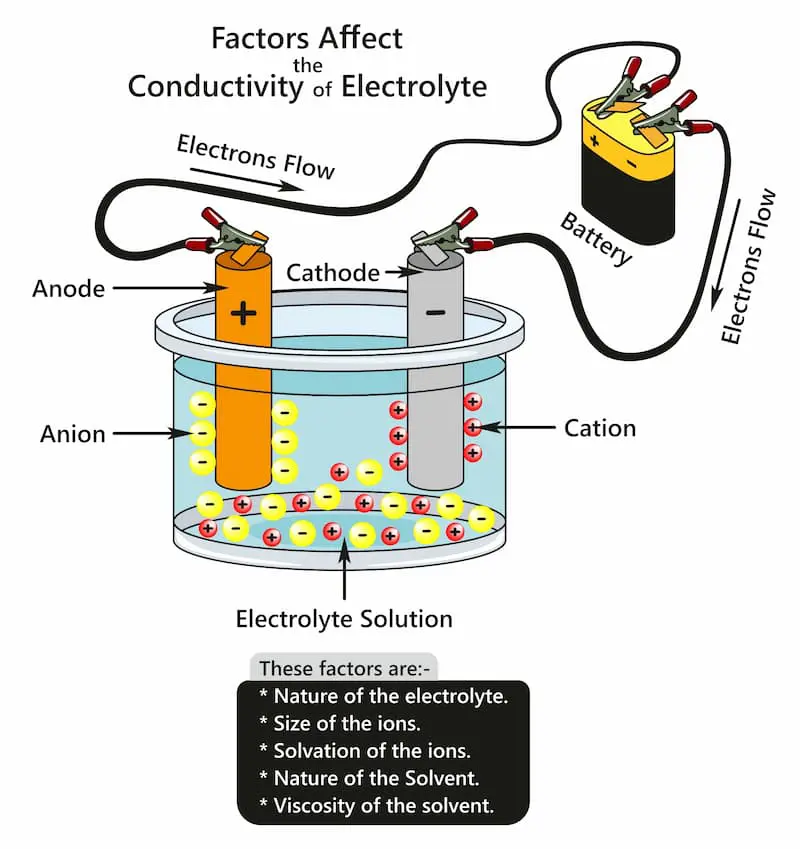
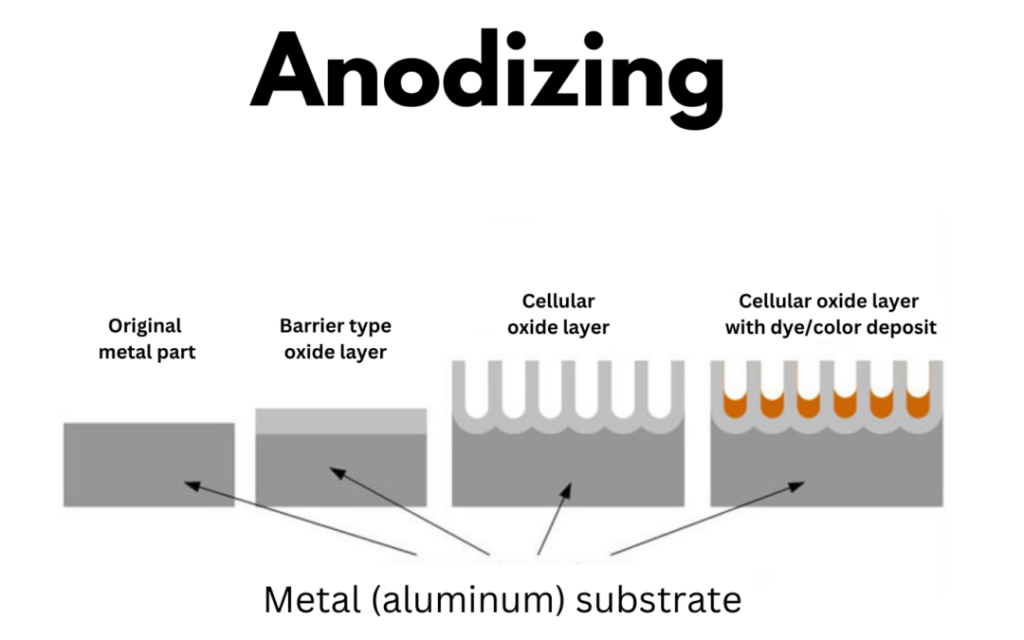
एल्युमीनियम एनोडाइजिंग एक इलेक्ट्रोलाइटिक प्रक्रिया है जो आमतौर पर तनु सल्फ्यूरिक एसिड घोल में की जाती है। इस प्रक्रिया के दौरान, एल्यूमीनियम भाग के माध्यम से एक विद्युत धारा प्रवाहित की जाती है, जिससे सतह पर एल्यूमीनियम परमाणु इलेक्ट्रॉन खो देते हैं और सकारात्मक रूप से चार्ज एल्यूमीनियम आयन (Al3+) बन जाते हैं। ये एल्यूमीनियम आयन फिर इलेक्ट्रोलाइट में पानी के अणुओं (H2O) के साथ प्रतिक्रिया करते हैं, जिससे एक टिकाऊ एल्यूमीनियम ऑक्साइड परत बनती है जो धातु की प्राकृतिक रूप से पाई जाने वाली ऑक्साइड परत की तुलना में काफी मजबूत और अधिक संक्षारण प्रतिरोधी होती है।
यह एल्यूमीनियम ऑक्साइड पेंट या प्लेटिंग की तरह सतह पर नहीं लगाया जाता है, बल्कि अंतर्निहित एल्यूमीनियम सब्सट्रेट के साथ पूरी तरह से एकीकृत होता है, इसलिए यह चिपक या छिल नहीं सकता है। इसके अतिरिक्त, ऑक्साइड परत में एक उच्च क्रमबद्ध, छिद्रपूर्ण संरचना होती है, जो रंग और सीलिंग जैसी माध्यमिक प्रक्रियाओं की अनुमति देती है। ये उपचार एनोडाइज्ड सतह के संक्षारण प्रतिरोध, स्थायित्व और सौंदर्य लचीलेपन को और बढ़ाते हैं, एल्यूमीनियम को अपनी धात्विक फिनिश को बनाए रखते हुए विभिन्न रंगों को अपनाने में सक्षम बनाते हैं, और एनोडाइज्ड एल्यूमीनियम के लिए अनुप्रयोगों की सीमा का विस्तार करते हैं - विशेष रूप से उपभोक्ता उत्पादों, वास्तुकला और डिजाइन में।
एल्यूमिनियम एनोडाइजिंग प्रक्रिया चरण-दर-चरण
चरण 1: सफ़ाई
एनोडाइजिंग प्रक्रिया किसी भी ग्रीस, तेल, गंदगी या अन्य दूषित पदार्थों को हटाने के लिए एल्यूमीनियम भाग को अच्छी तरह से साफ करने से शुरू होती है। यह एल्यूमीनियम को क्षारीय या एसिड-आधारित डिटर्जेंट स्नान में डुबो कर प्राप्त किया जा सकता है। यह कदम एक स्वच्छ, सक्रिय सतह सुनिश्चित करता है, जो एकसमान एनोडाइजिंग के लिए आवश्यक है।
चरण 2: पूर्व-उपचार
इसके बाद, एल्यूमीनियम की सतह को रासायनिक या यांत्रिक प्रक्रियाओं के माध्यम से एनोडाइजिंग के लिए तैयार किया जाता है। रासायनिक पूर्व-उपचार में आम तौर पर नक़्क़ाशी शामिल होती है, जहां सोडियम हाइड्रॉक्साइड जैसा नक़्क़ाशी समाधान सतह की अनियमितताओं को समाप्त करता है, और डीसम्यूटिंग होता है, जो नाइट्रिक या सल्फ्यूरिक युक्त समाधान का उपयोग करता है एल्यूमीनियम घटकों से स्मट्स (नक़्क़ाशी के बाद सतह पर छोड़े गए अघुलनशील मिश्रधातु तत्वों या ऑक्साइड का अवशेष) को हटाने के लिए एसिड।
मैकेनिकल प्री-ट्रीटमेंट भी लागू किया जा सकता है, जिसमें आवश्यकतानुसार सतह को और अधिक चिकना या बनावट देने के लिए अपघर्षक पॉलिशिंग, सैंडब्लास्टिंग और शॉट पीनिंग जैसी तकनीकों का उपयोग किया जाता है।
चरण 3: एनोडाइजिंग
अतिरिक्त धुलाई के बाद, साफ और पूर्व-उपचारित एल्यूमीनियम भाग को एनोडाइजिंग टैंक में स्थानांतरित किया जाता है और इलेक्ट्रोलाइटिक समाधान, आमतौर पर सल्फ्यूरिक या क्रोमिक एसिड में डुबोया जाता है। फिर समाधान के माध्यम से एक विद्युत प्रवाह पारित किया जाता है, जिसमें एल्यूमीनियम भाग एनोड के रूप में कार्य करता है (इसलिए "एनोडाइजिंग" शब्द) और स्टेनलेस स्टील या सीसा जैसी एक अक्रिय सामग्री कैथोड के रूप में कार्य करती है।
इस धारा के कारण एल्यूमीनियम परमाणु इलेक्ट्रॉन खो देते हैं और एल्यूमीनियम आयन बन जाते हैं, जो इलेक्ट्रोलाइट में पानी के अणुओं के साथ प्रतिक्रिया करके एल्यूमीनियम ऑक्साइड (Al₂O₃) की एक परत बनाते हैं जो भाग की सतह पर जमा हो जाती है, जिससे एक सुरक्षात्मक और टिकाऊ कोटिंग बनती है। इलेक्ट्रोकेमिकल प्रत्येक इलेक्ट्रोड पर प्रतिक्रियाओं का सारांश नीचे दिया गया है:
एनोड पर प्रतिक्रियाएँ(एल्युमीनियम का ऑक्सीकरण)
Al → Al3+ + 3e- 2Al3++3H2O→Al2O3+6H+
सी पर प्रतिक्रियाएँएथोड(हाइड्रोजन आयनों की कमी)
6H++ 6e-→3H2
समग्र प्रतिक्रिया
2Al + 3H2O → Al2O3+ 3H2
एनोडाइजिंग में विद्युत रासायनिक प्रतिक्रियाएं
इलेक्ट्रोलिसिस चरण के दौरान, इलेक्ट्रोलाइट स्नान की रासायनिक संरचना के आधार पर, दो अलग-अलग प्रकार की ऑक्साइड फिल्में बन सकती हैं:
बैरियर ऑक्साइड फिल्म:
एक बैरियर ऑक्साइड फिल्म तब बनती है जब एनोडाइजिंग एक तटस्थ या थोड़ा क्षारीय समाधान में होता है, जैसे कि अमोनियम बोरेट, फॉस्फेट, या टार्ट्रेट रचनाएं। इन समाधानों में, एल्यूमीनियम ऑक्साइड अघुलनशील रहता है, जिससे एक पतली, गैर-छिद्रपूर्ण और निरंतर ऑक्साइड परत का निर्माण होता है जो सीधे एल्यूमीनियम सब्सट्रेट से बंधी होती है। यह अवरोधक परत अत्यधिक घनी होती है और एक सुरक्षात्मक कोटिंग के रूप में कार्य करती है, जो आगे ऑक्सीकरण और क्षरण को रोकती है।
छिद्रित ऑक्साइड फिल्म:
जब एनोडाइजिंग सल्फ्यूरिक, फॉस्फोरिक या क्रोमिक एसिड जैसे तनु अम्लीय घोल में किया जाता है, तो विद्युत प्रवाह एल्यूमीनियम की सतह पर ऑक्साइड परत के निर्माण को प्रेरित करता है। साथ ही, अम्लीय इलेक्ट्रोलाइट आंशिक रूप से ऑक्साइड को घोलता है, खासकर उजागर या कमजोर क्षेत्रों में। ऑक्साइड निर्माण और विघटन के बीच इस गतिशील संतुलन के परिणामस्वरूप कुछ ऑक्साइड एक स्थिर फिल्म बनाने के लिए बरकरार रहते हैं, जबकि अन्य भाग घुल जाते हैं, जिससे एक नियमित छिद्रपूर्ण संरचना बनती है।
छिद्रपूर्ण ऑक्साइड परत की मोटाई लागू वोल्टेज, इलेक्ट्रोलाइट तापमान और एनोडाइजिंग समय जैसे कारकों से प्रभावित होती है। उच्च वोल्टेज और लंबी अवधि के परिणामस्वरूप मोटी फिल्में बनती हैं। इसके अतिरिक्त, छिद्रों का आकार और घनत्व एसिड एकाग्रता और इलेक्ट्रोलाइट के तापमान पर निर्भर करता है।
चरण 4: रंग भरना (वैकल्पिक)
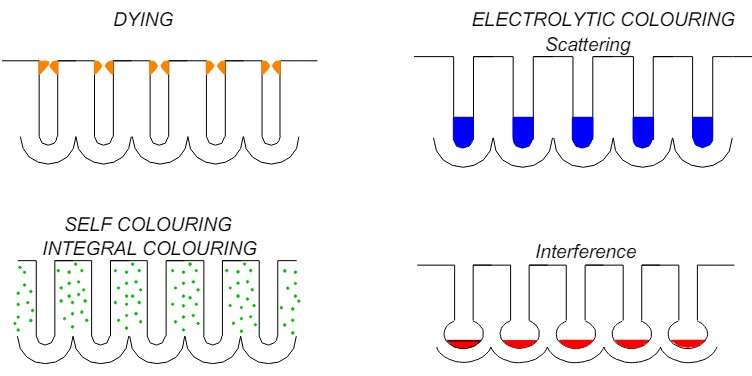
यदि रंगीन फिनिश वांछित है, तो कई विधियाँ उपलब्ध हैं, जिनमें सबसे आम हैं रंगाई (डिप कलरिंग) और इलेक्ट्रोलाइटिक कलरिंग।
रंगाईमें, एनोडाइज्ड भाग को कार्बनिक रंगों वाले स्नान में डुबोया जाता है। डाई ऑक्साइड परत की सतह के छिद्रों में प्रवेश करती है और भीतर चिपक जाती है। अंतिम रंग उपयोग की गई विशिष्ट डाई के साथ-साथ इसकी सांद्रता और आणविक संरचना जैसे कारकों पर निर्भर करता है। यह विधि लागत प्रभावी है और एल्यूमीनियम भागों पर विभिन्न प्रकार के रंगों को लागू करने की अनुमति देती है। हालाँकि, परिणामस्वरूप रंगीन फिल्म यूवी प्रकाश के प्रति कम प्रतिरोधी होती है, जिसका अर्थ है कि सूर्य के प्रकाश के संपर्क में आने पर समय के साथ रंग फीका पड़ सकता है।
इलेक्ट्रोलाइटिक रंग में, एनोडाइज्ड भाग को धातु के लवण (जैसे टिन, निकल, या कोबाल्ट) वाले स्नान में डुबोया जाता है, और एक विद्युत प्रवाह लगाया जाता है। इससे धातु आयन ऑक्साइड परत के छिद्रों में जमा हो जाते हैं, जिससे एनोडाइज्ड सतह पर एक विशिष्ट रंग बन जाता है। अंतिम रंग और उसकी गुणवत्ता प्रयुक्त धातु के प्रकार और छिद्रों के भीतर धातु जमा की सांद्रता पर निर्भर करती है।
एल्युमिनियम को आप किन रंगों में एनोडाइज़ कर सकते हैं?
आप इंटीग्रल कलरिंग और इंटरफेरेंस कलरिंग जैसी अतिरिक्त तकनीकों के साथ-साथ ऊपर वर्णित विधियों के माध्यम से अधिकांश रंग प्राप्त कर सकते हैं।
संभावित एनोडाइजिंग रंगों में काला, नीला, नीला-ग्रे, भूरा, सोना, ग्रे, हरा, जैतून का रंग, गुलाबी, लाल, बैंगनी और पीला शामिल हैं। कुछ तरीके, जैसे अकार्बनिक धातु लवण के साथ इलेक्ट्रोलाइटिक रंग, यूवी-प्रतिरोधी रंग उत्पन्न करते हैं, जो उन्हें बाहरी अनुप्रयोगों के लिए आदर्श बनाते हैं जहां रंग स्थिरता महत्वपूर्ण है।
कुछ प्रक्रियाएं, जैसे इंटरफेरेंस कलरिंग, एनोडाइज्ड परत के भीतर ऑप्टिकल इंटरफेरेंस प्रभावों के माध्यम से रंग बनाती हैं, जिसके परिणामस्वरूप अद्वितीय रंग बनते हैं जो देखने के कोण के आधार पर बदल सकते हैं। अन्य विधियाँ प्रकाश के प्रकीर्णन पर निर्भर करती हैं, जिससे यह प्रभावित होता है कि प्रकाश विशिष्ट रंगों को उत्पन्न करने के लिए सतह के साथ कैसे संपर्क करता है।
इसके अतिरिक्त, एनोडाइज्ड एल्युमीनियम पेंट, स्क्रीन प्रिंटिंग, या लागू परावर्तक सामग्री (जैसे सड़क संकेतों में उपयोग की जाने वाली) को स्वीकार करने के लिए उत्कृष्ट है। यह बहुमुखी प्रतिभा अकेले एनोडाइजिंग के माध्यम से संभव नहीं होने वाले रंगों और फिनिश को प्राप्त करने की अनुमति देती है, जैसे कि शुद्ध सफेद या अत्यधिक परावर्तक सतह।
चरण 5: सील करना
एनोडाइजिंग प्रक्रिया में अंतिम चरण सीलिंग है, जो आगे की रासायनिक प्रतिक्रियाओं को रोकने और किसी भी रंग को लॉक करने के लिए एनोडाइज्ड परत में छिद्रों को बंद कर देता है। यह आमतौर पर उबलते विआयनीकृत पानी के स्नान में भाग को डुबो कर किया जाता है, लेकिन भाप सीलिंग या रासायनिक सीलिंग जैसी अन्य विधियों का भी उपयोग किया जा सकता है। एक बार सील हो जाने पर, एनोडाइज्ड परत स्थिर हो जाती है, और भाग घिसाव और संक्षारण के प्रति बेहतर प्रतिरोध प्राप्त कर लेता है। चूंकि ऑक्साइड फिल्म संवेदनशील है, इसलिए फिनिश की गुणवत्ता और दीर्घायु सुनिश्चित करने के लिए रंगाई के तुरंत बाद सीलिंग की जानी चाहिए।
एल्युमीनियम एनोडाइजिंग प्रक्रियाओं के प्रकार
MIL-PRF-8625 (जो MIL-A-8625 का स्थान लेता है) के अनुसार, तीन प्राथमिक एल्यूमीनियम एनोडाइजिंग प्रक्रियाएं हैं, प्रत्येक विशिष्ट अनुप्रयोगों के लिए डिज़ाइन की गई हैं और उपस्थिति, स्थायित्व और संक्षारण प्रतिरोध के मामले में अद्वितीय गुण प्रदान करती हैं।
टाइप I - क्रोमिक एसिड एनोडाइजिंग
क्रोमिक एसिड एनोडाइजिंग, सबसे पुरानी एनोडाइजिंग विधि, एल्यूमीनियम सतहों पर एक पतली ऑक्साइड फिल्म बनाने के लिए इलेक्ट्रोलाइट के रूप में क्रोमिक एसिड का उपयोग करती है, आमतौर पर मोटाई में 0.5 से 2.5 माइक्रोन तक होती है। तीन एनोडाइजिंग प्रकारों में सबसे पतला होने के बावजूद, टाइप I नंगे एल्यूमीनियम की तुलना में संक्षारण प्रतिरोध को काफी बढ़ाता है। परिणामी पतली ऑक्साइड परत नगण्य आयामी परिवर्तन का कारण बनती है, जो इसे कठोर सहनशीलता की आवश्यकता वाले घटकों के लिए आदर्श बनाती है। यह एक गैर-चिंतनशील, मैट फ़िनिश भी उत्पन्न करता है, जो सैन्य और एयरोस्पेस अनुप्रयोगों के लिए वांछनीय है। इसके अतिरिक्त, पतली फिल्म मोटी टाइप III हार्डकोट एनोडाइजिंग परतों की तुलना में अधिक लचीली होती है, जो इसे तनाव और झुकने को बेहतर ढंग से झेलने की अनुमति देती है।
हालाँकि, टाइप I एनोडाइजिंग पर्यावरणीय चिंताओं को प्रस्तुत करता है क्योंकि क्रोमिक एसिड विषाक्त और कैंसरकारी है। नतीजतन, इस प्रक्रिया को करने वाली सुविधाओं को क्रोमिक एसिड उपोत्पादों के प्रबंधन के लिए विशेष अपशिष्ट जल उपचार प्रणालियों को लागू करना होगा। इसके अलावा, ऑक्साइड परत की सीमित मोटाई रंगों को अवशोषित करने की इसकी क्षमता को कम कर देती है, जिससे अक्सर काले रंग में रंगे जाने पर भी फिल्म भूरे रंग की दिखाई देती है।
टाइप II - सल्फ्यूरिक एसिड एनोडाइजिंग
सल्फ्यूरिक एसिड एनोडाइजिंग सबसे व्यापक रूप से इस्तेमाल की जाने वाली एनोडाइजिंग विधि है, जिसमें क्रोमिक एसिड के बजाय इलेक्ट्रोलाइट के रूप में सल्फ्यूरिक एसिड का उपयोग किया जाता है। यह प्रक्रिया आम तौर पर 2.5 से 25 माइक्रोन के बीच एक मोटी ऑक्साइड परत का उत्पादन करती है, जो टाइप I एनोडाइज्ड भागों की तुलना में बेहतर घर्षण और संक्षारण प्रतिरोध प्रदान करती है और आम तौर पर कठिन होती है।
ऑक्साइड परत की बढ़ी हुई मोटाई और सरंध्रता रंगीन रंगों, पेंट और चिपकने वाले पदार्थों के प्रभावी अवशोषण की अनुमति देती है, जो इसे सजावटी अनुप्रयोगों के लिए आदर्श बनाती है। इसके अतिरिक्त, कम रासायनिक लागत, कम ऊर्जा खपत और सरल अपशिष्ट उपचार प्रक्रियाओं के कारण इस प्रकार का एनोडाइजिंग प्रकार I की तुलना में अधिक लागत प्रभावी है।
टाइप III - हार्ड एनोडाइजिंग (हार्डकोट एनोडाइजिंग)
हार्ड एनोडाइजिंग टाइप II एनोडाइजिंग की तरह सल्फ्यूरिक एसिड का उपयोग करता है लेकिन बहुत कम तापमान, उच्च वोल्टेज और बढ़े हुए वर्तमान घनत्व पर काम करता है। यह प्रक्रिया एक ऑक्साइड परत बनाती है जिसकी मोटाई 25 माइक्रोन से अधिक हो सकती है और यह असाधारण रूप से कठोर होती है - अक्सर टूल स्टील की कठोरता तक पहुंच जाती है। नतीजतन, टाइप III एनोडाइजिंग टूट-फूट के खिलाफ बेहतर सुरक्षा प्रदान करता है, जिससे यह उच्च टूट-फूट वाले औद्योगिक और यांत्रिक वातावरण में उपयोग किए जाने वाले भागों के लिए एक शीर्ष विकल्प बन जाता है।
हालाँकि, परिणामी फिल्म आम तौर पर गहरे रंग की होती है और उसे बिना रंगे या काले रंग में रंगा जा सकता है। हालाँकि टाइप III एनोडाइजिंग टाइप II की तरह पर्यावरण के अनुकूल है, लेकिन आवश्यक कठोर प्रक्रिया शर्तों के कारण यह अधिक महंगा है।
किस प्रकार का एनोडाइजिंग आपके लिए सर्वोत्तम है?
नीचे दी गई तालिका तीन प्रकार के एनोडाइजिंग की प्रमुख विशेषताओं का सारांश प्रस्तुत करती है और उनके सबसे आम अनुप्रयोगों पर प्रकाश डालती है, जिससे आपको एनोडाइजिंग प्रकार का चयन करने में मदद मिलती है जो आपकी आवश्यकताओं के लिए सबसे उपयुक्त है।
गुण
टाइप I (क्रोमिक एसिड एनोडाइजिंग)
टाइप II (सल्फ्यूरिक एसिड एनोडाइजिंग)
टाइप III (हार्ड एनोडाइजिंग)
कोटिंग की मोटाई
0.5-2.5 माइक्रोन
2.5-25 माइक्रोन
>25 माइक्रोन
संक्षारण प्रतिरोध
अच्छा
बेहतर
उत्कृष्ट
प्रतिरोध पहन
गरीब
मध्यम
उत्कृष्ट
सरंध्रता
कम
मध्यम
कम
उपस्थिति
मैट ग्रे या प्राकृतिक रंग
साफ़ या रंगा हुआ
कठोर स्पष्ट या कठोर काला
पर्यावरण के अनुकूल
नहीं
हाँ
हाँ
लागत
मध्यम से उच्च; क्रोमिक एसिड के लिए सुरक्षा उपायों के कारण उच्चतर
कम; सबसे किफायती एनोडाइजिंग प्रक्रिया
उच्च; कठोर प्रक्रिया शर्तों और ऊर्जा आवश्यकताओं के कारण
अनुप्रयोग
- भागों को सख्त आयामी सहनशीलता की आवश्यकता होती है - चिपकने वाली बॉन्डिंग या पेंटिंग जैसी आगे की प्रक्रिया की आवश्यकता होती है
- सतह की कठोरता और सौंदर्यशास्त्र को संतुलित करना - जीवंत, अनुकूलन योग्य रंगों और स्थायित्व की आवश्यकता वाली परियोजनाएं
- उच्च घिसाव वाले वातावरण - कठोर परिस्थितियों में उपयोग किए जाने वाले हिस्से
तीन प्रकार के एनोडाइजिंग की तुलना
एनोडाइजिंग एल्युमीनियम के क्या फायदे हैं?
हम पहले ही एनोडाइजिंग एल्यूमीनियम के कई फायदों का उल्लेख कर चुके हैं। अब, आइए इन लाभों को चर्चा के लिए एक साथ लाएं और उनसे उत्पन्न होने वाले विशिष्ट अनुप्रयोगों का पता लगाएं।
उन्नत संक्षारण प्रतिरोध
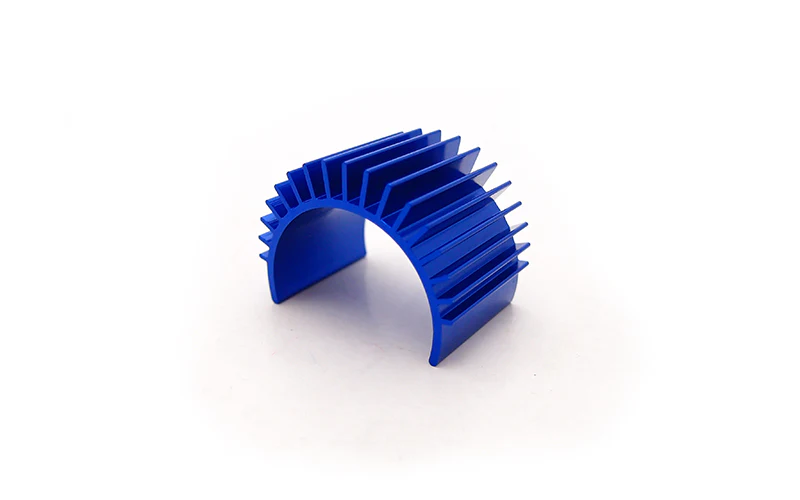
एनोडाइज्ड परत नमी, नमक और प्रदूषकों जैसे पर्यावरणीय कारकों के खिलाफ एक सुरक्षात्मक बाधा के रूप में कार्य करती है। यह वास्तुशिल्प और समुद्री उद्योगों में विशेष रूप से फायदेमंद है, जहां कठोर मौसम और संक्षारक वातावरण का संपर्क आम है। विशिष्ट अनुप्रयोगों में भवन निर्माण, छत, खिड़की के फ्रेम और समुद्री उपकरण शामिल हैं।
स्थायित्व और कठोरता में वृद्धि
एल्युमीनियम ऑक्साइड की परत कच्चे एल्युमीनियम की तुलना में बहुत सख्त होती है, जो भाग को खरोंच, घर्षण और अन्य प्रकार के घिसाव से बचाने में मदद करती है। यह एनोडाइज्ड एल्युमीनियम को कुकवेयर, इलेक्ट्रॉनिक उपकरणों और ऑटोमोटिव घटकों जैसे उच्च-यातायात या उच्च-उपयोग वाले उत्पादों के लिए एकदम सही बनाती है। जैसे पहिये, ट्रिम्स और इंजन घटक।
सौंदर्यात्मक बहुमुखी प्रतिभा
एनोडाइज्ड परत की छिद्रपूर्ण प्रकृति इसे रंगों को कुशलतापूर्वक अवशोषित करने की अनुमति देती है, जो रंग विकल्पों की एक विस्तृत श्रृंखला पेश करती है। यह डिजाइनरों को दृश्य अपील के साथ कार्यक्षमता को एकीकृत करने में सक्षम बनाता है, जो उच्च प्रदर्शन और सौंदर्य लचीलापन दोनों प्रदान करता है। उपभोक्ता इलेक्ट्रॉनिक्स और वास्तुकला जैसे उद्योगों में इसे विशेष रूप से महत्व दिया जाता है, जहां एनोडाइज्ड एल्यूमीनियम का उपयोग स्मार्टफोन, लैपटॉप और बिल्डिंग एक्सटीरियर जैसे उत्पादों में किया जाता है।
बेहतर थर्मल और इलेक्ट्रिकल इन्सुलेशन
एनोडिक कोटिंग्स नंगे एल्यूमीनियम की तुलना में परिमाण के क्रम में सतह उत्सर्जन को बढ़ाकर हीट सिंक की प्रभावशीलता को बढ़ाती हैं, जिससे विकिरण गर्मी हस्तांतरण में सुधार होता है। यह उन अनुप्रयोगों में फायदेमंद है जिनके लिए गर्मी प्रतिरोध की आवश्यकता होती है, जैसे इंजन घटक और कुकवेयर। इसके अतिरिक्त, एनोडाइजिंग प्रभावी विद्युत इन्सुलेशन प्रदान करता है, जो विशेष रूप से इलेक्ट्रॉनिक्स उद्योग में उपयोगी है।
कोटिंग्स और सीलेंट के लिए बेहतर आसंजन
एनोडाइज्ड सतह पेंट, सीलेंट और चिपकने वाले पदार्थों के लिए एक उत्कृष्ट आधार प्रदान करती है, जो उत्पाद की समग्र दीर्घायु और स्थायित्व को बढ़ाती है। यह सुविधा ऑटोमोटिव और एयरोस्पेस उद्योगों में विशेष रूप से मूल्यवान है, जहां कोटिंग्स और फिनिश के लिए विश्वसनीय आसंजन आवश्यक है जिन्हें कठोर परिस्थितियों का सामना करना पड़ता है। एनोडाइज्ड एल्यूमीनियम वास्तुशिल्प अनुप्रयोगों में भी लोकप्रिय है, जो इमारत के बाहरी हिस्सों और संरचनात्मक तत्वों पर लंबे समय तक चलने वाली फिनिश सुनिश्चित करता है।
पर्यावरण अनुकूल प्रक्रिया
अन्य धातु परिष्करण तकनीकों की तुलना में एनोडाइजिंग एक अपेक्षाकृत पर्यावरण-अनुकूल प्रक्रिया है। यह न्यूनतम खतरनाक अपशिष्ट पैदा करता है, और एनोडाइज्ड परत गैर विषैले और पुनर्चक्रण योग्य है, जो इसे कुकवेयर और खाद्य-प्रसंस्करण उपकरण के लिए एक सुरक्षित विकल्प बनाती है। जैसे-जैसे उद्योग हरित विनिर्माण की ओर बढ़ रहे हैं, एनोडाइज्ड एल्यूमीनियम अपनी स्थिरता के लिए अधिक लोकप्रिय हो रहा है, खासकर परिवहन जैसे क्षेत्रों में, जहां हल्के, ऊर्जा-कुशल सामग्रियों की मांग बढ़ रही है।
एनोडाइजिंग एल्युमीनियम का चयन करते समय विचार
एनोडाइजिंग एक अपेक्षाकृत सरल प्रक्रिया है और कई भागों के निर्माण उद्योगों में यह एक लोकप्रिय विकल्प बन गया है। हालाँकि, सर्वोत्तम परिणाम सुनिश्चित करने के लिए, एनोडाइज़िंग के लिए भागों को डिज़ाइन करते समय कई कारकों पर विचार किया जाना चाहिए। यहां कुछ प्रमुख सुझाव और विचार दिए गए हैं।
1. मिश्र धातु पर विचार करें
विभिन्न एल्यूमीनियम मिश्र धातुएं एनोडाइजिंग प्रक्रिया पर अलग-अलग प्रतिक्रिया करती हैं। उदाहरण के लिए, 2% या अधिक तांबे की सामग्री वाले मिश्र धातु, जैसे कि 2000 श्रृंखला और कुछ 7000 श्रृंखला में, आमतौर पर एमआईएल स्पेक टाइप III कोटिंग्स के तहत परीक्षण किए जाने पर कम पहनने का प्रतिरोध होता है। इसका मतलब यह है कि इन मिश्र धातुओं पर टाइप III हार्ड कोट 6061 एल्यूमीनियम की तरह पहनने के लिए प्रतिरोधी नहीं हो सकता है। यदि आप अपने द्वारा उपयोग किए जा रहे मिश्र धातु के बारे में चिंतित हैं, तो अपने विक्रेता से परामर्श करना सबसे अच्छा है।
2. सहनशीलता और आयामी परिवर्तन की चिंता
सभी प्रकार के एनोडाइजिंग के परिणामस्वरूप कुछ आयामी परिवर्तन होते हैं, विशेष रूप से टाइप II और टाइप III प्रक्रियाएं। भाग के आयामों को अंतिम रूप देते समय और सुविधा सहनशीलता निर्धारित करते समय एनोडाइजिंग मोटाई की भरपाई करना याद रखें। यह मेटिंग भागों या थ्रेडेड अनुभागों के लिए विशेष रूप से महत्वपूर्ण है, जहां छोटे परिवर्तन भी प्रदर्शन को महत्वपूर्ण रूप से प्रभावित कर सकते हैं।
3. तेज धार से बचें
नुकीले किनारे असमान एनोडाइजिंग का कारण बन सकते हैं क्योंकि विद्युत धारा इन क्षेत्रों में केंद्रित होती है, जिससे ऑक्साइड की परतें मोटी हो जाती हैं। अधिक समान ऑक्साइड परत प्राप्त करने और स्थायित्व और उपस्थिति दोनों में सुधार करने के लिए, डिज़ाइन चरण के दौरान किनारों को गोल या चैम्फर करने की अनुशंसा की जाती है।
4. संयुक्त कोटिंग्स
व्यवहार में, भाग के प्रदर्शन को और बढ़ाने के लिए एनोडाइजिंग को अन्य कोटिंग प्रौद्योगिकियों के साथ जोड़ा जा सकता है। उदाहरण के लिए, एनोडाइज्ड परत पर पॉलिमर कोटिंग (जैसे एपॉक्सी या पॉलीयुरेथेन) लगाने से पहनने के प्रतिरोध, रासायनिक प्रतिरोध और यूवी सुरक्षा में सुधार हो सकता है। वैकल्पिक रूप से, एनोडाइजिंग के बाद इलेक्ट्रोप्लेटिंग (उदाहरण के लिए, निकल या क्रोम के साथ) सतह की कठोरता को बढ़ा सकती है, पहनने के प्रतिरोध को बढ़ा सकती है और एक चमकदार फिनिश जोड़ सकती है।
5. रंग और सौंदर्यशास्त्र पर विचार करें
एनोडाइज्ड एल्युमीनियम सौंदर्यशास्त्र में बहुत लचीलापन प्रदान करता है, इसकी छिद्रपूर्ण ऑक्साइड परत के कारण जो विभिन्न प्रकार के फिनिश के लिए रंगों को अवशोषित करती है। भाग को रंगने से पहले, आप नीचे दिए गए बिंदुओं पर विचार कर सकते हैं:
रंग भरने की विधियाँ:
जैसा कि पहले उल्लेख किया गया है, एनोडाइज्ड एल्युमीनियम को विभिन्न तरीकों का उपयोग करके रंगीन किया जा सकता है, जिनमें से प्रत्येक के अद्वितीय अनुप्रयोग और लाभ हैं। विधि का चुनाव आपकी विशिष्ट आवश्यकताओं पर निर्भर होना चाहिए:
डिप कलरिंग: यह विधि सीधी है और जीवंत रंगों की अनुमति देती है, जो इसे सजावटी अनुप्रयोगों के लिए उपयुक्त बनाती है जहां रंग विविधता प्राथमिकता है। हालाँकि, इस विधि में उपयोग किए जाने वाले रंग प्रकाश और गर्मी के प्रति कम प्रतिरोधी होते हैं, जिससे समय के साथ उनका रंग फीका पड़ सकता है।
इलेक्ट्रोलाइटिक रंग: अत्यधिक टिकाऊ, यूवी-प्रतिरोधी रंगों का उत्पादन करता है, जो आमतौर पर वास्तुशिल्प और बाहरी अनुप्रयोगों में उपयोग किया जाता है। विशिष्ट रंगों में सोना, कांस्य और काला शामिल हैं।
इंटीग्रल कलरिंग: ऐसे रंग बनाते हैं जो ऑक्साइड परत के साथ एकीकृत होते हैं, जिसके परिणामस्वरूप उच्च घिसाव और संक्षारण प्रतिरोध होता है। इसका उपयोग अक्सर ऑटोमोटिव और एयरोस्पेस अनुप्रयोगों में किया जाता है जहां उच्च शक्ति और स्थायित्व की आवश्यकता होती है।
हस्तक्षेप रंग: अद्वितीय, मोती या धात्विक रंग बनाता है जो फीका-प्रतिरोधी होते हैं, जो आमतौर पर वास्तुशिल्प तत्वों और इलेक्ट्रॉनिक आवरण जैसे उच्च-स्तरीय सजावटी उत्पादों में पाए जाते हैं।
रंग संगति:
अंतिम रंग कई कारकों से प्रभावित हो सकता है, जिसमें मिश्र धातु संरचना, सतह खत्म और ऑक्साइड की मोटाई शामिल है। परिणामस्वरूप, एनोडाइजिंग के दौरान रंग की स्थिरता बनाए रखना चुनौतीपूर्ण हो सकता है। नियंत्रित स्थितियों के साथ भी, एक ही बैच के भीतर या विभिन्न बैचों में भिन्नताएं हो सकती हैं। इन विविधताओं को कम करने के लिए, पूर्ण उत्पादन से पहले एक छोटा परीक्षण चलाना या कई विक्रेताओं के साथ सहयोग करना सहायक हो सकता है।
डाई जवाबदेही:
विभिन्न एल्यूमीनियम मिश्र धातुएं रंगों के प्रति अलग-अलग प्रतिक्रिया करती हैं। उदाहरण के लिए, कुछ मिश्रधातुएँ अपनी संरचना के कारण असमान या फीके रंग उत्पन्न कर सकती हैं। उच्च सिलिकॉन या तांबे की सामग्री वाले मिश्र धातु एनोडाइजिंग के बाद भूरे रंग का टोन प्रदर्शित कर सकते हैं, जो अंतिम रंगे रंग को प्रभावित कर सकता है। जब रंग एक प्राथमिकता है, तो ऐसे मिश्र धातु का चयन करना आवश्यक है जो वांछित फिनिश प्राप्त करने के लिए रंगाई के लिए अच्छी प्रतिक्रिया देता है।
निष्कर्ष
एल्युमीनियम एनोडाइजिंग ने पहले से ही कई उद्योगों में खुद को एक महत्वपूर्ण प्रक्रिया के रूप में स्थापित कर लिया है, जो रोजमर्रा के उत्पादों के प्रदर्शन और उपस्थिति दोनों को बढ़ाता है। जैसे-जैसे प्रौद्योगिकी आगे बढ़ती है, एनोडाइजिंग टिकाऊ विनिर्माण, नवीन सामग्री डिजाइन और नैनोटेक्नोलॉजी और बायोमेडिसिन जैसे उभरते क्षेत्रों में और भी महत्वपूर्ण भूमिका निभाने के लिए तैयार है।
चिग्गो में, हम उच्च गुणवत्ता वाली एल्यूमीनियम एनोडाइजिंग सेवाएं प्रदान करने में विशेषज्ञ हैं जो आपकी विशिष्ट आवश्यकताओं को पूरा करने और प्रतिस्पर्धी बाजार में आगे रहने में आपकी मदद करने के लिए डिज़ाइन की गई हैं। अपनी फ़ाइल अपलोड करें और चलिए शुरू करते हैं!