सीएनसी मिलिंग सबसे व्यापक रूप से उपयोग की जाने वाली स्वचालित सबट्रैक्टिव विनिर्माण प्रौद्योगिकियों में से एक है। इस प्रक्रिया में, स्वचालित उपकरण परिवर्तक उच्च परिशुद्धता के साथ वर्कपीस से सामग्री को हटाने के लिए विभिन्न मिलिंग कटर के बीच निर्बाध रूप से स्विच करते हैं। दक्षता, सटीकता और उच्च गुणवत्ता वाले परिणाम प्राप्त करने के लिए प्रत्येक कार्य के लिए सही मिलिंग कटर का चयन करना महत्वपूर्ण है।
इस व्यापक गाइड में, हम विशिष्ट मिलिंग कटर की प्रमुख विशेषताओं, विभिन्न प्रकार के मिलिंग टूल, उन्हें बनाने के लिए उपयोग की जाने वाली सामग्री और आपके मिलिंग कार्यों के लिए सर्वोत्तम कटर चुनने के व्यावहारिक सुझावों का पता लगाएंगे।
एक मिलिंग कटर पर एक नज़दीकी नज़र: मुख्य विशेषताएं
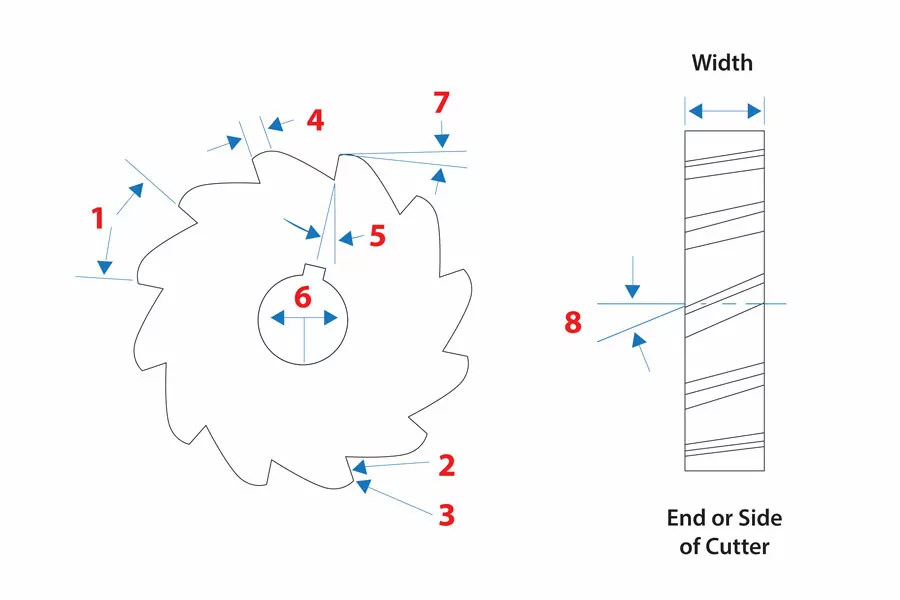
चित्र एक मानक मिलिंग कटर दिखाता है। इसकी संरचना का अवलोकन करते हुए, हम देख सकते हैं कि अधिकांश मिलिंग कटर समान प्रमुख विशेषताएं साझा करते हैं:
1. पिच:दांतों के बीच की कोणीय दूरी, दांतों की संख्या से निर्धारित होती है। बड़ी पिच का मतलब है कम दांत, जबकि छोटी पिच कटर पर अधिक दांतों का संकेत देती है।
2.टूथ फेस: टूथ फेस कटिंग एज की आगे की ओर की सतह है, जो चिप्स को काटने वाले क्षेत्र से दूर निर्देशित करती है, आसानी से काटने में सहायता करती है और चिप को बनने से रोकती है।
3.कटिंग एज: प्रत्येक दांत का कोणीय हिस्सा सामग्री को काटने के लिए जिम्मेदार होता है। इसे घिसाव को कम करने और उपकरण के जीवन को बढ़ाने के दौरान सामग्री को कुशलतापूर्वक हटाने के लिए डिज़ाइन किया गया है।
4.भूमि: भूमि काटने की धार के पीछे की सपाट सतह है जो काटने के संचालन के दौरान दांत को सहारा देती है और मजबूत करती है।
5.रेक कोण: रेक कोण दांत के चेहरे और कटर की केंद्र रेखा के बीच का कोण है। यह कोण चिप निर्माण और काटने की दक्षता में महत्वपूर्ण भूमिका निभाता है।
6.छेद व्यास: केंद्रीय छेद का व्यास, जो कटर को माउंट करने के लिए आवश्यक आर्बर या स्पिंडल का आकार निर्धारित करता है।
7.प्राथमिक क्लीयरेंस कोण: कटिंग किनारे पर कटर की केंद्र रेखा पर लंबवत रेखा से मापा गया भूमि का कोण। यह कोण, आम तौर पर 5 से 7 डिग्री, दांत को वर्कपीस के खिलाफ रगड़ने से रोकता है और चिप निकासी में सहायता करता है।
8.सर्पिल या पेचदार दांत: ये दांत पेचदार पैटर्न में व्यवस्थित होते हैं और आमतौर पर व्यापक कटर (3/4 इंच से अधिक) पर उपयोग किए जाते हैं। वे चिकनी काटने की क्रिया प्रदान करते हैं, काटने की ताकत को कम करते हैं, और सतह की फिनिश में सुधार करते हैं, खासकर बाधित सतहों या असमान सामग्रियों पर।
मिलिंग कटर के विभिन्न प्रकार क्या हैं?
अब जबकि हमने मिलिंग कटर की सामान्य विशेषताओं को कवर कर लिया है, इस अनुभाग में हम उपलब्ध विभिन्न प्रकारों का पता लगाएंगे। मिलिंग कटर आकार, साइज़ और डिज़ाइन की एक विस्तृत श्रृंखला में आते हैं, प्रत्येक विशिष्ट काटने के कार्यों के लिए उपयुक्त होते हैं। विभिन्न प्रकारों को समझना आपके प्रोजेक्ट के लिए सही कटर चुनने की कुंजी है। त्वरित अवलोकन प्राप्त करने के लिए, आइए नीचे दी गई सारांश तालिका की समीक्षा करके शुरुआत करें।
वर्ग
उपकरण प्रकार
प्रमुख विशेषताऐं
प्रयोग
अंत मिल कटर
स्क्वायर एंड मिल्स
नुकीले, 90-डिग्री कटिंग किनारों वाला सपाट सिरा
सामान्य प्रयोजन मिलिंग जैसे प्लंजिंग, प्रोफाइलिंग, स्लॉटिंग, विशेष रूप से चौकोर तल वाली विशेषताएं जैसे पॉकेट और स्लॉट
बॉल एंड मिल्स
गोल काटने वाले किनारों के साथ अर्धगोलाकार सिरा
3डी कंटूरिंग और बारीक फिनिशिंग पास, विशेष रूप से जटिल या घुमावदार सतहों पर
कॉर्नर रेडियस एंड मिल्स
कोने के तनाव को कम करने के लिए गोल कटिंग किनारों वाला सपाट सिरा
आंतरिक और बाहरी भाग के किनारों पर फ़िलेटेड किनारे और छोटे-त्रिज्या संक्रमण बनाना
राउंडिंग एंड मिल्स
गोलाकार कटिंग एज
गोलाकार बाहरी किनारों की मशीनिंग, डिबुरिंग, और भाग के किनारों के सौंदर्यशास्त्र और सुरक्षा में सुधार।
अंडरकटिंग एंड मिल्स
विस्तारित गर्दन के साथ गोलाकार या घुमावदार काटने वाला सिर
मशीनिंग अंडरकट्स, खांचे, ओवरहैंग, या आंतरिक दीवारों के पीछे, विशेष रूप से धँसे हुए या पहुंचने में कठिन ज्यामिति वाले जटिल भागों के लिए उपयोगी है
फेस मिलिंग उपकरण
फेस मिल्स
बड़े व्यास का कटर जिसकी परिधि के चारों ओर कई बदली जाने योग्य कटिंग प्रविष्टियाँ हैं
चौड़ी, सपाट सतहों जैसे भागों या वर्कपीस के शीर्ष से सामग्री को तुरंत हटाना।
स्लॉटिंग और ग्रूविंग कटर
टी-स्लॉट कटर
टी-आकार का काटने वाला सिर
फिक्स्चर, हैंगिंग ब्रैकेट के लिए टी-आकार के स्लॉट बनाना
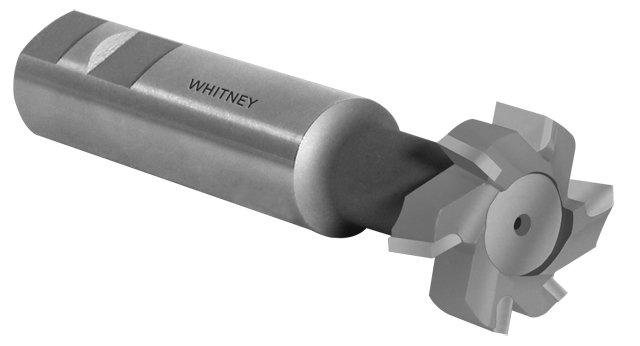
वुड्रूफ़ (कीवे) कटर
सीधा या थोड़ा अवतल काटने वाला किनारा वाला छोटा, डिस्क के आकार का कटर।
वुड्रफ चाबियों के लिए कीवे काटें
स्लिटिंग सॉ कटर
बारीक, बारीकी से दूरी वाले दांतों वाला पतला गोलाकार आरी ब्लेड
सामग्रियों में सटीक स्लाईटिंग या पतली खांचे काटना, अक्सर भागों को अलग करने या संकीर्ण स्लॉट काटने के लिए धातु के काम में
फॉर्म मिलिंग कटर
गियर मिलिंग कटर
विशिष्ट गियर टूथ प्रोफाइल से मेल खाने वाले दांतों के साथ डिज़ाइन किया गया
स्पर, हेलिकल और बेवल गियर काटना
उत्तल मिलिंग कटर
उत्तल (बाहर की ओर मुड़ा हुआ) काटने वाला किनारा
अवतल खांचे या घुमावदार प्रोफाइल बनाना
अवतल मिलिंग कटर
अवतल (अंदर की ओर मुड़ा हुआ) काटने वाला किनारा
उत्तल प्रोफाइल या गोल किनारे बनाना
धागा मिलिंग कटर
धागे जैसी ज्यामिति वाला मल्टी-टूथ कटिंग टूल
आंतरिक और बाहरी धागों को सटीक रूप से काटना
फ्लाई कटर
फ्लाई कटर
एक एकल-बिंदु काटने वाला उपकरण जो घूमने वाले आर्बर पर लगा होता है
लाइट-ड्यूटी मिलिंग और प्रोटोटाइपिंग में चिकनी फिनिश का उत्पादन
आगे, हम प्रत्येक प्रकार के मिलिंग कटर के विवरण पर चर्चा करेंगे।
अंत मिल कटर
एंड मिल कटर बहुमुखी उपकरण हैं और मिलिंग कटर के सबसे अधिक उपयोग किए जाने वाले प्रकारों में से एक हैं। वे कुछ हद तक ड्रिल बिट्स की तरह होते हैं, लेकिन ड्रिल बिट्स के विपरीत जो केवल अक्षीय रूप से काटते हैं, अंत मिलों में अंत और किनारे दोनों पर काटने वाले किनारे होते हैं, जो उन्हें अक्षीय और पार्श्व दोनों तरह से काटने की अनुमति देते हैं।
निर्माता आमतौर पर इन्हें विभिन्न प्रकार के मशीनिंग कार्यों के लिए उपयोग करते हैं, जिनमेंप्लंजिंग, स्लॉटिंग, प्रोफाइलिंग, ड्रिलिंग और कंटूरिंग शामिल हैं।
▪ स्क्वायर एंड मिल्स: जिसे फ्लैट एंड मिल्स के रूप में भी जाना जाता है, इसमें तेज, 90-डिग्री कटिंग किनारों वाला एक सपाट सिरा होता है। ये उपकरण प्लंजिंग, प्रोफाइलिंग और स्लॉटिंग जैसे सामान्य प्रयोजन के कार्यों के लिए आदर्श हैं, और चौकोर तल वाले स्लॉट और पॉकेट बनाते समय विशेष रूप से उपयोगी होते हैं।
▪ बॉल एंड मिल्स: गोल कटिंग किनारों के साथ एक अर्धगोलाकार टिप है। इनका उपयोग आमतौर पर 3डी कंटूरिंग के लिए किया जाता है, विशेष रूप से जटिल ज्यामिति या घुमावदार सतहों, जैसे मोल्ड और डाई पर बारीक फिनिशिंग पास के लिए।
▪कॉर्नर रेडियस एंड मिल्स:स्क्वायर एंड मिल्स के समान लेकिन तेज 90-डिग्री कोण के बजाय काटने वाले कोनों पर एक गोल त्रिज्या की सुविधा होती है। यह डिज़ाइनतनाव की सघनता को रोकने, कोने के टूटने के जोखिम को कम करने और उपकरण के जीवन को बढ़ाने में मदद करता है।वे फ़िलेटेड किनारों को बनाने के लिए आदर्श हैं और आमतौर पर दोनों आंतरिक पर छोटे-त्रिज्या संक्रमण उत्पन्न करने के लिए उपयोग किए जाते हैं। और बाहरीभाग किनारों।
▪ राउंडिंग एंड मिल्स: काटने वाले किनारों के साथ एक विशिष्ट त्रिज्या के साथ डिज़ाइन किया गया है, आमतौर पर भागों के बाहरी हिस्से पर गोल किनारों की मशीनिंग के लिए उपयोग किया जाता है। इन्हें अक्सर डिबरिंग और भाग के किनारों की सुरक्षा और सौंदर्यशास्त्र में सुधार के लिए नियोजित किया जाता है।
▪ अंडरकटिंग एंड मिल्स: जिसे लॉलीपॉप कटर के रूप में भी जाना जाता है, एक गोलाकार या घुमावदार कटिंग हेड के साथ डिज़ाइन किया गया है, जो लॉलीपॉप जैसा दिखता है। उनकी विस्तारित गर्दन उन्हें गहरे या दुर्गम क्षेत्रों तक पहुंचने की अनुमति देती है जहां मानक अंत मिलें नहीं पहुंच सकती हैं, जैसे मशीनिंग अंडरकट्स, खांचे, ओवरहैंग या आंतरिक दीवारों के पीछे।
फेस मिलिंग उपकरण
एंड मिल कटर के विपरीत, जो एंड और साइड कटिंग दोनों करते हैं और मुख्य रूप से विस्तृत कटिंग, कंटूरिंग, स्लॉटिंग या डीप कट के लिए उपयोग किए जाते हैं, फेस मिलिंग टूलएंड कटिंग, बड़ी, सपाट सतहों की मशीनिंगपर ध्यान केंद्रित करते हैं। फेस मिलें क्षैतिज रूप से कटती हैं और आमतौर पर उनका व्यास बड़ा होता है, जिससे वे व्यापक सतह क्षेत्रों को कुशलतापूर्वक कवर कर सकते हैं। उनमें अक्सर कईबदलने योग्य इंसर्ट होते हैं (जैसे कि शेल मिल्स में), जो बड़ी सतहों को तेजी से रफ करने में सक्षम बनाते हैं और फिनिशिंग इंसर्ट का उपयोग करते समय एक चिकनी फिनिश प्रदान करते हैं।
स्लॉटिंग और ग्रूविंग कटर
स्लॉटिंग और ग्रूविंग कटर स्लॉट, खांचे और कीवे को काटने के लिए विशेष उपकरण हैं -ऐसी विशेषताएं जो सम्मिलित घटकों को समायोजित करती हैं। वे आम तौर पर पतले और डिस्क के आकार के होते हैं या उनमें विशेष ज्यामिति होती है, जो संकीर्ण और सटीक कटौती की अनुमति देती है।
▪टी-स्लॉट कटर: विशेषता वाले दांत बाहरी व्यास के लंबवत होते हैं और विशेष रूप से टी-आकार के स्लॉट को काटने के लिए डिज़ाइन किए गए हैं। इन स्लॉट्स का उपयोग आमतौर पर बोल्ट, फिक्स्चर, या सटीक माउंटिंग और असेंबली की आवश्यकता वाले अन्य घटकों को सुरक्षित रूप से पकड़ने के लिए किया जाता है।
▪ वुड्रफ कटर (कीवे कटर): कीवे काटने के लिए डिज़ाइन किए गए छोटे, डिस्क के आकार के कटर, जो खांचे होते हैं जो शाफ्ट और गियर जैसे घूमने वाले हिस्सों को जोड़ते हैं, फिसलने से रोकते हैं और एक सुरक्षित फिट सुनिश्चित करते हैं।
▪ स्लिटिंग सॉ कटर: पतले ब्लेड की विशेषता, इन कटरों का उपयोग अक्सर सटीक स्लिटिंग, पार्टिंग या गहरे, संकीर्ण खांचे को काटने के लिए किया जाता है।
फॉर्म मिलिंग कटर
फॉर्म मिलिंग कटर विशिष्ट प्रोफाइल के साथ बनाए जाते हैं, जो एक ही पास में जटिल आकृतियों की सटीक मशीनिंग को सक्षम करते हैं। वे गियर, धागे और अन्य जटिल भागों के निर्माण के लिए कुशल हैं।
▪ गियर मिलिंग कटर:स्पर गियर (सीधे दांत), हेलिकल गियर (कोण वाले दांत), और बेवल गियर (शंक्वाकार दांत) सहित विभिन्न प्रकार के गियर का उत्पादन करने के लिए उपयोग किया जाता है।
▪ उत्तल मिलिंग कटर: वर्कपीस पर बाहर की ओर घुमावदार, गोल प्रोफाइल की मशीनिंग के लिए बिल्कुल सही, आमतौर पर अर्ध-गोलाकार या चाप-आकार की आकृति के लिए।
▪ अवतल मिलिंग कटर:इन कटरों में एक गोलाकार, अंदर की ओर काटने वाला किनारा होता है जो उन्हें चिकनी, अवतल प्रोफ़ाइल या खांचे बनाने की अनुमति देता है।
▪ थ्रेड मिलिंग कटर: थ्रेड मिलिंग कटर का उपयोग वर्कपीस में आंतरिक और बाहरी दोनों धागे का उत्पादन करने के लिए किया जाता है। पारंपरिक थ्रेडिंग ऑपरेशन, जैसे टैपिंग, आमतौर पर ड्रिलिंग मशीनों पर किए जाते हैं। हालाँकि, थ्रेड मिलिंग थ्रेड व्यास और पिच पर अधिक सटीक नियंत्रण प्रदान करती है, जिससे विभिन्न कार्य वातावरणों में अधिक स्थिरता और कम सीमाएँ मिलती हैं।
फ्लाई कटर
फ्लाई कटर और फेस मिल दोनों एक वर्कपीस पर सपाट सतहों की मशीन बनाते हैं, लेकिन वे डिजाइन और उपयोग में भिन्न होते हैं। फ्लाई कटर में आमतौर पर आर्बर पर लगे सिंगल या डबल कटिंग टूल की सुविधा होती है और ये अधिक किफायती होते हैं। वे लाइट-ड्यूटी मिलिंग, प्रोटोटाइपिंग और मैनुअल मिलिंग मशीनों के लिए आदर्श हैं, जो लाइट कट के साथ कम गति पर संचालित होने पर उत्कृष्ट सतह फिनिश देने में सक्षम हैं, हालांकि वे हेवी-ड्यूटी या हाई-स्पीड मशीनिंग के लिए उपयुक्त नहीं हैं।
मिलिंग कटर बनाने के लिए प्रयुक्त सामग्री
मिलिंग कटर उपकरण विभिन्न सामग्रियों से तैयार किए जाते हैं, प्रत्येक अलग-अलग मशीनिंग आवश्यकताओं के लिए उपयुक्त विशिष्ट लाभ प्रदान करते हैं। मिलिंग कटर बनाने के लिए उपयोग की जाने वाली सबसे आम सामग्रियां यहां दी गई हैं:
हाई-स्पीड स्टील (एचएसएस)
मोलिब्डेनम, टंगस्टन, क्रोमियम और कभी-कभी वैनेडियम या कोबाल्ट जैसे मिश्रधातु तत्वों के कारण हाई-स्पीड स्टील (एचएसएस) को कठोरता बनाए रखने और उच्च काटने की गति पर प्रतिरोध पहनने की क्षमता से इसका नाम मिलता है। हालाँकि, HSS लगभग 600-650°C पर कठोरता खोना शुरू कर देता है, जिससे यह एल्यूमीनियम, स्टील और प्लास्टिक जैसी नरम सामग्री की सामान्य प्रयोजन मिलिंग के लिए अधिक उपयुक्त हो जाता है। इसका उपयोग आमतौर पर उन उपकरणों के लिए किया जाता है जिन्हें मध्यम काटने की स्थिति के तहत तीक्ष्णता बनाए रखनी चाहिए, और निर्माता अक्सर ओवरहीटिंग को रोकने और उपकरण के जीवन को बढ़ाने के लिए शीतलक का उपयोग करते हैं। जब कोबाल्ट (5-8%) मिलाया जाता है, तो परिणामी एचएससीओ बेहतर गर्मी प्रतिरोध और कठोरता प्रदान करता है, जिससे यह अधिक मांग वाले अनुप्रयोगों के लिए उपयुक्त हो जाता है।
सीमेंटेड कार्बाइड
सीमेंटेड कार्बाइड टंगस्टन कार्बाइड (डब्ल्यूसी) कणों से बने मिश्रित पदार्थ होते हैं जो धातु बाइंडर, आमतौर पर कोबाल्ट से बंधे होते हैं। कार्बाइड अत्यधिक कठोरता प्रदान करता है, जबकि बाइंडर भंगुरता को कम करने के लिए कठोरता जोड़ता है। इस संयोजन के परिणामस्वरूप एक ऐसी सामग्री बनती है जो अत्यधिक कठोर, पहनने के लिए प्रतिरोधी और 1000 डिग्री सेल्सियस तक के तापमान को झेलने में सक्षम है।
हाई-स्पीड स्टील (एचएसएस) की तुलना में, सीमेंटेड कार्बाइड काफी सख्त होते हैं और उच्च काटने की गति पर बेहतर प्रदर्शन करते हैं। यही कारण है कि इनका उपयोग आमतौर पर स्टेनलेस स्टील, कच्चा लोहा और अलौह धातुओं जैसी कठोर सामग्रियों की मशीनिंग के लिए किया जाता है। ये व्यापक रूप से मिलिंग टूल, ड्रिल और इंसर्ट में पाए जाते हैं।
मिट्टी के पात्र
सिरेमिक मिलिंग कटर और भी सख्त होते हैं और सीमेंटेड कार्बाइड की तुलना में बेहतर गर्मी प्रतिरोध प्रदान करते हैं, लेकिन कठोरता में कम होते हैं। इनका उपयोग मुख्य रूप से हाई-स्पीड मशीनिंग, ड्राई मशीनिंग और कठोर स्टील्स, कच्चा लोहा और सुपरअलॉय जैसी कठोर और गर्मी प्रतिरोधी सामग्री की मशीनिंग में किया जाता है। उनकी भंगुरता के कारण, सिरेमिक उपकरण बाधित कटौती के बजाय निरंतर काटने के संचालन के लिए सबसे उपयुक्त हैं।
पॉलीक्रिस्टलाइन डायमंड (पीसीडी)
PCD, हीरे के कणों से बना होने के कारण, उपलब्ध सबसे कठोर सामग्रियों में से एक है। यह इसे असाधारण पहनने का प्रतिरोध देता है, हालांकि यह भंगुर होता है। पीसीडी उपकरण मुख्य रूप से अलौह धातुओं जैसे एल्यूमीनियम और तांबे, साथ ही कार्बन फाइबर और फाइबरग्लास और प्लास्टिक जैसे कंपोजिट की मशीनिंग के लिए उपयोग किए जाते हैं।
हालाँकि, पीसीडी उपकरण स्टील की मशीनिंग के लिए उपयुक्त नहीं हैं क्योंकि हीरा उच्च तापमान पर स्टील में कार्बन के साथ रासायनिक रूप से प्रतिक्रिया कर सकता है, जिससे उपकरण समय से पहले खराब हो सकता है। इसके अतिरिक्त, PCD उपकरण काफी महंगे हैं।
लेपित कार्बाइड
लेपित कार्बाइड उपकरण में सीमेंटेड कार्बाइड बेस होता है जो टाइटेनियम नाइट्राइड (TiN), टाइटेनियम कार्बोनाइट्राइड (TiCN), एल्यूमीनियम ऑक्साइड (Al2O3), या एल्यूमीनियम टाइटेनियम नाइट्राइड (AlTiN) जैसी पहनने-प्रतिरोधी सामग्री की एक या अधिक परतों से लेपित होता है। ये कोटिंग्स गर्मी प्रतिरोध, कठोरता में सुधार करती हैं और घर्षण को कम करती हैं, जिससे उपकरण अधिक कुशलता से उच्च गति और तापमान पर कठिन सामग्रियों को काटने में सक्षम हो जाता है।
सही मिलिंग कटर टूल का चयन कैसे करें?
पिछले अनुभागों में, हमने विभिन्न प्रकार के मिलिंग कटर और उनकी अनूठी विशेषताओं पर चर्चा की। एंड मिल्स, फेस मिल्स, स्लॉटिंग कटर और फॉर्म कटर जैसे विभिन्न उपकरण रफिंग से लेकर फिनिशिंग और जटिल कंटूरिंग तक विभिन्न उद्देश्यों की पूर्ति करते हैं। एक सूचित निर्णय लेने के लिए, यह समझना महत्वपूर्ण है कि प्रत्येक कटर की विशेषताएं आपकी विशिष्ट मिलिंग आवश्यकताओं के साथ कैसे संरेखित होती हैं। त्वरित अवलोकन के लिए, पहले चर्चा की गई टूल प्रकार तालिका देखें।
बेशक, व्यावहारिक अनुप्रयोगों में, हमें आपकी विशिष्ट मिलिंग आवश्यकताओं को पूरा करने के लिए गति, लागत और गुणवत्ता को संतुलित करने जैसे अतिरिक्त कारकों पर विचार करना चाहिए। एक सुविज्ञ निर्णय लेने में आपकी सहायता के लिए नीचे मुख्य युक्तियाँ दी गई हैं।
1. वर्कपीस सामग्री और मशीनिंग आवश्यकताओं पर विचार करें
▪ वर्कपीस सामग्री: जिस सामग्री के साथ आप काम कर रहे हैं उसके आधार पर एक मिलिंग कटर का चयन करें। स्टेनलेस स्टील, टाइटेनियम, या कठोर मिश्र धातुओं जैसी कठोर सामग्रियों के लिए, आपको सीमेंटेड कार्बाइड से बने उपकरणों की आवश्यकता होगी, क्योंकि वे बेहतर कठोरता और पहनने के प्रतिरोध प्रदान करते हैं। दूसरी ओर, एल्यूमीनियम या तांबे जैसी नरम सामग्री को हाई-स्पीड स्टील (एचएसएस) कटर के साथ कुशलतापूर्वक मशीनीकृत किया जा सकता है, जो कम महंगे हैं लेकिन तेजी से खराब हो जाते हैं।
▪ मशीनिंग आवश्यकताएँ: परिशुद्धता, सतह फिनिश और उत्पादन दक्षता सहित अपने प्रोजेक्ट की विशिष्ट आवश्यकताओं का मूल्यांकन करें। रफिंग के लिए, बड़ी मात्रा में सामग्री को जल्दी से हटाने के लिए मोटे दांतों वाले कटर का चयन करें। बढ़िया फ़िनिशिंग के लिए, अधिक दाँतों और बेहतर कटिंग ज्यामिति वाले उपकरण बेहतर परिणाम प्रदान करते हैं।
2. मशीन टूल और मशीनिंग स्थितियों का मूल्यांकन करें
▪ मशीन टूल संगतता: सुनिश्चित करें कि उपकरण की बिजली की आवश्यकता मिलिंग मशीन की बिजली क्षमता के भीतर फिट बैठती है। बड़े उपकरणों को आमतौर पर अधिक शक्ति की आवश्यकता होती है, जबकि उच्च वेग पर कुशल कटिंग सुनिश्चित करने के लिए छोटे उपकरणों को मशीन की अधिकतम घूर्णी गति के साथ संगत होना चाहिए। इसके अतिरिक्त, पुष्टि करें कि मशीन के स्पिंडल और क्लैंपिंग सिस्टम उपकरण के आकार और डिज़ाइन का पर्याप्त रूप से समर्थन कर सकते हैं।
▪ क्लैम्पिंग और स्थिरता: अपनी मशीन की क्लैंपिंग क्षमता और फिक्स्चर की स्थिरता की जांच करें। उचित फिक्स्चर सेटअप कंपन को कम करने में मदद करता है और यह सुनिश्चित करता है कि उपकरण काटने के दौरान वर्कपीस के साथ लगातार जुड़ाव बनाए रखता है।
3. विशिष्ट कटर पैरामीटर निर्धारित करें
▪ कटर व्यास:मिलिंग कटर का व्यास गति और परिशुद्धता दोनों के लिए महत्वपूर्ण है। एक बड़े व्यास वाला कटर सामग्री को अधिक तेज़ी से हटा सकता है लेकिन जटिल काम या तंग जगहों के लिए उपयुक्त नहीं हो सकता है। फेस मिलिंग के लिए, सूत्र D = 1.5d का उपयोग करें, जहां "d" स्पिंडल व्यास है। कम कठोर सेटअप या छोटे भागों के साथ काम करते समय, नियंत्रण बनाए रखने और विक्षेपण को कम करने के लिए अक्सर छोटे व्यास वाला उपकरण बेहतर होता है।
▪दांतों की संख्या (बांसुरी): दांतों की संख्या काटने की चिकनाई और बिजली की आवश्यकताओं को प्रभावित करती है। कम दांत रफिंग ऑपरेशन के लिए उपयुक्त होते हैं, जबकि अधिक दांत फिनिशिंग ऑपरेशन के लिए बेहतर होते हैं। हालाँकि, अधिक दांतों से चिप निकासी कम हो सकती है, इसलिए उचित शीतलक और स्वार्फ़ हटाने पर विचार किया जाना चाहिए।
▪टूल कोटिंग: टाइटेनियम नाइट्राइड (TiN) या एल्युमिनियम टाइटेनियम नाइट्राइड (AlTiN) जैसी कोटिंग्स उपकरण के पहनने के प्रतिरोध, गर्मी सहनशीलता और जीवनकाल को बढ़ा सकती हैं, खासकर जब अपघर्षक सामग्री के साथ या उच्च गति पर काम करते हैं। लेपित उपकरण कठोर परिस्थितियों में बेहतर प्रदर्शन करते हैं लेकिन उच्च अग्रिम लागत के साथ आते हैं, इसलिए इसे उपकरण जीवन और कार्य आवश्यकताओं के साथ संतुलित करें।
▪ कटर ज्यामिति: रेक कोण, अत्याधुनिक झुकाव और राहत कोण जैसे मापदंडों पर विचार करें, जो कटर और वर्कपीस सामग्री और मशीनिंग स्थितियों के साथ संरेखित होना चाहिए। एक तेज़ रेक कोण एल्यूमीनियम जैसी नरम सामग्री के लिए आदर्श है, जबकि स्टील जैसी कठोर सामग्री को बेहतर काटने की स्थिरता के लिए एक उथले कोण की आवश्यकता हो सकती है।
▪टूल ब्लेड चयन: रफिंग कार्यों के लिए, दबाए गए ब्लेड अधिक लागत प्रभावी होते हैं। फिनिशिंग के लिए, ग्राइंडिंग ब्लेड बेहतर आयामी सटीकता और चिकनी सतह प्रदान करते हैं। प्रदर्शन को अनुकूलित करने के लिए हमेशा सुनिश्चित करें कि ब्लेड का प्रकार मशीनिंग कार्य से मेल खाता हो।
4. अर्थशास्त्र और व्यवहार्यता पर विचार करें
अंत में, अपने मिलिंग कटर का चयन करते समय लागत, उपकरण जीवन और प्रतिस्थापन आवृत्ति को संतुलित करें। जबकि आयातित कटर बेहतर प्रदर्शन और लंबे जीवन की पेशकश कर सकते हैं, घरेलू उपकरण छोटी परियोजनाओं या कम मांग वाले कार्यों के लिए अधिक लागत प्रभावी हो सकते हैं। कुछ मामलों में, उच्च-प्रदर्शन उपकरण चुनने से डाउनटाइम और प्रतिस्थापन लागत को कम करके महत्वपूर्ण दीर्घकालिक बचत हो सकती है, खासकर बड़े उत्पादन रनों के लिए।
निष्कर्ष
मिलिंग कटर उपकरण बहुमुखी मिलिंग संचालन को प्राप्त करने और विविध आकार के साथ उत्पाद बनाने में महत्वपूर्ण भूमिका निभाते हैं। उनके प्रकारों की विस्तृत श्रृंखला उन्हें विभिन्न काटने के कार्यों के लिए अनुकूलित करने की अनुमति देती है। यदि आप अभी भी सही उपकरण चुनने के बारे में अनिश्चित हैं, तो पेशेवर सलाह के लिए किसी विशेषज्ञ से परामर्श करने की सलाह दी जाती है।
चिग्गो में, हमारे विशेषज्ञ इंजीनियर आपके प्रोजेक्ट के लिए सर्वश्रेष्ठ मिलिंग कटर का चयन करने में आपकी मदद करने के लिए तैयार हैं। हम आपकी सभी जरूरतों को पूरा करने के लिए अनुकूलित विनिर्माण सेवाएं और व्यापक विनिर्माण समाधान भी प्रदान करते हैं, जिसमें सीएनसी मशीनिंग सेवाएं, 3डी प्रिंटिंग, रैपिड प्रोटोटाइपिंग और बहुत कुछ शामिल हैं। अपनी फ़ाइलें अपलोड करें और आरंभ करें!