डिज़ाइनिंग CNC मशीनिंग में एक महत्वपूर्ण भूमिका निभाती है क्योंकि यह संपूर्ण विनिर्माण प्रक्रिया की नींव रखती है। जैसा कि ज्ञात है, सीएनसी मशीनिंग वर्कपीस से सामग्री को सटीक रूप से हटाने के लिए कंप्यूटर-नियंत्रित मशीनों का उपयोग करती है। यह प्रक्रिया अत्यधिक बहुमुखी, दोहराने योग्य और सटीक है - साथ ही, यह फोम और प्लास्टिक से लेकर लकड़ी और धातु तक सामग्री की एक विस्तृत श्रृंखला के साथ संगत है।
इन क्षमताओं को प्राप्त करना सीएनसी मशीनिंग के लिए डिज़ाइन पर बहुत अधिक निर्भर करता है। प्रभावी डिज़ाइन न केवल भाग की गुणवत्ता सुनिश्चित करता है बल्कि सीएनसी मशीनीकृत भागों से जुड़ी उत्पादन लागत और समय भी बचाता है।
इस गाइड में, हम डिज़ाइन प्रतिबंधों पर चर्चा करेंगे और सीएनसी मशीनिंग में आने वाली सबसे आम सुविधाओं के लिए कार्रवाई योग्य डिज़ाइन नियम और अनुशंसित मान प्रदान करेंगे। ये दिशानिर्देश आपको अपने हिस्से के लिए सर्वोत्तम परिणाम प्राप्त करने में मदद करेंगे।
सीएनसी मशीनिंग के लिए डिज़ाइन प्रतिबंध
सीएनसी मशीनिंग के लिए भागों को ठीक से डिजाइन करने के लिए, हमें पहले प्रक्रिया में निहित विभिन्न डिजाइन प्रतिबंधों की स्पष्ट समझ होनी चाहिए। ये प्रतिबंध स्वाभाविक रूप से काटने की प्रक्रिया की यांत्रिकी से उत्पन्न होते हैं और मुख्य रूप से निम्नलिखित पहलुओं से संबंधित हैं:
उपकरण ज्यामिति
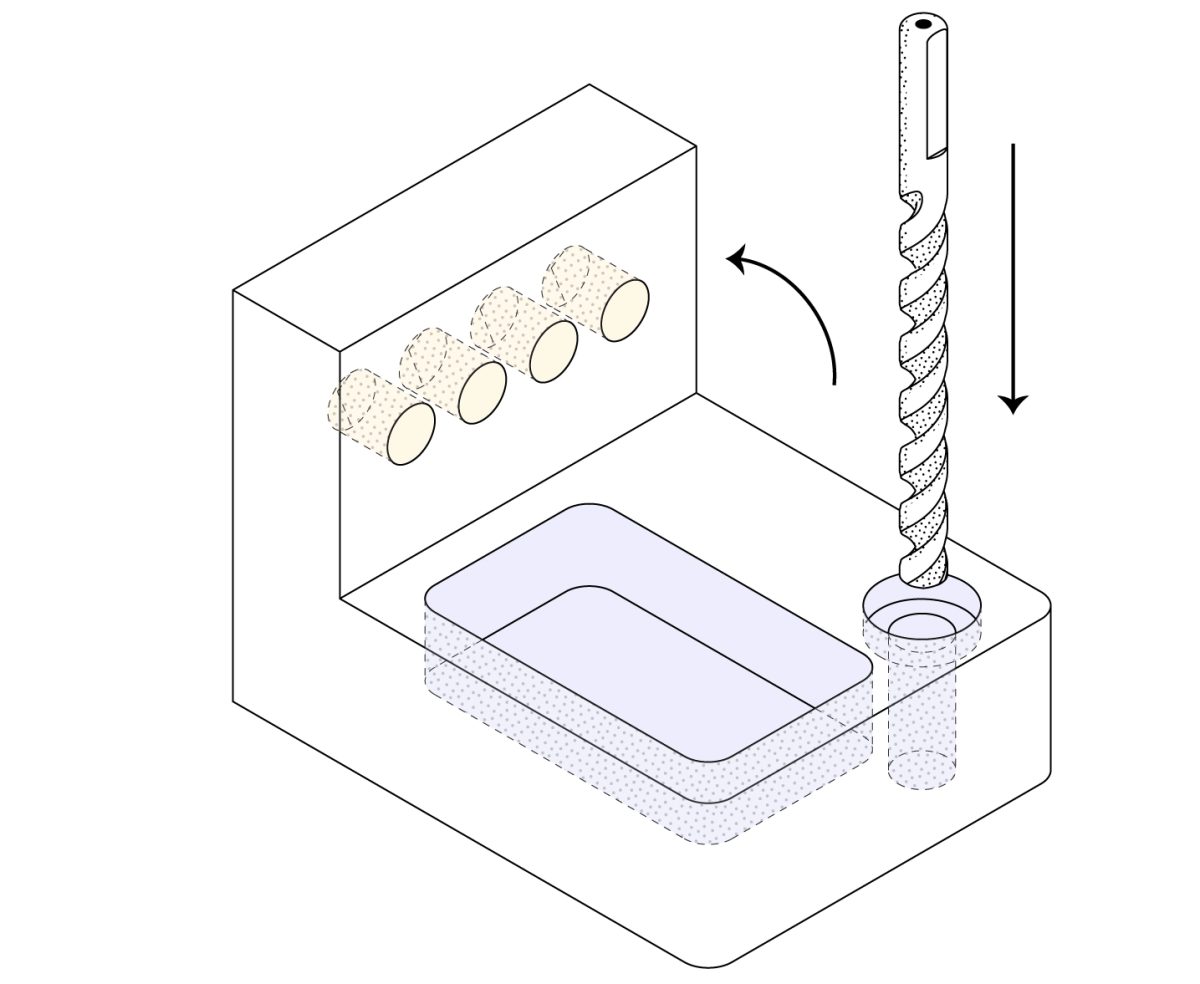
अधिकांश सीएनसी मशीनिंग काटने वाले उपकरणों में बेलनाकार आकार और सीमित काटने की लंबाई होती है। किसी वर्कपीस से सामग्री निकालते समय, ये काटने वाले उपकरण अपनी ज्यामिति को भाग में स्थानांतरित कर देते हैं। इसका मतलब यह है कि सीएनसी भाग के आंतरिक कोनों में हमेशा एक त्रिज्या होगी, चाहे काटने का उपकरण कितना भी छोटा क्यों न हो। इसके अतिरिक्त, उपकरण की लंबाई मशीनीकृत की जा सकने वाली अधिकतम गहराई को सीमित करती है। लंबे उपकरणों में आम तौर पर कठोरता कम हो जाती है, जिससे कंपन या विरूपण हो सकता है।
टूल एक्सेस
सामग्री को हटाने के लिए, काटने के उपकरण को सीधे वर्कपीस के पास जाना चाहिए। जिन सतहों या विशेषताओं तक काटने के उपकरण द्वारा नहीं पहुंचा जा सकता, उन्हें सीएनसी मशीनीकृत नहीं किया जा सकता है। उदाहरण के लिए, जटिल आंतरिक संरचनाएं, विशेष रूप से जब किसी भाग के भीतर कई कोण या विशेषताएं होती हैं जो किसी अन्य सुविधा द्वारा अवरुद्ध होती हैं या जब गहराई-से-चौड़ाई का अनुपात बड़ा होता है, तो उपकरण के लिए कुछ क्षेत्रों तक पहुंचना मुश्किल हो सकता है। पांच-अक्ष सीएनसी मशीनें वर्कपीस को घुमाकर और झुकाकर इनमें से कुछ टूल एक्सेस सीमाओं को कम कर सकती हैं, लेकिन वे सभी प्रतिबंधों को पूरी तरह से समाप्त नहीं कर सकती हैं, विशेष रूप से टूल कंपन जैसे मुद्दों को।
उपकरण की कठोरता
वर्कपीस की तरह, काटने का उपकरण मशीनिंग के दौरान विकृत या कंपन कर सकता है। इसके परिणामस्वरूप सहनशीलता कम हो सकती है, सतह का खुरदरापन बढ़ सकता है, और यहां तक कि विनिर्माण प्रक्रिया के दौरान उपकरण टूट भी सकता है। यह समस्या तब और अधिक स्पष्ट हो जाती है जब उपकरण की लंबाई और उसके व्यास का अनुपात बढ़ जाता है या उच्च कठोरता वाली सामग्री काटते समय।
वर्कपीस की कठोरता
मशीनिंग प्रक्रिया के दौरान उत्पन्न होने वाली महत्वपूर्ण मात्रा में गर्मी और इसमें शामिल मजबूत काटने की ताकतों के कारण, कम कठोरता वाली सामग्री (जैसे कि कुछ प्लास्टिक या नरम धातु) और पतली दीवार वाली संरचनाएं मशीनिंग के दौरान विरूपण का खतरा होती हैं।
वर्कहोल्डिंग
किसी हिस्से की ज्यामिति यह निर्धारित करती है कि इसे सीएनसी मशीन पर कैसे रखा जाएगा और आवश्यक सेटअप की संख्या क्या होगी। जटिल या अनियमित आकार के वर्कपीस को क्लैंप करना चुनौतीपूर्ण हो सकता है और विशेष फिक्स्चर की आवश्यकता हो सकती है, जिससे लागत और मशीनिंग समय बढ़ सकता है। इसके अतिरिक्त, जब वर्कहोल्डिंग को मैन्युअल रूप से पुन: व्यवस्थित किया जाता है, तो छोटी लेकिन गैर-नगण्य स्थिति संबंधी त्रुटियां उत्पन्न होने का जोखिम होता है।
सीएनसी मशीनिंग डिज़ाइन दिशानिर्देश
अब, उन प्रतिबंधों को कार्रवाई योग्य डिज़ाइन नियमों में अनुवाद करने का समय आ गया है। सीएनसी मशीनिंग की दुनिया में कोई सार्वभौमिक रूप से स्वीकृत मानक नहीं है, मुख्यतः क्योंकि उद्योग और उपयोग की जाने वाली मशीनें हमेशा विकसित हो रही हैं। हालाँकि, दीर्घकालिक प्रसंस्करण प्रथाओं ने पर्याप्त अनुभव और डेटा जमा किया है। निम्नलिखित दिशानिर्देश सीएनसी मशीनीकृत भागों की सबसे सामान्य विशेषताओं के लिए अनुशंसित और व्यवहार्य मूल्यों का सारांश देते हैं।
आंतरिक किनारे
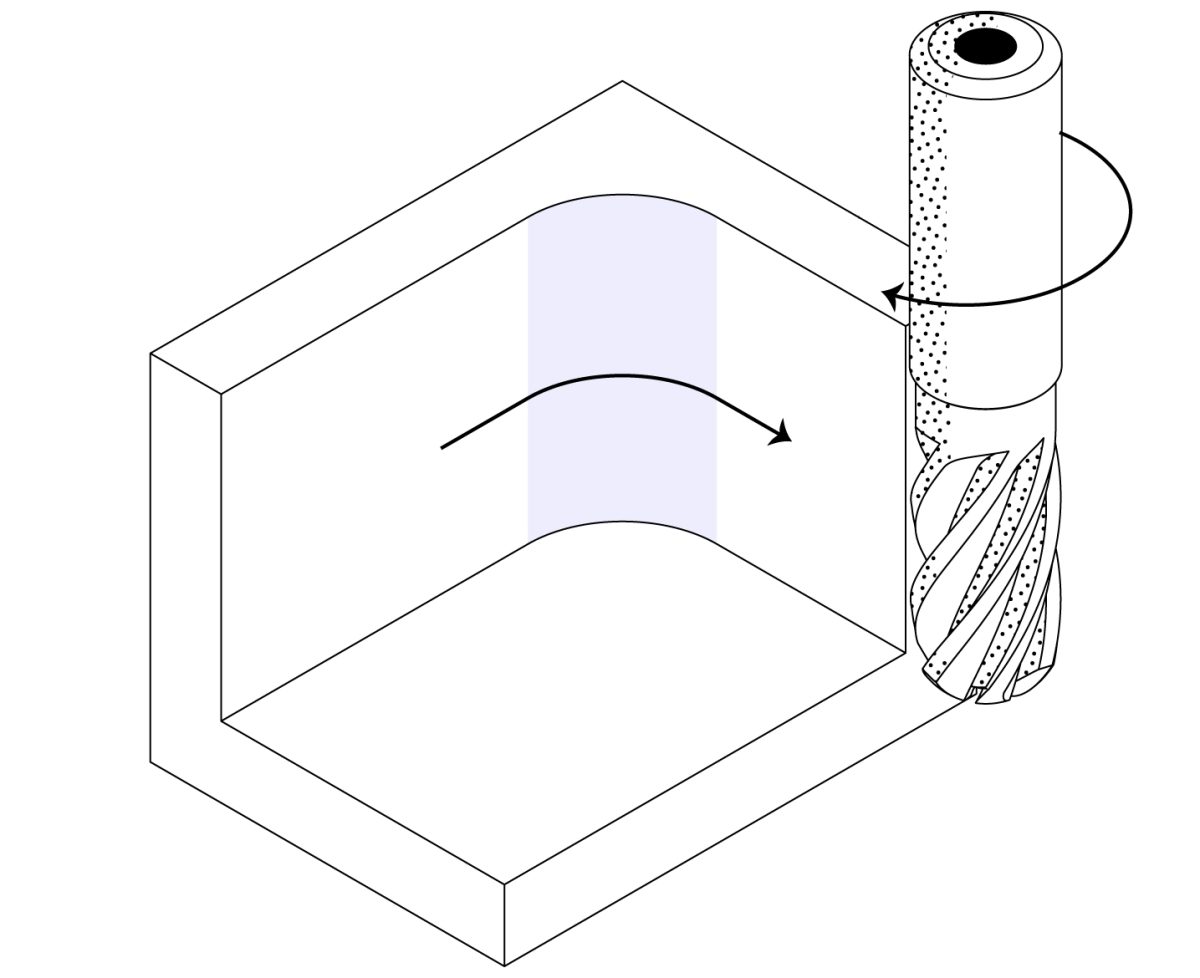
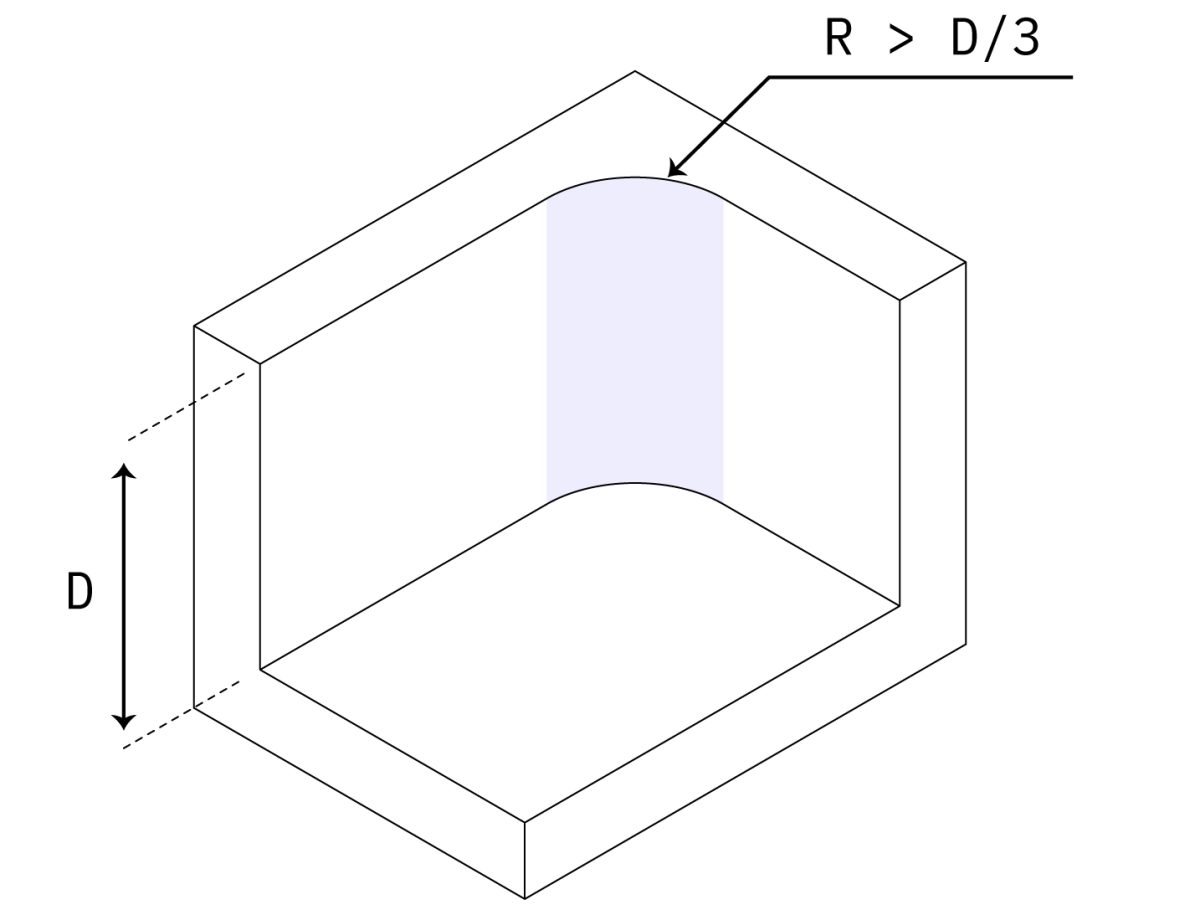
अनुशंसित ऊर्ध्वाधर कोने की त्रिज्या: गुहा की गहराई का ⅓ गुना (या बड़ा)
आमतौर पर तेज आंतरिक कोनों से बचने की सलाह दी जाती है। अधिकांश सीएनसी उपकरण बेलनाकार होते हैं, जिससे तीव्र आंतरिक कोण प्राप्त करना मुश्किल हो जाता है। अनुशंसित आंतरिक कोने की त्रिज्या का उपयोग करने से उपकरण को एक गोलाकार पथ का अनुसरण करने की अनुमति मिलती है, जिससे तनाव एकाग्रता बिंदु और मशीनिंग निशान कम हो जाते हैं, जिसके परिणामस्वरूप बेहतर सतह खत्म होती है। इससे यह भी सुनिश्चित होता है कि उचित आकार के उपकरणों का उपयोग किया जाता है, जिससे उन्हें बहुत बड़ा या बहुत छोटा होने से रोका जा सकता है, जिससे मशीनिंग की सटीकता और दक्षता बनी रहती है। तीव्र 90-डिग्री कोणों के लिए, कोने की त्रिज्या को कम करने के बजाय टी-स्लॉट कटर या वायर कटिंग का उपयोग करने की अनुशंसा की जाती है।
अनुशंसित फ़्लोर त्रिज्या: 0.5 मिमी, 1 मिमी या कोई त्रिज्या नहीं
व्यवहार्य तल त्रिज्या: कोई भी त्रिज्या
एंड मिल टूल्स में आमतौर पर फ्लैट या थोड़ा गोल निचले कटिंग किनारे होते हैं। यदि डिज़ाइन किया गया निचला त्रिज्या अनुशंसित मान के साथ संरेखित होता है, तो मशीनिंग के लिए मानक अंत मिलों का उपयोग किया जा सकता है। यह डिज़ाइन मशीनिस्टों द्वारा पसंद किया जाता है क्योंकि यह व्यापक रूप से उपलब्ध और उपयोग में आसान उपकरणों के उपयोग की अनुमति देता है, जो ज्यादातर मामलों में प्रसंस्करण लागत और गुणवत्ता को संतुलित करने में मदद करता है। जबकि बॉल एंड मिल्स किसी भी निचले दायरे को समायोजित कर सकते हैं, वे अपने आकार के कारण मशीनिंग समय और लागत में वृद्धि कर सकते हैं।
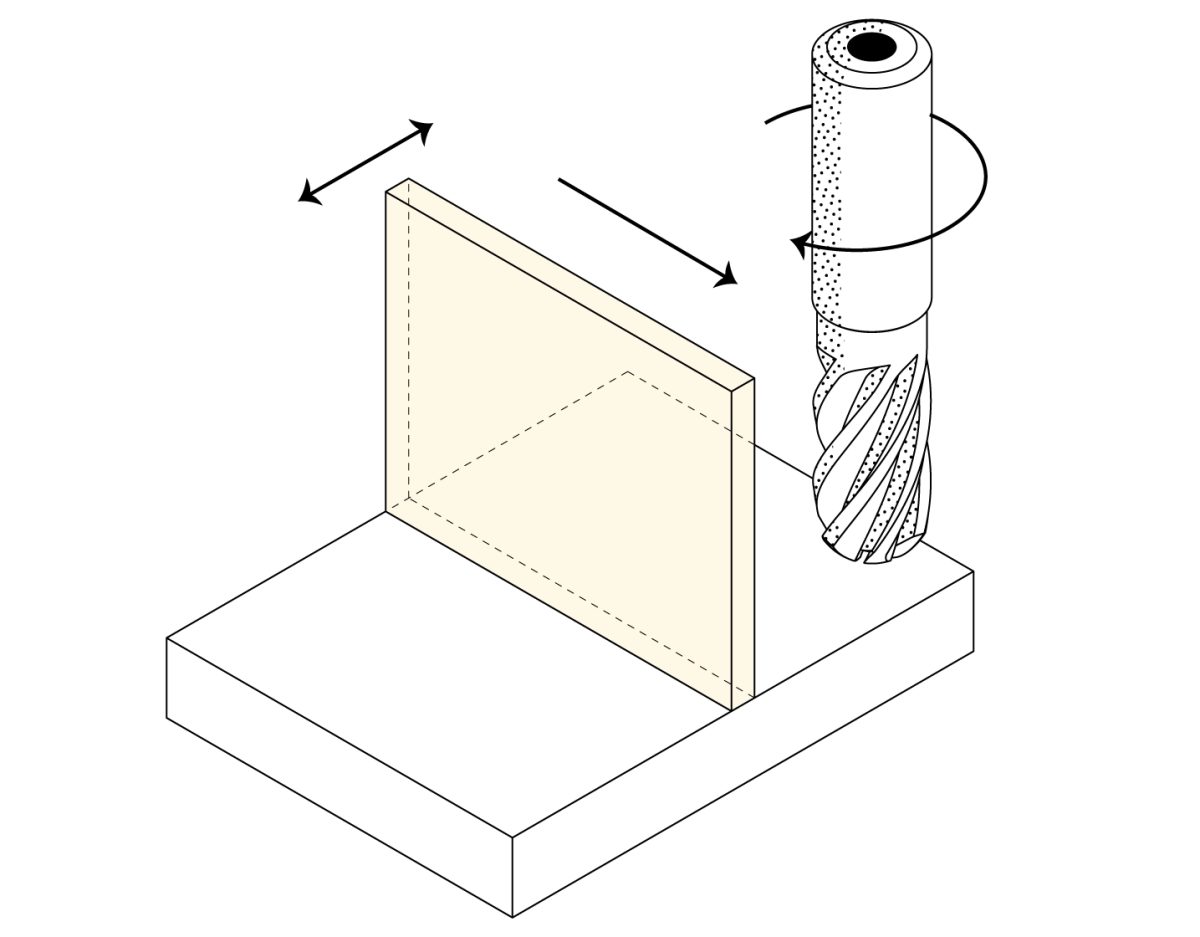
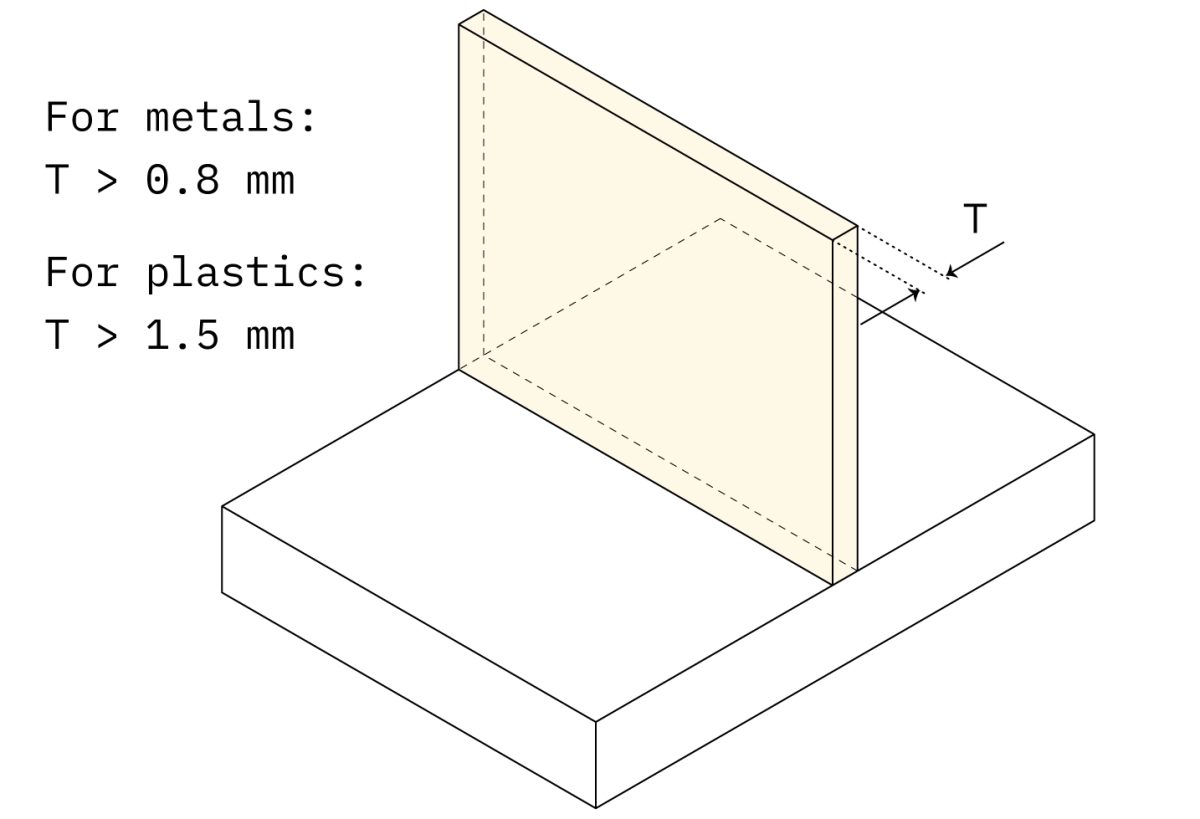
सीएनसी मशीनों में बहुत पतली दीवारों की मशीनिंग की सीमा होती है, क्योंकि दीवार की मोटाई कम होने से सामग्री की कठोरता प्रभावित होती है और प्राप्त सटीकता कम हो जाती है, जिससे संभावित रूप से मशीनिंग के दौरान कंपन बढ़ जाता है। ऊपर उल्लिखित अनुशंसित और व्यवहार्य मूल्यों का प्रत्येक मामले के आधार पर सावधानीपूर्वक मूल्यांकन किया जाना चाहिए, क्योंकि सामग्री कठोरता और यांत्रिक गुणों में भिन्न होती है। पतली दीवारों के लिए, शीट धातु निर्माण जैसी वैकल्पिक प्रक्रियाएं बेहतर हो सकती हैं।
छेद
अनुशंसित छेद व्यास: मानक ड्रिल बिट
व्यवहार्य छेद व्यास: कम से कम 1 मिमी
छेदों को ड्रिल बिट या एंड मिल टूल का उपयोग करके मशीनीकृत किया जाता है। ड्रिल बिट्स मीट्रिक और इंपीरियल दोनों इकाइयों में अच्छी तरह से परिभाषित मानक आकारों में उपलब्ध हैं। यह सुनिश्चित करने के लिए कि उपयुक्त उपकरण आसानी से उपलब्ध हैं, डिजाइनर आमतौर पर इन मानक व्यासों के आधार पर छेद के आकार निर्दिष्ट करते हैं। यह अभ्यास कस्टम टूलींग की आवश्यकता से बचाता है और इसके परिणामस्वरूप महत्वपूर्ण लागत बचत हो सकती है, विशेष रूप से 20 मिमी से छोटे व्यास वाले उच्च सटीकता वाले छेदों के लिए, जहां मानक व्यास का उपयोग करने की दृढ़ता से अनुशंसा की जाती है।
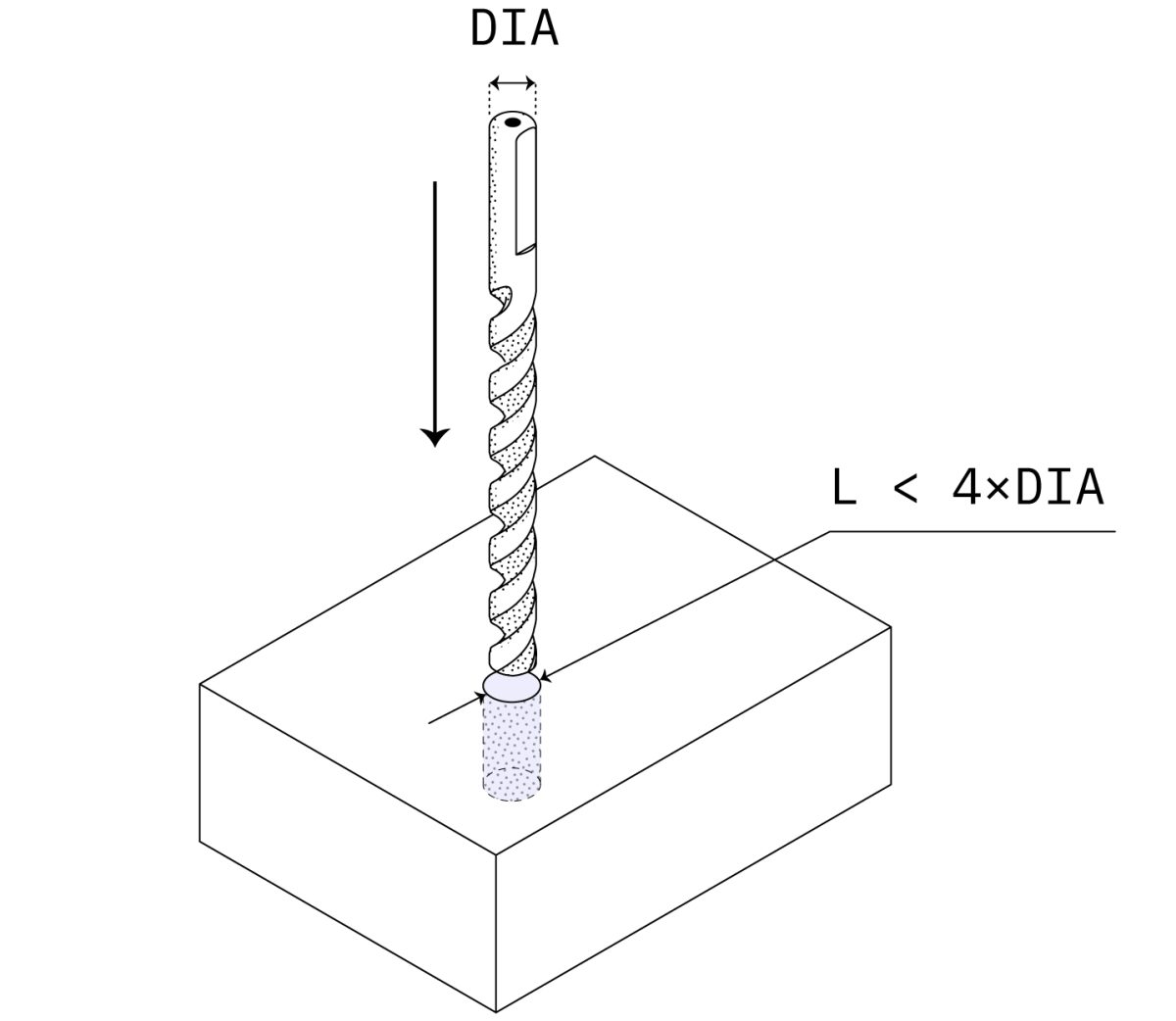
अनुशंसित अधिकतम गहराई: नाममात्र व्यास का 4 गुना
जब छेद का व्यास मानक ड्रिल बिट आकार के साथ संरेखित नहीं होता है, तो इसके बजाय एक एंड मिल टूल का उपयोग किया जाता है। हालाँकि, जब अंत मिल के साथ गैर-मानक छिद्रों की मशीनिंग की जाती है, तो मशीनिंग प्रक्रिया की स्थिरता और गुणवत्ता सुनिश्चित करने के लिए अनुशंसित अधिकतम गुहा गहराई का पालन करना महत्वपूर्ण है। यदि छेद की गहराई अनुशंसित अधिकतम से अधिक है, तो विशेष ड्रिल बिट्स की आवश्यकता हो सकती है। नाममात्र व्यास का 10 गुना सामान्य है, और नाममात्र व्यास का 40 गुना संभव है।
ड्रिल बिट्स आम तौर पर एक शंक्वाकार फर्श (135 डिग्री के कोण पर) के साथ अंधा छेद बनाते हैं, जबकि अंत मिल के साथ मशीनीकृत छेद में एक सपाट तल होता है। सीएनसी मशीनिंग में, आम तौर पर थ्रू होल और ब्लाइंड होल के बीच कोई प्राथमिकता नहीं होती है, जिसका अर्थ है कि डिजाइनर विशिष्ट डिजाइन आवश्यकताओं या कार्यक्षमता के आधार पर छेद प्रकार का चयन करते हैं।
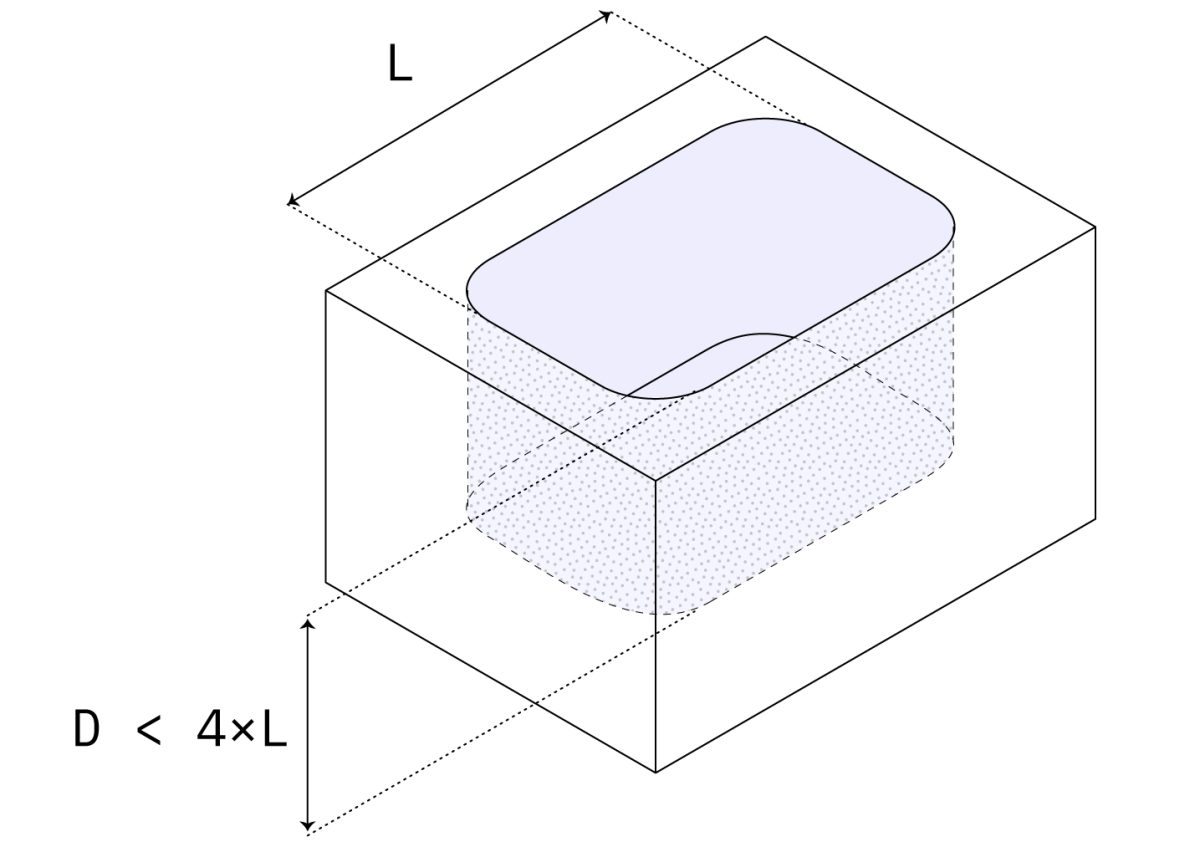
गुहाएँ और जेबें
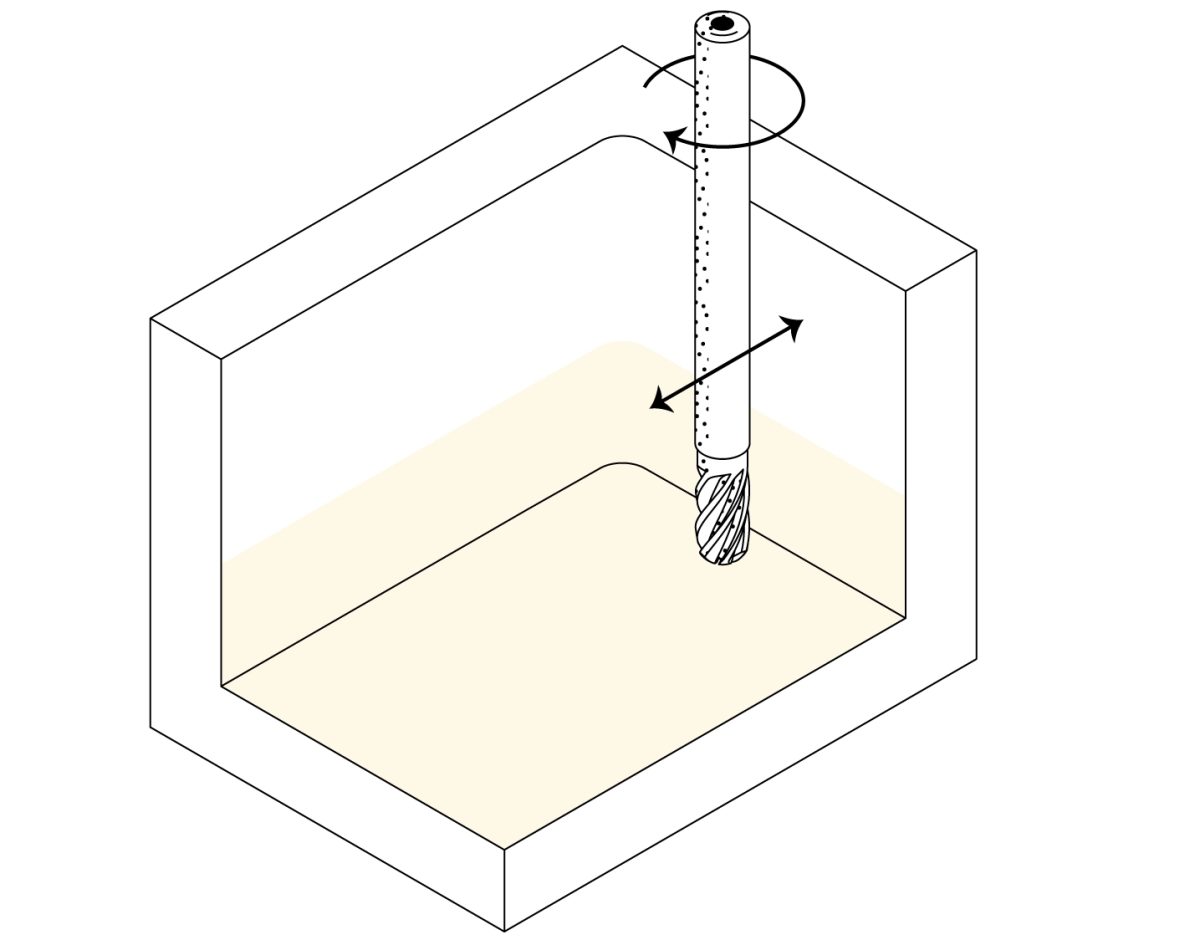
अनुशंसित गुहा गहराई: गुहा की चौड़ाई 4 गुना से अधिक नहीं
इष्टतम मशीनिंग के लिए, गुहा की गहराई उनकी चौड़ाई से चार गुना से अधिक नहीं होनी चाहिए। उपकरण के व्यास से छह गुना से अधिक गहरी गुहिकाएँ गहरी मानी जाती हैं और मशीनिंग प्रक्रिया को जटिल बना सकती हैं। इन चुनौतियों में उपकरण का विक्षेपण, खराब चिप निकासी और यहां तक कि उपकरण का टूटना भी शामिल हो सकता है। यदि अधिक गहराई आवश्यक है, तो अलग-अलग गुहा गहराई वाले भागों को डिजाइन करने की सलाह दी जाती है।
धागे
अनुशंसित धागे का आकार: M6 या बड़ा
आंतरिक धागों को नल से और बाहरी धागों को डाई से काटा जाता है। नल और डाई का उपयोग धागे को एम2 तक काटने के लिए किया जा सकता है। हालाँकि, सीएनसी थ्रेडिंग उपकरण आम हैं और मशीनिस्टों द्वारा पसंद किए जाते हैं, क्योंकि वे नल टूटने के जोखिम को सीमित करते हैं। सीएनसी थ्रेडिंग टूल का उपयोग धागे को एम6 तक काटने के लिए किया जा सकता है।
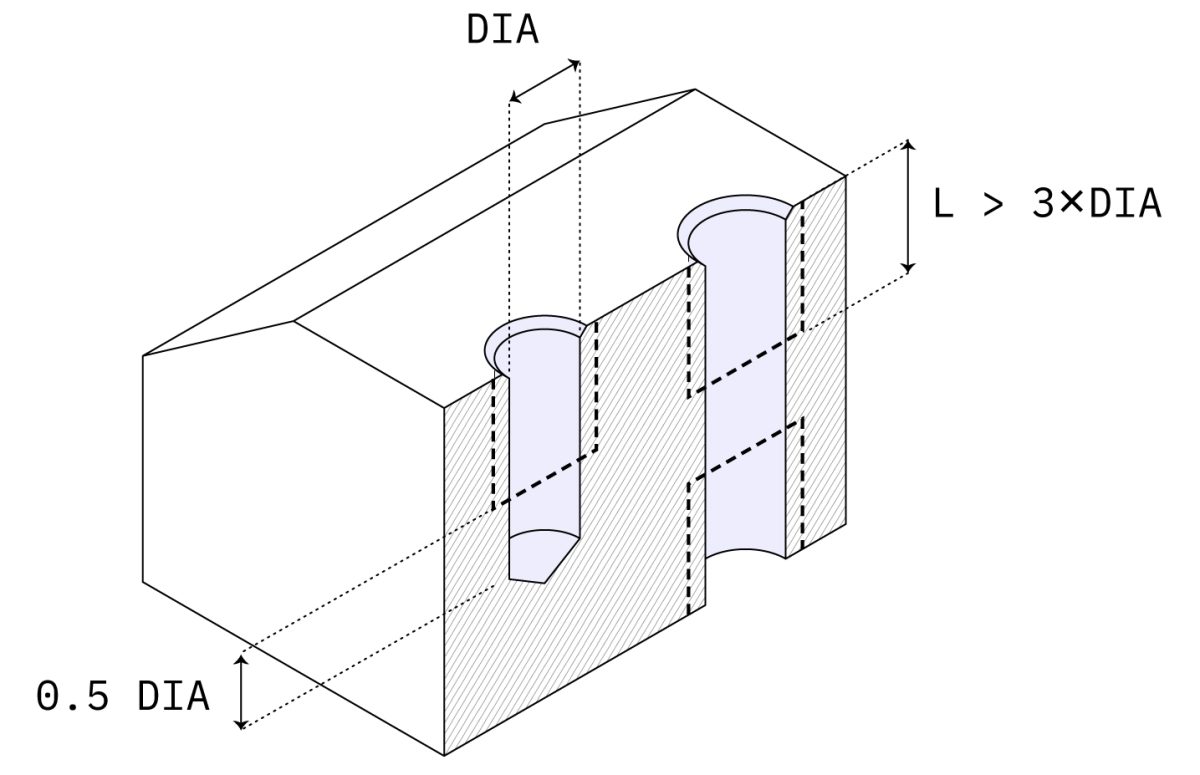
अनुशंसित धागे की लंबाई: नाममात्र व्यास का 3 गुना
धागे पर लागू अधिकांश भार पहले कुछ दांतों (नाममात्र व्यास के 1.5 गुना तक) द्वारा लिया जाता है। नाममात्र व्यास से तीन गुना लंबे धागे आम तौर पर अनावश्यक होते हैं।
धागे काटने वाले नल (जैसे कि एम 6 और नीचे) के लिए, धागे के नाममात्र व्यास के 1.5 गुना के बराबर एक गैर-थ्रेडेड लंबाई आमतौर पर छोड़ी जाती है। यह सुनिश्चित करता है कि धागे का प्राथमिक भार वहन करने वाला हिस्सा उपकरण को नुकसान पहुंचाने के जोखिम के बिना पूरी तरह से बना हुआ है।
सीएनसी थ्रेडिंग टूल्स के साथ संसाधित बड़े धागों के लिए, सीएनसी टूल्स की उच्च परिशुद्धता और बेहतर नियंत्रण के कारण, कभी-कभी थ्रेड्स को छेद के नीचे के करीब संसाधित किया जा सकता है, लेकिन आमतौर पर गैर-थ्रेडेड हिस्से की एक छोटी मात्रा अभी भी सुनिश्चित करने के लिए छोड़ी जाती है मशीनिंग गुणवत्ता और उपकरण सुरक्षा।
अनुशंसित थ्रेड गहराई: नाममात्र व्यास का 1.5 गुना
उचित थ्रेड जुड़ाव गहराई अति-प्रसंस्करण या सामग्री बर्बादी से बचते हुए कनेक्शन की मजबूती और विश्वसनीयता सुनिश्चित कर सकती है। यदि जुड़ाव की गहराई बहुत उथली है, तो इससे धागा अपेक्षित भार झेलने में असमर्थ हो सकता है; यदि यह बहुत गहरा है, तो इससे प्रसंस्करण की कठिनाई और लागत बढ़ सकती है। 1.5D की गहराई को आम तौर पर एक सुरक्षित विकल्प माना जाता है जो पर्याप्त ताकत प्रदान कर सकता है, खासकर सामान्य यांत्रिक अनुप्रयोगों में।
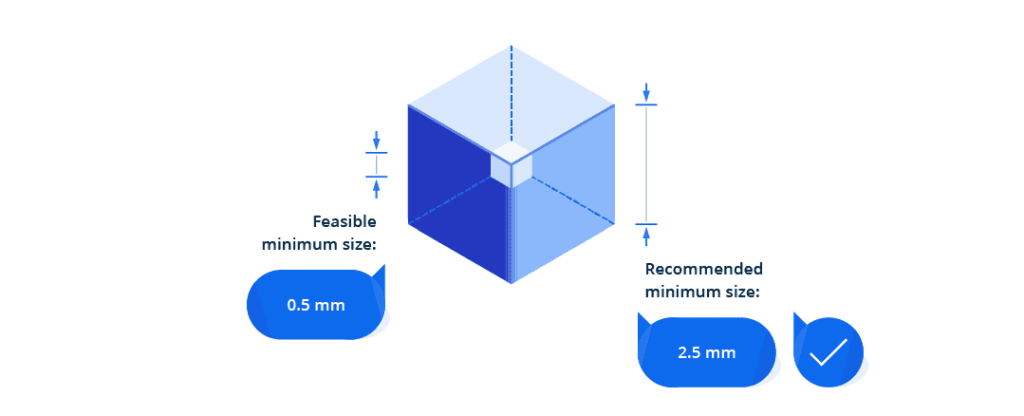
छोटी विशेषताएँ
अनुशंसित न्यूनतम आकार:2.5 मिमी
व्यवहार्य न्यूनतम आकार:0.5 मिमी
अधिकांश सीएनसी मशीनों में न्यूनतम उपकरण व्यास 2.5 मिमी होता है, जिसका अर्थ है कि 2.5 मिमी से छोटे किसी भी फीचर को मशीन में डालना मुश्किल होगा। उदाहरण के लिए, 0.5 मिमी की छोटी सुविधा को मशीन करने के लिए, आमतौर पर बहुत छोटे सूक्ष्म उपकरण या विशिष्ट मशीनिंग विधियों, जैसे माइक्रोमिलिंग या इलेक्ट्रिकल डिस्चार्ज मशीनिंग (ईडीएम) की आवश्यकता होती है। हालाँकि ये विधियाँ बहुत छोटी सुविधाएँ प्राप्त कर सकती हैं, लेकिन वे मशीनिंग समय में काफी वृद्धि करती हैं और उपकरण और परिचालन तकनीकों पर उच्च माँग लगाती हैं, जिसके परिणामस्वरूप मशीनिंग लागत बढ़ जाती है।
पाठ और अक्षरांकन
अनुशंसित: फ़ॉन्ट आकार 20 (या बड़ा), 5 मिमी उत्कीर्णन गहराई के साथ
उत्कीर्ण पाठ को उभरे हुए पाठ की तुलना में प्राथमिकता दी जाती है क्योंकि इसमें कम सामग्री को हटाने की आवश्यकता होती है, जिससे मशीनिंग का समय और सामग्री की बर्बादी कम हो जाती है। 5 मिमी की गहराई वाले एरियल या हेल्वेटिका जैसे सरल सेन्स-सेरिफ़ फ़ॉन्ट, आमतौर पर अच्छी पठनीयता और मशीनिंग परिणाम प्रदान करते हैं। इसके अतिरिक्त, कई सीएनसी मशीनें इन सामान्य फ़ॉन्ट्स के साथ पूर्व-प्रोग्राम्ड आती हैं, जिससे अतिरिक्त प्रोग्रामिंग या जटिल सेटअप की आवश्यकता के बिना मशीनिंग प्रक्रिया आसान हो जाती है।
बाधित
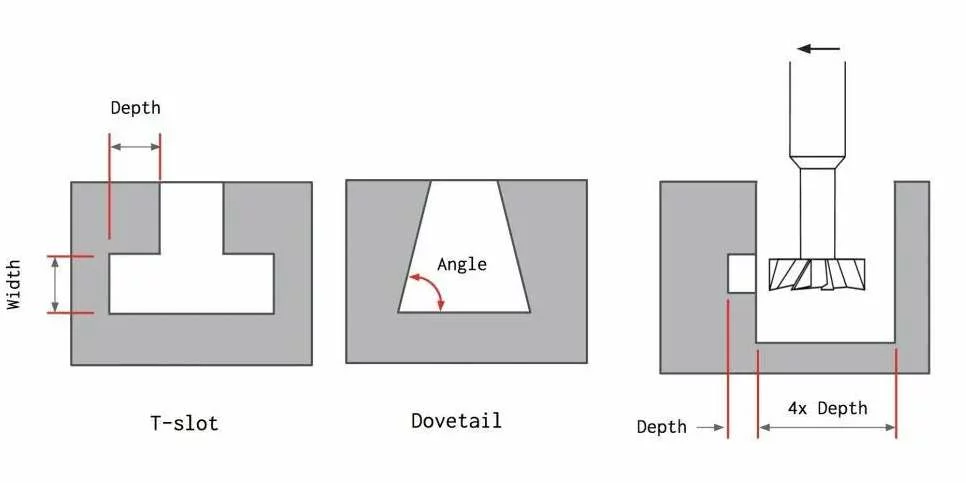
अंडरकट एक वर्कपीस की एक विशेषता है जिस तक मानक ऊर्ध्वाधर काटने वाले उपकरण सीधे नहीं पहुंच सकते हैं, अक्सर क्योंकि सतह के कुछ हिस्से अवरुद्ध होते हैं। इन क्षेत्रों में मशीनिंग के लिए विशेष उपकरणों की आवश्यकता होती है। अंडरकट्स के दो मुख्य प्रकार हैं: टी-स्लॉट और डोवेटेल।
टी-स्लॉट एक सामान्य अंडरकट आकार है जो "टी" अक्षर जैसा दिखता है। टी-स्लॉट को मशीन करने के लिए उपयोग किए जाने वाले उपकरणों में क्षैतिज काटने वाले किनारे और एक ऊर्ध्वाधर शाफ्ट होता है, जो उन्हें सीमित स्थानों में अंडरकट अनुभाग को प्रभावी ढंग से काटने की अनुमति देता है। अंडरकट की चौड़ाई आमतौर पर 3 मिमी से 40 मिमी तक होती है। मानक आकार (जैसे पूर्ण मिलीमीटर या सामान्य आंशिक इंच) का उपयोग करने की सलाह दी जाती है क्योंकि ये आसानी से उपलब्ध टूल से मेल खाने की अधिक संभावना रखते हैं, जिससे कस्टम टूलींग से जुड़ी अतिरिक्त लागत और समय से बचा जा सकता है।
टी-स्लॉट डिज़ाइन करते समय, अंगूठे का एक अच्छा नियम अंडरकट की गहराई के चार गुना के बराबर निकासी प्रदान करना है, यह सुनिश्चित करना कि उपकरण में पर्याप्त ऑपरेटिंग स्थान है। यह ध्यान रखना महत्वपूर्ण है कि मानक अंडरकट टूल की कटिंग गहराई अक्सर टूल डिज़ाइन द्वारा बाधित होती है, क्योंकि कटिंग व्यास और शाफ्ट व्यास के बीच सामान्य अनुपात 2: 1 है। इसका मतलब है कि अंडरकट की मशीनिंग गहराई सीमित है, और डिजाइन प्रक्रिया के दौरान इसे ध्यान में रखा जाना चाहिए।
डोवेटेल स्लॉट निगल की पूंछ के आकार के होते हैं और इनमें थोड़ा सा कोण होता है, आमतौर पर मजबूत यांत्रिक इंटरलॉकिंग की आवश्यकता वाले अनुप्रयोगों में उपयोग किया जाता है। हालाँकि बाजार में विभिन्न कोणों (5 डिग्री से 120 डिग्री तक) वाले उपकरण उपलब्ध हैं, 45-डिग्री और 60-डिग्री उपकरण मानक हैं और आमतौर पर उपयोग किए जाते हैं।
सीएनसी मशीनिंग डिज़ाइन के लिए अन्य नियम
बड़े या मानक व्यास वाले उपकरणों का उपयोग करें: तेजी से प्रसंस्करण सुनिश्चित करने और विशेष उपकरणों की आवश्यकता से बचने के लिए ऐसे भागों को डिज़ाइन करें जिन्हें बड़े या मानक व्यास वाले उपकरणों के साथ मशीनीकृत किया जा सके।
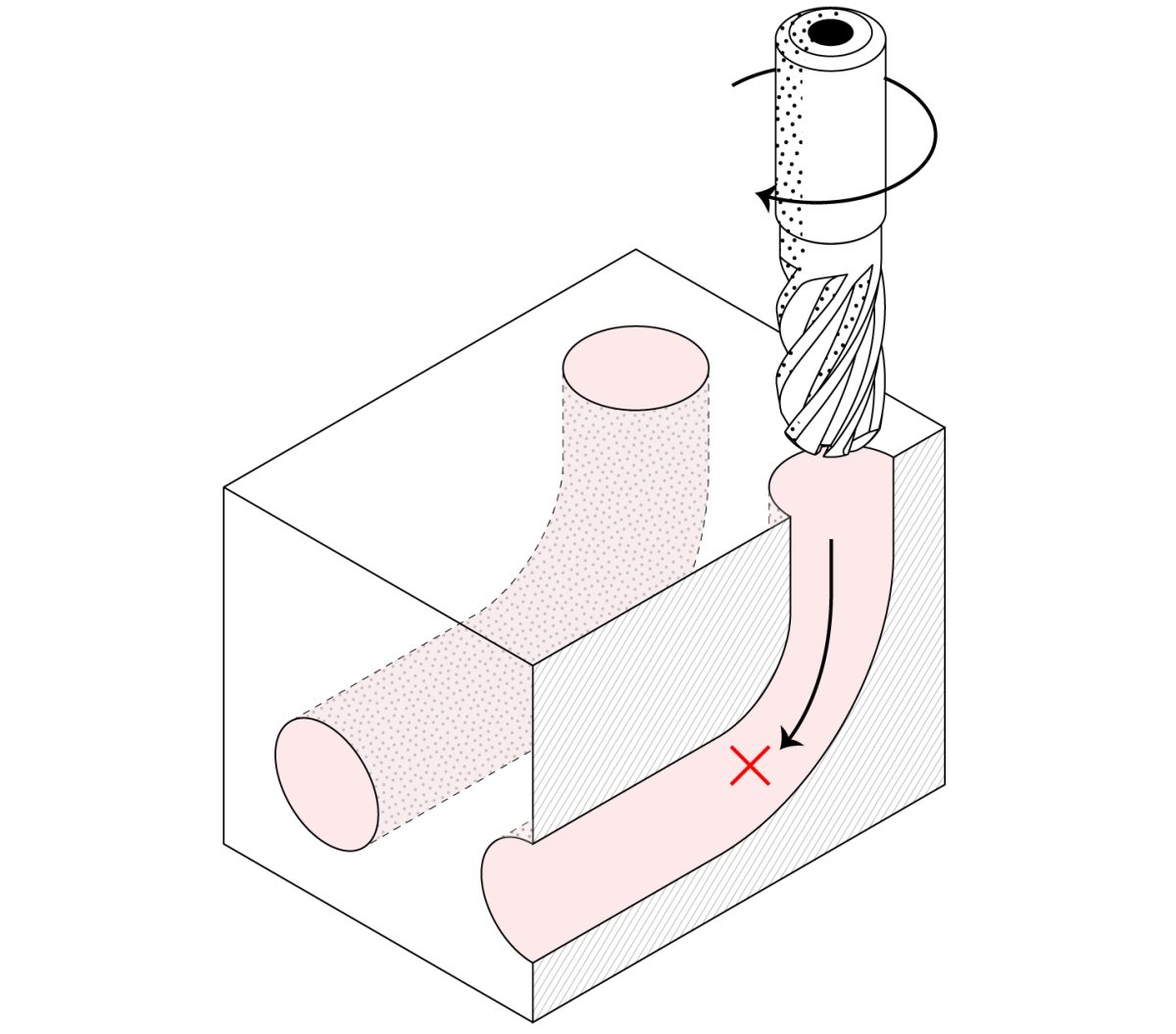
अयोग्य विशेषताओं से बचें: कुछ विशेषताएं, जैसे घुमावदार छेद, मानक सीएनसी मिलों, खराद या ड्रिल द्वारा उत्पादित नहीं की जा सकती हैं। यदि आपके डिज़ाइन को ऐसी सुविधाओं की आवश्यकता है, तो इसके बजाय इलेक्ट्रिकल डिस्चार्ज मशीनिंग (ईडीएम) का उपयोग करने पर विचार करें।
सहिष्णुता को सोच-समझकर निर्दिष्ट करें: यदि आप अपने डिज़ाइन में सहनशीलता निर्दिष्ट नहीं करते हैं, तो निर्माता आमतौर पर मानक ISO 2768 ग्रेड का उपयोग करेंगे। जबकि आधुनिक सीएनसी मशीनें आईएसओ 2768 द्वारा निर्दिष्ट की तुलना में सख्त सहनशीलता प्राप्त कर सकती हैं, अनावश्यक सख्त सहनशीलता से बचें क्योंकि वे समय और लागत दोनों बढ़ाते हैं।
सौंदर्यशास्त्र पर कार्य को प्राथमिकता दें: सौंदर्यशास्त्र के बजाय आवश्यक सुविधाओं की सटीकता पर ध्यान दें। मशीनिंग के बाद की प्रक्रियाओं के माध्यम से सौंदर्य संबंधी वृद्धि सर्वोत्तम रूप से प्राप्त की जाती है।
फ्लैट-बॉटम छेद से बचें: फ्लैट-बॉटम वाले छेद के लिए उन्नत मशीनिंग की आवश्यकता होती है और रीमिंग जैसे बाद के संचालन में समस्याएं पैदा हो सकती हैं।
छेदों के लिए लंबवतता सुनिश्चित करें: ड्रिलिंग करते समय, सुनिश्चित करें कि प्रवेश और निकास सतहें ड्रिल अक्ष के लंबवत हैं। यह ड्रिल टिप को भटकने से रोकता है और छेद निकास के आसपास गड़गड़ाहट को हटाने की कठिनाई को कम करता है।
चिग्गो के साथ अपने सीएनसी डिज़ाइन को मशीनीकृत भागों में बदलें
सीएनसी मशीनिंग अविश्वसनीय बहुमुखी प्रतिभा प्रदान करती है, लेकिन हर डिज़ाइन को आसानी से भौतिक उत्पाद में नहीं बदला जा सकता है। डिज़ाइन प्रक्रिया में प्रत्येक विवरण पर सावधानीपूर्वक विचार और सत्यापन की आवश्यकता होती है। जब आप अपने विचार को जीवन में लाने के लिए तैयार हों, तो चिग्गो मदद के लिए यहां है!
हम एक सीएनसी मशीनिंग डिज़ाइन और विनिर्माण कंपनी हैं जिसके पास विभिन्न उद्योगों के लिए उत्पाद और घटक बनाने का दस वर्षों से अधिक का अनुभव है। विशेषज्ञ डिजाइनरों, इंजीनियरों और मशीनिस्टों की हमारी टीम न केवल आपके डिजाइन को अनुकूलित करती है बल्कि विनिर्माण प्रक्रिया को सुव्यवस्थित करती है, जिससे तेज लीड समय और प्रतिस्पर्धी मूल्य निर्धारण सुनिश्चित होता है। बस अपना डिज़ाइन अपलोड करें, और आपको तुरंत एक निःशुल्क DFM (डिज़ाइन फॉर मैन्युफैक्चरिबिलिटी) रिपोर्ट प्राप्त होगी।