खराद काटने के उपकरण विशेष उपकरण हैं जो लेथ मशीनों पर लगाए जाते हैं - चाहे वह मैनुअल हो, लकड़ी का काम हो या सीएनसी हो - आकार देने, काटने के लिए , या घूर्णनशील वर्कपीस को समाप्त करें। इन उपकरणों में आम तौर पर खराद उपकरण पोस्ट पर तय किया गया एक शैंक और एक काटने वाला किनारा होता है जो सीधे वर्कपीस से जुड़ा होता है। विभिन्न आकृतियों, आकारों और सामग्रियों में उपलब्ध, वे अलग-अलग टूल पथों के साथ संयुक्त होने पर टर्निंग, फेसिंग, थ्रेडिंग और पार्टिंग जैसे कई ऑपरेशन कर सकते हैं।
सही उपकरण का चयन आपके काम की सटीकता और दक्षता निर्धारित करता है। इस लेख में, हम सामान्य खराद काटने वाले उपकरणों पर चर्चा करेंगे, उनके डिज़ाइन और विशेषताओं का पता लगाएंगे, और आपके प्रोजेक्ट के लिए सही उपकरण चुनने में आपकी मदद करेंगे।
विभिन्न प्रकार के खराद काटने के उपकरण को समझना
खराद काटने के उपकरण के प्रकारों पर चर्चा करते समय, विभिन्न वर्गीकरण विधियाँ होती हैं। चाहे यह परिचालन आवश्यकताओं, उपकरण ज्यामिति, सामग्री, या फ़ीड दिशा पर आधारित हो, लक्ष्य एक ही है: खराद काटने वाले उपकरणों को पहचानना और स्पष्ट करना कि वे क्या कर सकते हैं।
खराद काटने के उपकरणों की व्यापक विविधता के बावजूद, आइए अभी के लिए जटिल वर्गीकरण प्रणालियों को अलग रखें। इसके बजाय, हम अपने सामने मौजूद उपकरणों को समझने पर ध्यान केंद्रित करेंगे - वे कैसे दिखते हैं और वे क्या हासिल कर सकते हैं। यदि हम उन दो प्रश्नों का उत्तर दे सकें, तो हम उनके उपयोग में महारत हासिल करने की राह पर होंगे।
वे किस जैसे दिख रहे हैं?
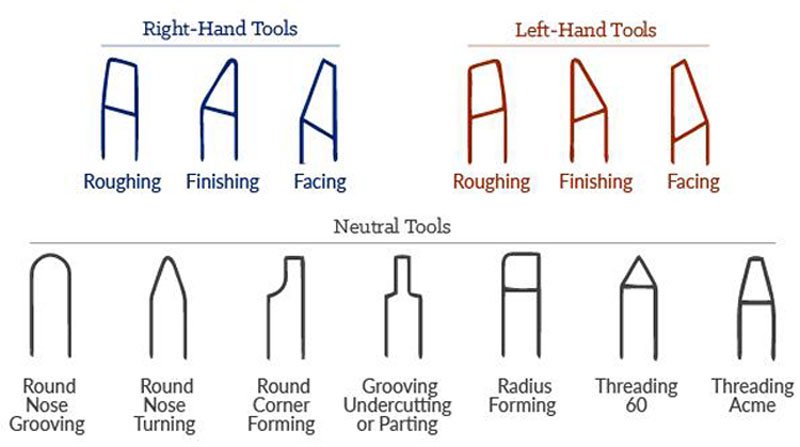
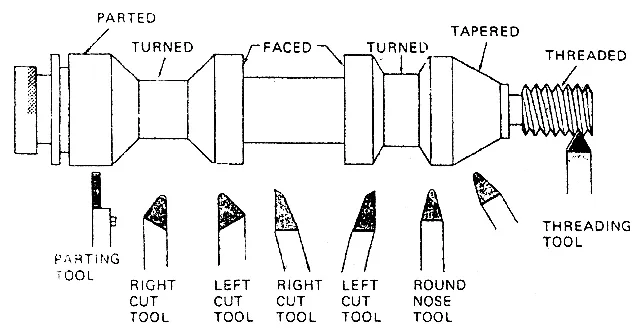
ऊपर दी गई छवियां फ़ीड दिशा के आधार पर तीन प्रमुख प्रकार के खराद काटने के उपकरण दिखाती हैं। इन तीनों प्रकारों में अंतर स्पष्ट दिखाई देता है। इसके बाद, हम प्रत्येक उपकरण की उपस्थिति और कार्यों का विस्तृत परिचय प्रदान करेंगे, जिससे आपको उनके उपयोग को बेहतर ढंग से समझने में मदद मिलेगी।
▪ दाएँ हाथ से काटने के उपकरण
दाएँ हाथ के काटने वाले औजारों की मुख्य काटने वाली धार बाईं ओर होती है और उन्हें काटने के लिए डिज़ाइन किया गया है जब वे हेडस्टॉक की ओर दाईं से बाईं ओर जाते हैं। चूंकि अधिकांश खराद संचालन उपकरण को इसी दिशा में संचालित करते हैं, इसलिए खराद कार्य में इनका सबसे अधिक उपयोग किया जाता है। इन्हें आम तौर पर सामान्य टर्निंग कार्यों के लिए नियोजित किया जाता है जैसे कि वर्कपीस व्यास को कम करना, सिरों का सामना करना और चिकनी सतह फिनिश प्राप्त करना।
▪ बाएं हाथ से काटने वाले उपकरण
दाएँ हाथ के संस्करण के विपरीत, बाएँ हाथ के काटने वाले औजारों की मुख्य धार दाहिनी ओर होती है और हेडस्टॉक से दूर, बाएँ से दाएँ जाने पर कट जाती है। ये उपकरण विशेष रूप से टेलस्टॉक के पास मशीनिंग संचालन के लिए उपयोगी होते हैं या जब वर्कपीस के बाईं ओर रुकावटों के लिए उपकरण को विपरीत दिशा में फीड करने की आवश्यकता होती है।
▪तटस्थ काटने के उपकरण
तटस्थ काटने वाले उपकरणों में उपकरण की केंद्र रेखा के साथ एक सममित रूप से स्थित काटने वाला किनारा होता है, जो उन्हें अभिविन्यास बदलने की आवश्यकता के बिना दोनों दिशाओं में काटने की अनुमति देता है। इनका उपयोग आमतौर पर परिष्करण कार्यों या अनुप्रयोगों के लिए किया जाता है जहां दोनों फ़ीड दिशाओं में लगातार कटिंग प्रदर्शन की आवश्यकता होती है। हालाँकि, दाएं हाथ या बाएं हाथ के उपकरणों की तुलना में इनका उपयोग भारी-भरकम या विशेष कार्यों में कम किया जाता है।
वे कौन से ऑपरेशन हासिल कर सकते हैं?
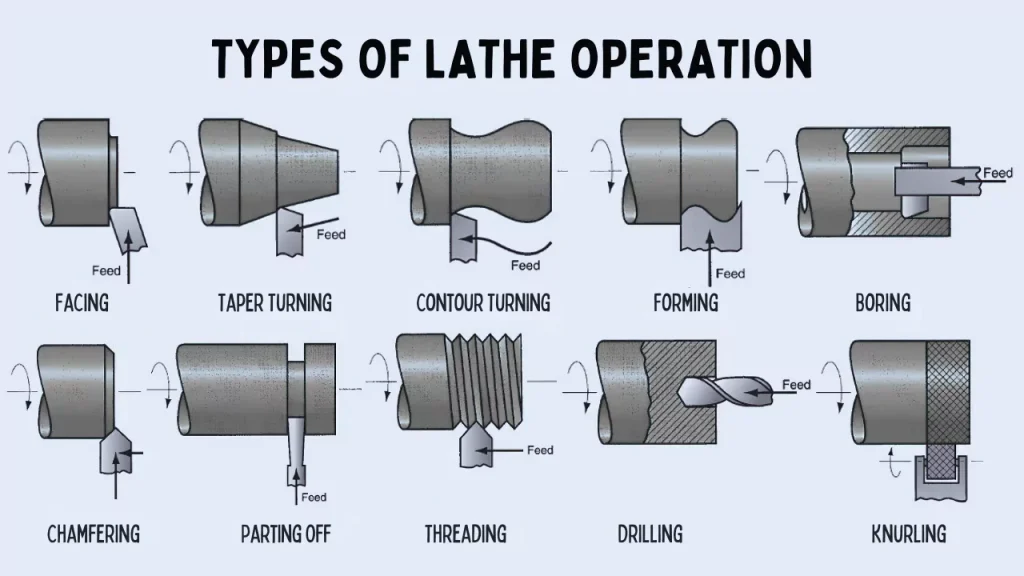
अब जब हम बुनियादी ज्यामिति को समझ गए हैं, तो आइए देखें कि ये उपकरण किन कार्यों को करने के लिए डिज़ाइन किए गए हैं। खराद काटने के उपकरण विभिन्न खराद संचालन में विशिष्ट आवश्यकताओं को पूरा करने के लिए इंजीनियर किए जाते हैं, और उनका डिज़ाइन उस कार्यक्षमता को दर्शाता है जिसे वे प्राप्त करना चाहते हैं।
▪ टर्निंग टूल्स
टर्निंग उपकरण सबसे व्यापक रूप से उपयोग किए जाने वाले खराद काटने के उपकरण हैं, जो इसके व्यास को कम करने के लिए वर्कपीस की लंबाई के साथ सामग्री को हटाने के लिए डिज़ाइन किए गए हैं। इस श्रेणी में बड़ी मात्रा में सामग्री को हटाने के लिए रफिंग उपकरण और सटीक, बारीक कटौती करने के लिए परिष्करण उपकरण शामिल हैं।
▪ फेसिंग टूल्स
फेसिंग टूल को रोटेशन की धुरी पर लंबवत रूप से काटा जाता है, जिससे वर्कपीस के अंत में एक सपाट, चिकनी सतह बनती है। यह फेसिंग ऑपरेशन अक्सर बाद की मशीनिंग प्रक्रियाओं, जैसे ड्रिलिंग या थ्रेडिंग, या किसी हिस्से के अंत को सटीक आयामों के लिए तैयार करने के लिए वर्कपीस को तैयार करने के लिए किया जाता है।
▪ बिदाई उपकरण (कट-ऑफ)
पार्टिंग टूल में आमतौर पर तेज धार वाला पतला, सीधा ब्लेड होता है। इनका उपयोग आम तौर पर घूमने वाले वर्कपीस के व्यास को काटने, एक हिस्से को बाकी हिस्से से अलग करने के लिए किया जाता है। अपने प्राथमिक कार्य के अलावा, इन उपकरणों का उपयोग आवश्यकता पड़ने पर वर्कपीस में खांचे बनाने के लिए भी किया जा सकता है।
▪ चम्फरिंग उपकरण
चम्फरिंग टूल का उपयोग वर्कपीस के किनारों पर, आमतौर पर 45 डिग्री के कोण पर, बेवल वाले किनारे को काटने के लिए किया जाता है। यह ऑपरेशन अक्सर सुरक्षा या सौंदर्यशास्त्र के लिए तेज किनारों को हटाने, आगे की मशीनिंग (जैसे थ्रेडिंग) के लिए वर्कपीस तैयार करने, या असेंबली के दौरान उचित फिट सुनिश्चित करने के लिए किया जाता है।
▪ थ्रेडिंग टूल्स
थ्रेड कटिंग टूल्स का उपयोग लेथ पर पेचदार धागों को काटने के लिए किया जाता है। उपकरण का नाक कोण धागे के आकार को निर्धारित करता है, जैसे वी-थ्रेड्स या स्क्वायर थ्रेड्स। इन उपकरणों को आम तौर पर बाहरी और आंतरिक धागा काटने वाले उपकरणों में वर्गीकृत किया जाता है। बाहरी धागा काटने वाले उपकरण वर्कपीस की बाहरी सतह पर धागे को काटते हैं, जैसे बोल्ट या स्क्रू। आंतरिक धागा काटने वाले उपकरण का उपयोग छेद के अंदर धागा बनाने के लिए किया जाता है, जैसा कि नट या थ्रेडेड बोर में देखा जाता है।
▪ ग्रूविंग टूल्स
ग्रूविंग टूल्स को वर्कपीस की सतह पर संकीर्ण खांचे को काटने के लिए डिज़ाइन किया गया है। ये खांचे बाहरी हो सकते हैं, शाफ्ट शोल्डर या रिंग खांचे बनाए रखने जैसे अनुप्रयोगों के लिए, या आंतरिक स्नैप रिंग जैसी सुविधाओं के लिए छेद या बोर के भीतर आंतरिक हो सकते हैं। इसके अतिरिक्त, ग्रूविंग टूल का उपयोग वर्कपीस के अंतिम चेहरे पर रोटेशन की धुरी के लंबवत खांचे बनाने के लिए किया जा सकता है, आमतौर पर फेस सील अनुप्रयोगों के लिए।
▪ गूंथने के उपकरण
नूरलिंग उपकरण एक अन्य प्रकार का खराद काटने वाला उपकरण है जिसका उपयोग वर्कपीस की सतह पर एक बनावट पैटर्न बनाने के लिए किया जाता है, आमतौर पर बेहतर पकड़ या सजावटी उद्देश्यों के लिए। अन्य काटने वाले उपकरणों के विपरीत, नर्लिंग उपकरण सामग्री को नहीं हटाते हैं। इसके बजाय, वे सतह पर सीधे या हीरे के पैटर्न को अंकित करने के लिए दबाव का उपयोग करते हैं।
अतिरिक्त काटने के उपकरण
नीचे दिए गए उपकरण पारंपरिक खराद काटने के उपकरण नहीं हैं, लेकिन वे खराद-संगत उपकरण हैं जो अक्सर खराद पर विशिष्ट संचालन करते हैं:
▪ड्रिलिंग उपकरण
ड्रिलिंग उपकरण घूमने वाले वर्कपीस के केंद्र अक्ष के साथ छेद बनाते हैं। एक ड्रिल बिट को लेथ के टेलस्टॉक में लगाया जाता है और घूमते समय इसे वर्कपीस में डाला जाता है। अधिक सटीक आंतरिक मशीनिंग संचालन, जैसे बोरिंग या टैपिंग से पहले ड्रिलिंग अक्सर पहला कदम होता है।
▪ बोरिंग उपकरण
वर्कपीस में मौजूदा छेद के आकार को बढ़ाने के लिए बोरिंग टूल का उपयोग किया जाता है। इन उपकरणों को आम तौर पर एकल-बिंदु उपकरण के रूप में डिज़ाइन किया गया है, जिसका प्राथमिक उद्देश्य छेद के व्यास को बढ़ाना और सही करना है।
▪ रीमिंग टूल्स
रीमिंग में पूर्व-ड्रिल या पूर्व-बोर किए गए छेद को खत्म करने के लिए एक बहु-धार वाले उपकरण का उपयोग करना शामिल है, जिससे आयामी सटीकता और सतह खत्म दोनों में सुधार होता है। रीमर छेद के आकार को महत्वपूर्ण रूप से नहीं बदलते हैं लेकिन अधिक सटीकता के लिए इसे ठीक करते हैं।
▪ टैपिंग टूल्स
थ्रेडिंग टूल के विपरीत, टैपिंग टूल का उपयोग एक ऑपरेशन में सीधे पूर्व-ड्रिल किए गए छेद में आंतरिक धागे को काटने के लिए किया जाता है। एक नल धागे बनाता है जो स्क्रू या बोल्ट डालने की अनुमति देता है। यह छोटे छिद्रों की तेज़, उच्च-उत्पादन वाली थ्रेडिंग के लिए सबसे अच्छा है, जहाँ गति ठीक नियंत्रण से अधिक महत्वपूर्ण है।
उपकरण सामग्री के बारे में महत्वपूर्ण अनुपूरक
खराद काटने के उपकरण उन सामग्रियों से तैयार किए जाते हैं जो काफी हद तक मिलिंग कटर टूल के समान होते हैं। . उदाहरण के लिए, हाई-स्पीड स्टील (HSS), कार्बाइड, सिरेमिक और क्यूबिक बोरान नाइट्राइड (CBN) का आमतौर पर उपयोग किया जाता है। इन सामग्रियों को उनकी उत्कृष्ट कठोरता, पहनने के प्रतिरोध और गर्मी प्रतिरोध के कारण टर्निंग और मिलिंग दोनों उपकरणों में व्यापक रूप से उपयोग किया जाता है।
गौरतलब है कि हीरे के औजारों का उपयोग खराद काटने में भी किया जाता है। इसका मुख्य कारण यह है कि मोड़ना एक सतत काटने की प्रक्रिया है, और हीरे के औजारों की उच्च कठोरता और पहनने का प्रतिरोध इस प्रकार के ऑपरेशन के लिए उपयुक्त है। इसके विपरीत, मिलिंग में उच्च प्रभाव भार के साथ रुक-रुक कर कटाई शामिल होती है, जो हीरे के औजारों के लिए काटने की स्थिति को अनुपयुक्त बना देती है। इसलिए, हीरे के औजारों का उपयोग अधिमानतः खराद संचालन में किया जाता है लेकिन मिलिंग में शायद ही कभी किया जाता है।
एक खराद काटने के उपकरण के घटक
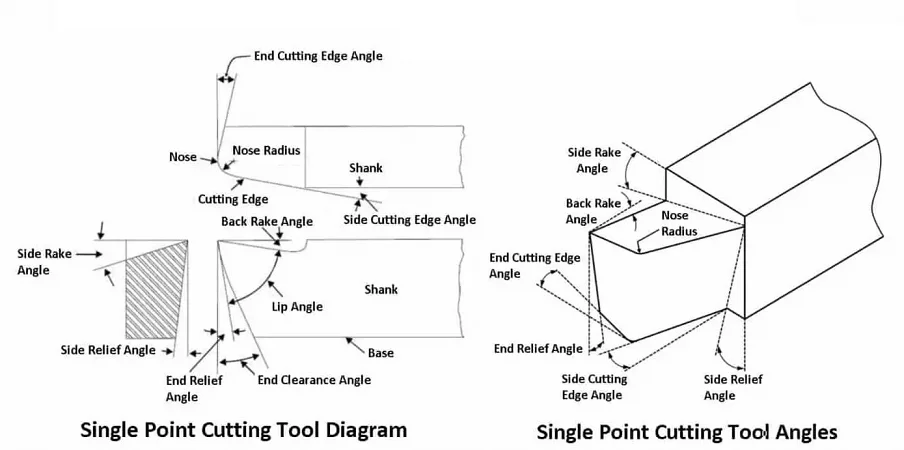
यद्यपि कई अलग-अलग प्रकार के खराद काटने वाले उपकरण हैं, उनमें से लगभग सभी में कई प्रमुख घटक शामिल होते हैं, जिनमें से प्रत्येक यह प्रभावित करता है कि उपकरण काटने की प्रक्रिया के दौरान वर्कपीस के साथ कैसे इंटरैक्ट करता है। अब, आइए इन तत्वों के विवरण को समझने के लिए एक उदाहरण के रूप में एकल बिंदु काटने वाले उपकरण को लें।
शैंक: काटने वाले उपकरण का मुख्य भाग जो खराद के उपकरण धारक में जकड़ा हुआ होता है। यह उपकरण को उसकी जगह पर सुरक्षित रखता है और संरचनात्मक समर्थन प्रदान करते हुए काटने वाले बलों को संचारित करता है।
कटिंग एज: कटिंग एज उपकरण का तेज भाग है जो कतरनी क्रिया के माध्यम से सामग्री को हटाने के लिए सीधे वर्कपीस के साथ संपर्क करता है। सिंगल-पॉइंट कटिंग टूल्स में, इसमें साइड कटिंग एज और एंड कटिंग एज होता है, जो सामग्री हटाने का प्राथमिक बिंदु बनता है। कटिंग एज उपकरण का एक अभिन्न अंग हो सकता है या हाई-स्पीड स्टील (एचएसएस), कार्बाइड, या सिरेमिक जैसी सामग्रियों से बना एक प्रतिस्थापन योग्य इंसर्ट हो सकता है, जो विभिन्न अनुप्रयोगों के लिए उपकरण के प्रदर्शन और उपयुक्तता को प्रभावित करता है।
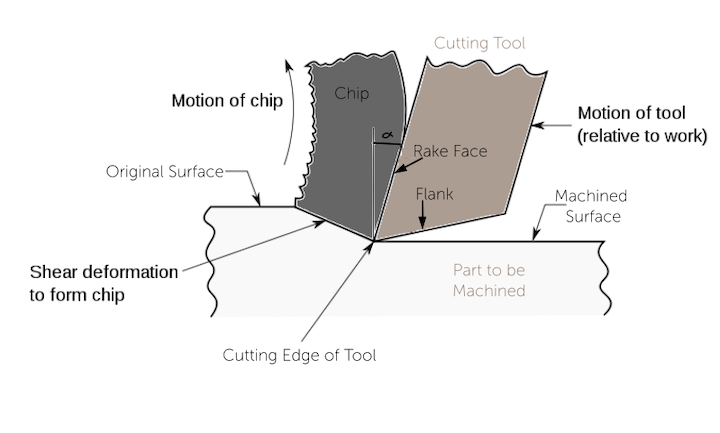
रेक फेस: रेक फेस एक काटने वाले उपकरण की सतह है जो काटी जाने वाली सामग्री के सीधे संपर्क में होती है। यह मशीनिंग के दौरान चिप को वर्कपीस से दूर निर्देशित करने के लिए जिम्मेदार है और काटने की दक्षता, चिप निर्माण और उपकरण के घिसाव को निर्धारित करने में महत्वपूर्ण भूमिका निभाता है। रेक फेस का कोण, जिसे रेक कोण के रूप में जाना जाता है, काटने की ताकतों और मशीनी सतह की गुणवत्ता को महत्वपूर्ण रूप से प्रभावित कर सकता है।
फ्लैंक: काटने वाले उपकरण का फ्लैंक रेक फेस के विपरीत सतह है जो नई मशीनीकृत सतह का सामना करती है और काटी जाने वाली सामग्री के साथ सीधा संपर्क नहीं बनाती है। यह उपकरण और वर्कपीस के बीच घर्षण को रोकने के लिए क्लीयरेंस प्रदान करने के लिए जिम्मेदार है, जिससे उपकरण घिसाव कम होता है और बिना किसी हस्तक्षेप के सुचारू कटिंग सुनिश्चित होती है। फ़्लैंक के दो घटक होते हैं: पार्श्व फ़्लैंक और अंतिम फ़्लैंक। पार्श्व फ़्लैंक पार्श्व कटिंग किनारे से सटा हुआ है, जबकि अंतिम फ़्लैंक अंतिम कटिंग किनारे से सटा हुआ है। प्रत्येक फ्लैंक और वर्कपीस के बीच का कोण, जिसे क्रमशः साइड रिलीफ एंगल और एंड रिलीफ एंगल के रूप में जाना जाता है, काटने के संचालन के दौरान उचित निकासी बनाए रखने में मदद करता है, रगड़ को रोकता है और उपकरण के जीवन को बढ़ाता है।
टूल नोज़: टूल नोज़ गोल सिरा है जहां साइड कटिंग एज और एंड कटिंग एज मिलते हैं। नाक की त्रिज्या काटने वाले किनारे की सतह की फिनिश और ताकत को प्रभावित करती है, बड़ी त्रिज्या फिनिश को बढ़ाती है लेकिन तीक्ष्णता को कम करती है।
साइड रेक एंगल: साइड रेक एंगल रेक फेस और वर्कपीस सतह के समानांतर एक क्षैतिज विमान के बीच का कोण है। यह प्रभावित करता है कि मशीनिंग के दौरान चिप कटिंग ज़ोन से कैसे दूर बहती है। एक सकारात्मक साइड रेक कोण काटने के बल को कम करता है और चिप हटाने में सुधार करने में मदद करता है, जबकि एक नकारात्मक या शून्य साइड रेक कोण काटने के बल को बढ़ा सकता है लेकिन काटने के किनारे को अधिक ताकत प्रदान कर सकता है।
बैक रेक कोण: बैक रेक कोण रेक फेस और वर्कपीस की सतह के समानांतर एक क्षैतिज विमान के बीच का कोण है, जिसे मुख्य कटिंग किनारे के साथ मापा जाता है। यह काटने की ताकतों और चिप प्रवाह को प्रभावित करता है, जिससे यह प्रभावित होता है कि उपकरण कितनी आसानी से सामग्री में कटौती कर सकता है। मशीनीकृत की जा रही सामग्री के आधार पर उपकरण के प्रदर्शन को अनुकूलित करने के लिए बैक रेक कोण को समायोजित करना महत्वपूर्ण है।
साइड रिलीफ एंगल: साइड रिलीफ एंगल वर्कपीस की सतह के लंबवत फ्लैंक और ऊर्ध्वाधर विमान के बीच का कोण है, जिसे टूल के साइड कटिंग एज के साथ मापा जाता है। यह साइड-कटिंग ऑपरेशन के दौरान टूल के साइड और वर्कपीस के बीच घर्षण और रगड़ को रोकने के लिए क्लीयरेंस प्रदान करता है, जिससे आसानी से कटिंग सुनिश्चित होती है और टूल का घिसाव कम होता है। एक उचित रूप से सेट किया गया साइड रिलीफ कोण उपकरण की घिसाव को कम करने में मदद करता है, काटने के प्रदर्शन में सुधार करता है, और वर्कपीस पर एक चिकनी फिनिश सुनिश्चित करता है। यदि कोण बहुत छोटा है, तो यह रगड़ का कारण बन सकता है, जबकि बहुत बड़ा कोण काटने की धार को कमजोर कर सकता है।
अंत राहत कोण: इसके विपरीत, अंतिम राहत कोण फ्लैंक और वर्कपीस की सतह के लंबवत समतल के बीच का कोण है, जिसे उपकरण के अंतिम कटिंग किनारे के साथ मापा जाता है। यह कोण एंड-कटिंग ऑपरेशन के दौरान उपकरण के सिरे और वर्कपीस के बीच घर्षण और रगड़ को रोकने के लिए निकासी प्रदान करता है। यह काटने की दक्षता को बढ़ाता है और सतह की फिनिश में सुधार करता है। बहुत छोटा अंत राहत कोण अत्यधिक घर्षण और गर्मी का कारण बन सकता है, जबकि बहुत बड़ा कोण काटने की धार को कमजोर कर सकता है।
अंत काटने वाला किनारा कोण: अंत काटने वाला किनारा कोण उपकरण के अंतिम काटने वाले किनारे और वर्कपीस की सतह पर लंबवत रेखा के बीच का कोण है। यह चिप प्रवाह दिशा और काटने वाली ताकतों को प्रभावित करता है। एक बड़ा कोण काटने की ताकत को कम करता है और चिप प्रवाह में सुधार करता है, उपकरण जीवन को बढ़ाता है लेकिन विक्षेपण को बढ़ा सकता है। एक छोटा कोण काटने की धार को मजबूत करता है लेकिन काटने की ताकत और घिसाव को बढ़ा सकता है।
साइड कटिंग एज एंगल: साइड कटिंग एज एंगल उपकरण के साइड कटिंग एज और वर्कपीस की सतह के समानांतर एक रेखा के बीच का कोण है। यह काटने के बल की दिशा, चिप निर्माण, उपकरण की ताकत और सतह की फिनिश को प्रभावित करता है। एक बड़ा कोण काटने के भार को फैलाता है, बलों को कम करता है और सतह की फिनिश में सुधार करता है, लेकिन किनारे को कमजोर कर सकता है। एक छोटा कोण काटने वाली ताकतों को केंद्रित करता है, संभावित रूप से घिसाव को बढ़ाता है लेकिन कुछ मामलों में सामग्री को हटाने में वृद्धि करता है।
सही खराद काटने का उपकरण चुनने के लिए युक्तियाँ
सही खराद काटने के उपकरण का चयन करने के लिए कई कारकों पर सावधानीपूर्वक विचार करने की आवश्यकता होती है, जैसे विशिष्ट मशीनिंग संचालन, उपकरण ज्यामिति, उपकरण और वर्कपीस दोनों की सामग्री और काटने की स्थिति। जानकारीपूर्ण निर्णय लेने में आपकी सहायता के लिए यहां कुछ व्यावहारिक सुझाव दिए गए हैं:
1. उपकरण चयन को आपके द्वारा किए जा रहे खराद ऑपरेशन के साथ संरेखित करें। उदाहरण के लिए, टर्निंग टूल का उपयोग वर्कपीस की लंबाई के साथ सामग्री को हटाने के लिए किया जाता है; हालाँकि, वे ऑपरेशन बनाने के लिए उपयुक्त नहीं हैं। अन्य विचारों में काटने की दिशा शामिल है।
2. वर्कपीस और टूल सामग्री पर विचार करें। वर्कपीस के यांत्रिक गुण, विशेष रूप से इसकी कठोरता, उपकरण सामग्री के आपके चयन को प्रभावित करेगी। एल्यूमीनियम जैसी नरम सामग्री के लिए, हाई-स्पीड स्टील (एचएसएस) उपकरण पर्याप्त हो सकते हैं। स्टेनलेस स्टील या कठोर मिश्र धातु जैसी कठोर सामग्रियों के लिए, कार्बाइड या सिरेमिक उपकरण अधिक उपयुक्त हैं। अत्याधुनिक सामग्री को मशीनिंग के दौरान उत्पन्न यांत्रिक तनाव और थर्मल स्थितियों का सामना करना होगा। जब आवश्यक हो, ऐसे कोटिंग्स का चयन करें जो उपकरण जीवन और प्रदर्शन को बढ़ाते हैं। TiN (टाइटेनियम नाइट्राइड) या TiAlN (टाइटेनियम एल्युमीनियम नाइट्राइड) जैसी कोटिंग्स बढ़ी हुई कठोरता और पहनने के प्रतिरोध प्रदान कर सकती हैं।
3. उपकरण ज्यामिति भी एक महत्वपूर्ण भूमिका निभाती है। उचित चिप गठन और निकासी सुनिश्चित करते हुए घर्षण और घिसाव को कम करने के लिए रेक और रिलीफ कोण संचालन और वर्कपीस सामग्री के अनुकूल होने चाहिए। उदाहरण के लिए, एक उच्च बैक रेक कोण नरम सामग्रियों में चिप प्रवाह में सुधार करता है, जबकि उपकरण पहनने को कम करने के लिए कठिन सामग्रियों के लिए अधिक तटस्थ कोण की आवश्यकता हो सकती है।
4. काटने की गति, फ़ीड दर और काटने की गहराई भी आपके चयन को प्रभावित करनी चाहिए। उच्च गति अनुप्रयोगों के लिए डिज़ाइन किए गए उपकरण, जैसे कार्बाइड या सिरेमिक उपकरण, बिना खराब हुए तेज गति से काटने की गति को संभाल सकते हैं। इस बीच, यदि आपके संचालन में धीमी फ़ीड दर या उथले कटौती शामिल है, तो छोटे नाक त्रिज्या या उच्च रेक कोण वाला उपकरण फिनिश गुणवत्ता में सुधार कर सकता है।
5. अंत में, लागत और उपकरण जीवन पर विचार करें। जबकि कार्बाइड और हीरे जैसे उच्च-प्रदर्शन उपकरण पहले से अधिक महंगे हो सकते हैं, उनकी स्थायित्व और सामग्रियों की एक विस्तृत श्रृंखला और काटने की स्थिति को संभालने की क्षमता लंबे समय में डाउनटाइम और उपकरण परिवर्तन को कम कर सकती है, जिससे वे भारी उत्पादन उपयोग के लिए अधिक लागत प्रभावी बन सकते हैं। .
निष्कर्ष
विभिन्न मशीनिंग कार्यों में सटीकता और दक्षता प्राप्त करने के लिए खराद काटने के उपकरण अपरिहार्य हैं। विभिन्न उपकरण प्रकारों, उनके घटकों और वे विशिष्ट खराद संचालन के साथ कैसे संरेखित होते हैं, इसे समझने से उपकरण चयन में बेहतर निर्णय लेने की अनुमति मिलती है। चाहे आप मोड़ रहे हों, सामना कर रहे हों, थ्रेडिंग कर रहे हों, या बोरिंग कर रहे हों, सही उपकरण आपके प्रोजेक्ट की गुणवत्ता, गति और लागत-प्रभावशीलता पर महत्वपूर्ण प्रभाव डालेगा।
चिग्गो में, हमारे विशेषज्ञ इंजीनियर आपके CNC टर्निंग प्रोजेक्ट। तीव्र प्रोटोटाइप से लेकर ऑन-डिमांड मशीनीकृत भागों तक, हम आपकी आवश्यकताओं के अनुरूप उच्च गुणवत्ता वाले समाधान प्रदान करते हैं। तत्काल उद्धरण और निःशुल्क डीएफएम विश्लेषण प्राप्त करने के लिए आज ही अपनी सीएडी फ़ाइलें अपलोड करें।