जब इंजीनियर "तनाव" के बारे में बात करते हैं, तो उनका मतलब परीक्षा की चिंता या काम के दबाव से बहुत अलग है। यहां, तनाव एक सामग्री के भीतर प्रति यूनिट क्षेत्र आंतरिक बल है। एक रबर बैंड को स्ट्रेच करें या टग-ऑफ-वॉर में एक रस्सी पर खींचें, और आप कार्रवाई में तन्य तनाव देख रहे हैं-जिस तरह से सामग्री लोड के तहत लम्बी बनाती है।
इस लेख में, हम बताते हैं कि तन्य तनाव क्या है, यह कैसे संपीड़ित तनाव और तन्यता ताकत, प्रमुख सूत्रों से अलग है, और कैसे चिग्गो इन विचारों को वास्तविक दुनिया के विनिर्माण में कारक करता है।
तन्यता तनाव क्या है?
तन्यता तनाव बताता है कि जब आप इसे अलग करने की कोशिश करते हैं तो एक सामग्री कैसे प्रतिक्रिया करती है। यह सामग्री को लागू लोड के अक्ष के साथ लम्बी होने का कारण बनता है। औपचारिक रूप से, इसे लागू बल के रूप में परिभाषित किया गया है जो क्रॉस-सेक्शनल क्षेत्र द्वारा विभाजित है, जो उस बल के लिए लंबवत है।
तन्य तनाव बनाम संपीड़ित तनाव
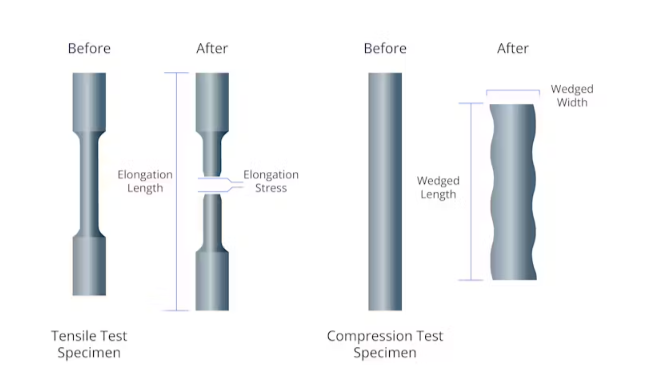
तन्यता तनाव संपीड़ित तनाव के विपरीत है। तन्य तनाव तब होता है जब बल किसी वस्तु को खिंचाव या लंबा करने के लिए कार्य करते हैं, जबकि संपीड़ित तनाव तब होता है जब बलों को निचोड़ या छोटा कर देता है। एक ठोस धातु बार की कल्पना करें: दोनों छोरों पर खींचें और यह तन्यता तनाव का अनुभव करता है, थोड़ा लम्बा होता है। दोनों छोरों पर धक्का दें, जैसे कि इसे अपनी लंबाई के साथ कुचलने की कोशिश कर रहा है, और बार संपीड़ित तनाव, छोटा या उभड़ा हुआ अनुभव करता है।
ये तनाव एक संरचना के विभिन्न हिस्सों में एक ही समय में भी हो सकते हैं। उदाहरण के लिए, जब लोग या मशीनें एक कंक्रीट के फर्श स्लैब में चलती हैं, तो स्लैब की शीर्ष सतह को संपीड़न में धकेल दिया जाता है, जबकि नीचे की सतह तनाव में फैली हुई है। यदि तल पर तन्य तनाव बहुत अधिक बढ़ता है, तो दरारें दिखाई दे सकती हैं - यही वजह है कि इंजीनियर तनाव का विरोध करने के लिए वहां स्टील सुदृढीकरण रखते हैं।
तन्य तनाव बनाम तन्य शक्ति
तन्य तनावक्या लोड एक सामग्री एक निश्चित क्षण में अनुभव कर रही है, प्रति यूनिट क्षेत्र बल के रूप में व्यक्त की जाती है। यह लागू बल के आधार पर उगता है और गिरता है।तन्यता ताकतइसके विपरीत, एक निश्चित भौतिक संपत्ति है - यह अधिकतम तन्यता तनाव है जो सामग्री पैदावार या टूटने से पहले सामग्री संभाल सकती है।
व्यवहार में, इंजीनियर लगातार दोनों की तुलना करते हैं। यदि किसी हिस्से में वास्तविक तन्यता तनाव अपनी तन्यता ताकत से नीचे रहता है, तो भाग थोड़ा फैलाएगा लेकिन बरकरार रहेगा। यदि तनाव ताकत से अधिक है, तो विफलता होती है। यही कारण है कि डिजाइन में हमेशा एक सुरक्षा मार्जिन शामिल होता है, यह सुनिश्चित करता है कि वास्तविक दुनिया के तनाव चुने हुए सामग्री की ज्ञात ताकत से नीचे रहें।
तन्य तनाव सूत्र
तन्य तनाव एक सामग्री के भीतर आंतरिक बल को मापता है जब इसे फैलाया जाता है। इसकी गणना एक साधारण सूत्र के साथ की जाती है:
σ = एफ / ए
कहाँ:
σ = तन्यता तनाव (पास्कल्स, एमपीए, या पीएसआई में)
एफ = लागू बल (न्यूटन या पाउंड में)
ए = क्रॉस-सेक्शनल क्षेत्र (mm = या in in में)
यह समीकरण हमें बताता है कि एक पुलिंग बल कितना केंद्रित है। एक उच्च भार या एक छोटा क्रॉस-अनुभागीय क्षेत्र उच्च तनाव पैदा करता है। उदाहरण के लिए, एक पतली तार पर निलंबित एक ही वजन एक मोटी केबल की तुलना में बहुत अधिक तनाव उत्पन्न करता है। यही कारण है कि इंजीनियरों के आकार के केबल, छड़, या बीम का उपयोग किया जा रहा सामग्री की सुरक्षित सीमाओं के नीचे तनाव को अच्छी तरह से रखने के लिए।
लेकिन जब यह सूत्र हमें तनाव का संख्यात्मक मूल्य देता है, तो यह प्रकट नहीं करता है कि सामग्री स्वयं कैसे प्रतिक्रिया देगी। क्या यह अचानक स्नैप करेगा, स्थायी रूप से झुक जाएगा, या अपने मूल आकार में वापस वसंत करेगा? इसका जवाब देने के लिए, इंजीनियर तनाव -तनाव वक्र पर भरोसा करते हैं।
तनाव-तनाव वक्र को समझना
एक तनाव-तनाव वक्र बनाने के लिए, एक परीक्षण नमूना (अक्सर डॉगबोन के आकार का) एक तन्यता परीक्षण मशीन में रखा जाता है। मशीन प्रत्येक छोर को पकड़ती है और धीरे -धीरे उन्हें अलग करती है, नमूना को तब तक खींचती है जब तक कि यह टूट जाती है। इस प्रक्रिया के दौरान, लागू तनाव और परिणामस्वरूप तनाव (मूल लंबाई के सापेक्ष लंबाई में परिवर्तन) दोनों को लगातार मापा जाता है।
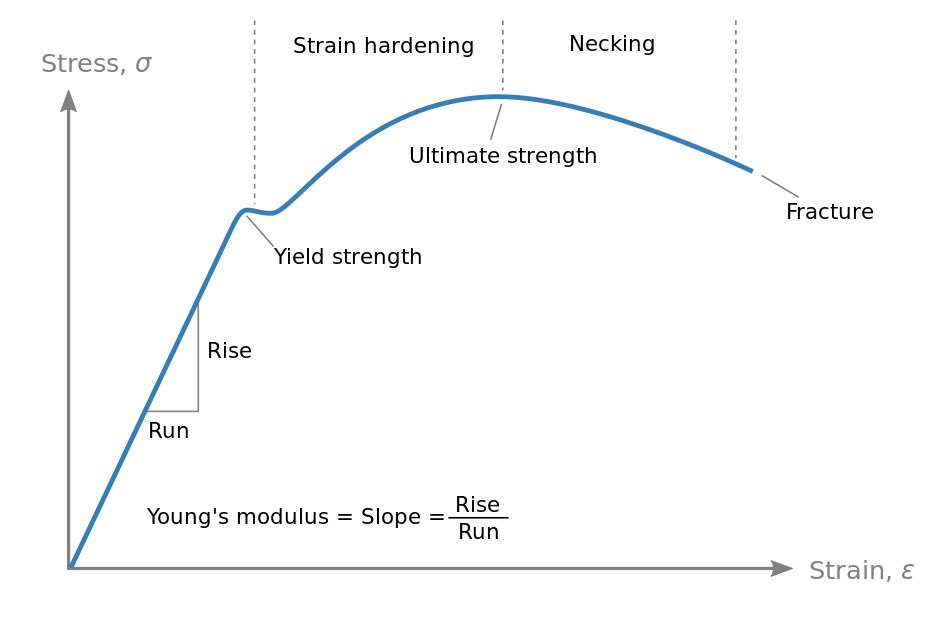
परिणाम एक्स-अक्ष पर तनाव और y- अक्ष पर तनाव के साथ प्लॉट किए जाते हैं। इस वक्र पर, कई प्रमुख बिंदुओं की पहचान की जा सकती है:
लोचदार क्षेत्र
सबसे पहले, तनाव और तनाव आनुपातिक हैं। यह लोचदार क्षेत्र है, जहां हुक का नियम लागू होता है (σ = e ε)। इस रैखिक खंड का ढलान हैलोचदार मापांक(यंग का मापांक), कठोरता का एक उपाय। इस क्षेत्र में, लोड हटाने के बाद सामग्री अपने मूल आकार में लौटती है।
उपज बिंदु
जैसे -जैसे लोड हो रहा है, वक्र सीधी रेखा से प्रस्थान करता है। यह उपज बिंदु है, जहां लोचदार व्यवहार समाप्त होता है और प्लास्टिक (स्थायी) विरूपण शुरू होता है। इस बिंदु से परे, सामग्री पूरी तरह से अपने मूल आकार को ठीक नहीं करती है, भले ही लोड हटा दिया गया हो।
अंतिम तन्यता ताकत (यूटीएस)
वक्र प्लास्टिक क्षेत्र में ऊपर की ओर जारी है, एक शिखर तक पहुंचता है। यह उच्चतम बिंदु अंतिम तन्यता ताकत (यूटीएस) है, जो अधिकतम तनाव का प्रतिनिधित्व करता है जो सामग्री नेक (स्थानीयकृत पतले) शुरू होने से पहले सामना कर सकती है।
फ्रैक्चर प्वाइंट
यूटीएस के बाद, वक्र नीचे की ओर की गर्दन के रूप में ढलान करता है और अब उतना लोड नहीं कर सकता है। आखिरकार, सामग्री फ्रैक्चर बिंदु पर टूट जाती है। नमनीय सामग्री के लिए, फ्रैक्चर पर तनाव आमतौर पर गर्दन के कारण यूटी की तुलना में कम होता है। भंगुर सामग्री के लिए, फ्रैक्चर अचानक लोचदार सीमा के पास हो सकता है, जिसमें बहुत कम या कोई प्लास्टिक विरूपण नहीं होता है।
तन्यता तनाव के वास्तविक दुनिया अनुप्रयोग
किसी भी स्थिति में जहां एक सामग्री को खींचा जाता है, लटका दिया जाता है, या फैलाया जाता है, तन्य तनाव यह निर्धारित करता है कि यह सुरक्षित रूप से लोड ले जा सकता है या यदि यह विफल हो जाएगा। यहाँ कुछ प्रमुख अनुप्रयोग और उदाहरण दिए गए हैं:
पुल और निर्माण
गोल्डन गेट ब्रिज जैसे एक निलंबन पुल के बारे में सोचें - टावरों के बीच लिपटे हुए बड़े पैमाने पर स्टील केबल लगातार तन्य तनाव के तहत हैं, जो सड़क और वाहनों के वजन का समर्थन करते हैं। इंजीनियर इन केबलों के लिए उच्च-तन्यता-शक्ति स्टील का चयन करते हैं ताकि वे भारी भार और बिना किसी विफल होने वाली हवा या भूकंप जैसे अतिरिक्त बलों को संभाल सकें। आधुनिक निर्माण भी तनाव का चतुर उपयोग करता है। पूर्व-तनाव वाले कंक्रीट में, उदाहरण के लिए, स्टील टेंडन एम्बेडेड और स्ट्रेच किए जाते हैं ताकि बीम सुरक्षित रूप से लोड को संभाल सके।
केबल, रस्सियाँ और चेन
कई रोजमर्रा की प्रणालियां भी सीधे तन्य तनाव पर भरोसा करती हैं। उदाहरण के लिए, एक लिफ्ट लें: इसके स्टील केबल लगातार तनाव में हैं, न केवल कार के वजन को ले जाते हैं, बल्कि अतिरिक्त बल भी जब यह तेज होता है या रुक जाता है। क्रेन एक ही सिद्धांत पर काम करते हैं, उच्च-तन्य केबलों का उपयोग करते हुए सुरक्षित रूप से भारी भार उठाने और स्थानांतरित करने के लिए। यहां तक कि एक गिटार के रूप में सरल के रूप में, तन्यता तनाव खेलने पर है - आप ट्यूनिंग खूंटी को मोड़ते हैं, स्ट्रिंग में अधिक तनाव, जो पिच को तब तक उठाता है, जब तक कि बहुत दूर धकेल दिया जाता है, स्ट्रिंग अंततः टूट जाएगा।
मशीन और बोल्ट
मैकेनिकल इंजीनियरिंग में, तन्यता तनाव उतना ही महत्वपूर्ण है। एक हवाई जहाज या कार इंजन में बोल्ट और शिकंजा थोड़ा खींचकर काम करते हैं - परिणामस्वरूप तन्यता तनाव क्लैम्पिंग बल बनाता है जो भागों को एक साथ रखता है। यदि एक बोल्ट को ओवरस्ट्रेस किया जाता है (कसने पर बहुत अधिक टोक़, या उपयोग में अत्यधिक भार), तो यह उपज और विफल हो सकता है, संभवतः मशीन को अलग करने का कारण बन सकता है। यही कारण है कि बोल्ट को ग्रेड द्वारा उनकी उपज और तन्यता ताकत का संकेत दिया जाता है, और क्यों महत्वपूर्ण बोल्ट को निर्दिष्ट तनावों के लिए कड़ा किया जाता है।
चिग्गो की विनिर्माण सेवाओं में तन्यता तनाव को एकीकृत करना
तन्यता तनाव के सिद्धांत को जानना एक बात है, लेकिन वास्तविक दुनिया के भार के तहत प्रदर्शन करने वाले भागों को डिजाइन करना एक और है। चिग्गो में, हम उस अंतर को पाटते हैं।
हमारी टीम आपको सीएनसी मशीनिंग, इंजेक्शन मोल्डिंग, शीट मेटल और 3 डी प्रिंटिंग में आपका समर्थन करती है, जिसमें हर चरण में एकीकृत ताकत के विचार हैं। चाहे आप एक प्रोटोटाइप विकसित कर रहे हों या उत्पादन के लिए स्केलिंग कर रहे हों, हम आपको सही सामग्री का चयन करने और प्रक्रिया करने में मदद करते हैं ताकि आपके भागों को प्रदर्शन आवश्यकताओं को पूरा करें और महंगी विफलताओं से बचें।
सामग्री चयन
विफलता के खिलाफ पहला सुरक्षा रक्षक सही सामग्री का चयन कर रहा है। CHIGGO में, प्रत्येक सूचीबद्ध मिश्र धातु और बहुलक सत्यापित यांत्रिक गुणों के साथ आता है, जिसमें तन्य और उपज ताकत, आपूर्तिकर्ता डेटा द्वारा समर्थित और, जब आवश्यक हो, परीक्षण प्रमाणपत्रों का परीक्षण किया जाता है।
इसका मतलब है कि इंजीनियर न केवल लागत या खत्म होने पर, बल्कि लोड के तहत सिद्ध ताकत पर विकल्पों की तुलना कर सकते हैं। उदाहरण के लिए, जब एल्यूमीनियम 6061-T6 और 7075-T6 के बीच निर्णय लेते हैं, तो तन्यता ताकत एक महत्वपूर्ण फिल्टर बन जाती है, विशेष रूप से कोष्ठक, आवास, या अन्य लोड-असर घटकों के लिए।
सीएनसी मशीनिंग
मेंसीएनसी मशीनिंग, सामग्री अपनी आइसोट्रोपिक ताकत को बरकरार रखती है, इसलिए प्रदर्शन आमतौर पर अनुमानित होता है। वास्तविक जोखिम डिजाइन विवरण से आते हैं। तेज कोने, पतली दीवारें, या अचानक ज्यामिति परिवर्तन सभी तनाव सांद्रता के रूप में कार्य कर सकते हैं।
हमारे इंजीनियर इन मुद्दों को जल्दी पहचानते हैं और व्यावहारिक समाधानों की सिफारिश करते हैं- फ़िललेट्स को जोड़ने, दीवार की मोटाई को समायोजित करने, या एक कठिन मिश्र धातु पर स्विच करने की सलाह देते हैं। ये शोधन यह सुनिश्चित करने में मदद करते हैं कि तैयार भाग अपनी पूर्ण तन्यता क्षमता रखता है।
3 डी मुद्रण
3 डी मुद्रित भाग अलग -अलग व्यवहार करते हैं क्योंकि उनकी ताकत प्रिंट ओरिएंटेशन पर निर्भर करती है। उदाहरण के लिए, एफडीएम में, जेड-अक्ष के साथ संबंध कमजोर है। इसका मतलब है कि एक हिस्सा अधिक आसानी से विफल हो सकता है यदि लोड लंबवत रूप से लागू होता है।
सामग्री की पसंद और प्रक्रिया सेटिंग्स भी एक बड़ी भूमिका निभाती हैं। PLA और ABS जैसे मानक प्लास्टिक प्रोटोटाइप के लिए ठीक हैं, जबकि इंजीनियरिंग-ग्रेड नाइलोन या कार्बन-फाइबर-प्रबलित पॉलिमर कार्यात्मक भागों के लिए बहुत अधिक प्रतिरोध प्रदान करते हैं। इन्फिल, लेयर मोटाई, और बिल्ड दिशा आगे प्रभावित करती है कि भाग लोड के तहत कैसे प्रदर्शन करता है।
धातुओं के लिए, एडिटिव मैन्युफैक्चरिंग के दौरान तेजी से हीटिंग और कूलिंग अवशिष्ट तनाव पैदा करते हैं जो भाग को ताना या क्रैक कर सकते हैं। हमारे इंजीनियरों ने कमजोर झुकाव और तनाव-संवेदनशील सुविधाओं को जल्दी से ध्वजांकित किया। हम भाग को फिर से बनाने, इन्फिल को बढ़ाने या मजबूत सामग्री का चयन करने की सलाह दे सकते हैं। जहां आवश्यक हो, पोस्ट-बिल्ड उपचार जैसे कि एनीलिंग तनाव को दूर करने और स्थिरता में सुधार करने में मदद करते हैं।
अंतः क्षेपण ढलाई
इंजेक्शन मोल्डिंग में, तन्यता ताकत न केवल बहुलक पर ही निर्भर करती है, बल्कि यह भी कि यह कैसे बहती है और मोल्ड में ठंडा होती है। भरने के दौरान, आणविक श्रृंखलाएं अक्सर प्रवाह पथ के साथ संरेखित करती हैं, जिससे भाग को एक दिशा में मजबूत बनाया जाता है लेकिन दूसरे में कमजोर होता है। असमान शीतलन आंतरिक तनावों को फंसा सकता है, जिससे लोड के नीचे युद्ध, सिंक मार्क्स, या दरारें हो सकती हैं।
डिजाइन विवरण यहाँ भी मायने रखता है। पतली दीवारें, खराब गेट प्लेसमेंट, या वेल्ड लाइनें सभी तनाव बिंदुओं में बदल सकती हैं। प्रवाह पथ, दीवार की मोटाई और डिजाइन में जल्दी ठंडा संतुलन की समीक्षा करके, हमारी टीम इन जोखिमों को कम करने में मदद करती है और ढाले हुए भागों को मजबूत और स्थिर रखती है।
ढलाई
कास्टिंग में, तन्य मुद्दे अक्सर शीतलन और जमने के दौरान उत्पन्न होते हैं। जैसे -जैसे खंड अलग -अलग दरों पर ठंडा होते हैं, आंतरिक तनाव बन सकते हैं, जिससे गर्म आँसू, संकोचन दरारें या विरूपण हो सकते हैं।
मोल्ड डिजाइन एक प्रमुख भूमिका निभाता है। मोटी-से-पतले संक्रमण, तेज कोनों, या खराब तरीके से रखे गए राइजर सभी तनाव को केंद्रित कर सकते हैं और प्रदर्शन को कमजोर कर सकते हैं। स्थिर ठोसकरण व्यवहार के साथ मिश्र धातु का चयन करना और शीतलन दरों को नियंत्रित करना इन जोखिमों को कम करने में मदद करता है।
चिग्गो में, हमारे इंजीनियर टूलिंग से पहले डिजाइनों की समीक्षा करते हैं, उच्च जोखिम वाले फीचर्स को जल्दी शुरू करते हैं। हम चिकनी संक्रमण, समायोजित दीवार की मोटाई, या गेटिंग और रिसर सिस्टम में परिवर्तन को संतुलित करने के लिए अनुशंसा कर सकते हैं। जहां जरूरत हो, हम अंतर्निहित तनावों को दूर करने के लिए एनीलिंग जैसे पोस्ट-कास्टिंग उपचारों का भी सुझाव देते हैं।