धातु के घटक ऑक्सीजन, नमी, उच्च तापमान और यांत्रिक पहनने के संपर्क में आने के कारण समय के साथ उम्र और धूमिल हो जाते हैं। पॉलिशिंग एक दर्पण-चिकनी सतह बनाता है जो जंग दीक्षा स्थलों को कम करता है और सतह संदूषण को रोकता है। परिणामी खत्म सजावटी अपील को बढ़ाता है और ऑप्टिकल रिफ्लेक्टर जैसे कार्यात्मक उपयोगों के लिए उच्च परावर्तकता प्रदान करता है। इसके अलावा, सतह की अनियमितताओं को हटाकर, पॉलिशिंग माइक्रो-नॉट्स को समाप्त कर देती है जो तनाव सांद्रता के रूप में कार्य करते हैं, जिससे थकान जीवन में सुधार होता है।
इस लेख में, हम चमकाने के प्रमुख चरणों और तरीकों को कवर करते हैं, इसके लाभों और सामान्य अनुप्रयोगों का पता लगाते हैं, और आपके भागों के प्रदर्शन और उपस्थिति दोनों को बनाए रखने में मदद करने के लिए व्यावहारिक सुझाव साझा करते हैं।
एक पॉलिशिंग फिनिश क्या है और यह कैसे काम करता है?
पॉलिशिंग धीरे -धीरे खामियों और खरोंच को हटाने के लिए अपघर्षक का उपयोग करता हैमशीनीकृत भाग, एक चिकनी, चिंतनशील सतह को प्राप्त करने का लक्ष्य। सामग्री और वांछित परिणाम के आधार पर विभिन्न तकनीकों को लागू किया जा सकता है। उदाहरण के लिए, यांत्रिक पॉलिशिंग का उपयोग आमतौर पर धातुओं के लिए किया जाता है, जबकि रासायनिक तरीके कुछ प्रकार के पत्थर, कांच या प्लास्टिक के लिए अधिक अनुकूल होते हैं।
सामग्री या खत्म गुणवत्ता के बावजूद, पॉलिशिंग प्रक्रिया आम तौर पर एक मोटे सतह को दर्पण की तरह खत्म करने के लिए कई प्रमुख चरणों का पालन करती है।
चरण #1: रफिंग
मशीनिंग, वेल्डिंग और कास्टिंग से प्रमुख सतह अनियमितताओं और गहरी खरोंच को हटाने के लिए मोटे पीस के साथ शुरू करें। उच्च स्थानों को जल्दी से नीचे गिराने के लिए 40-60 ग्रिट डिस्क या बेल्ट के साथ फिट किए गए कोण ग्राइंडर या बेल्ट सैंडर का उपयोग करें। फिर सतह को समतल करने के लिए 120-240 ग्रिट सैंडपेपर के साथ लोड किए गए एक यादृच्छिक कक्षीय सैंडर पर स्विच करें और किसी भी शेष पीस चिह्न को मिटा दें।
चरण #2: पॉलिशिंग
रफिंग के बाद, बेंच पोलिशर या हैंडहेल्ड रोटरी टूल पर लगाए गए ऊन बफ़िंग बोनट या कॉटन बफिंग व्हील का उपयोग करके भाग में एक कटिंग कंपाउंड लागू करें। एक बार जब मोटे यौगिक ने शेष खरोंच को हटा दिया है, तो माइक्रो-ग्रूव्स को मिटाने और दर्पण की तरह चमक का निर्माण करने के लिए उत्तरोत्तर महीन पॉलिशिंग यौगिकों के साथ लोड किए गए फोम पॉलिशिंग पैड या महीन कपड़े पहियों पर स्विच करें। किसी भी यौगिक अवशेषों को हटाने के लिए एक साफ माइक्रोफाइबर कपड़े के साथ सतह को पोंछकर समाप्त करें और एक समान, उच्च-परावर्तनशीलता को सत्यापित करें।
चरण #3: बफिंग या ब्राइटनिंग
चमकाने के बाद, भागों में थोड़ी धुंध या माइक्रो-स्क्रैच हो सकते हैं। एक समान, दर्पण की तरह खत्म करने के लिए, अपने पोलिशर पर माउंट सॉफ्ट क्लॉथ व्हील्स या फलालैन बफिंग मोप्स को माउंट करें और प्रकाश के साथ एक बढ़िया ब्राइटनिंग कंपाउंड लागू करें, यहां तक कि जब तक धुंध गायब न हो जाए। यह अंतिम बफ़िंग कदम सतह की चमक को और बढ़ाता है, जो एक सुसंगत, उच्च-प्रतिबिंबितता खत्म करता है।
चरण #4: सुरक्षा
पॉलिश खत्म को संरक्षित करने के लिए, सतह को सील करने के लिए सुरक्षात्मक मोम, तेल, या स्पष्ट लाह का एक पतला कोट लागू करें। यह परत चमक को बनाए रखने, नमी और दूषित पदार्थों को रोकने और घटक के सेवा जीवन का विस्तार करने में मदद करती है। चाहे आप इस चरण को शामिल करें - और आप किस कोटिंग को चुनते हैं - भाग की सामग्री, ऑपरेटिंग वातावरण और स्थायित्व आवश्यकताओं पर निर्भर करते हैं।
विभिन्न प्रकार के पॉलिशिंग तरीके और उनके पेशेवरों और विपक्ष
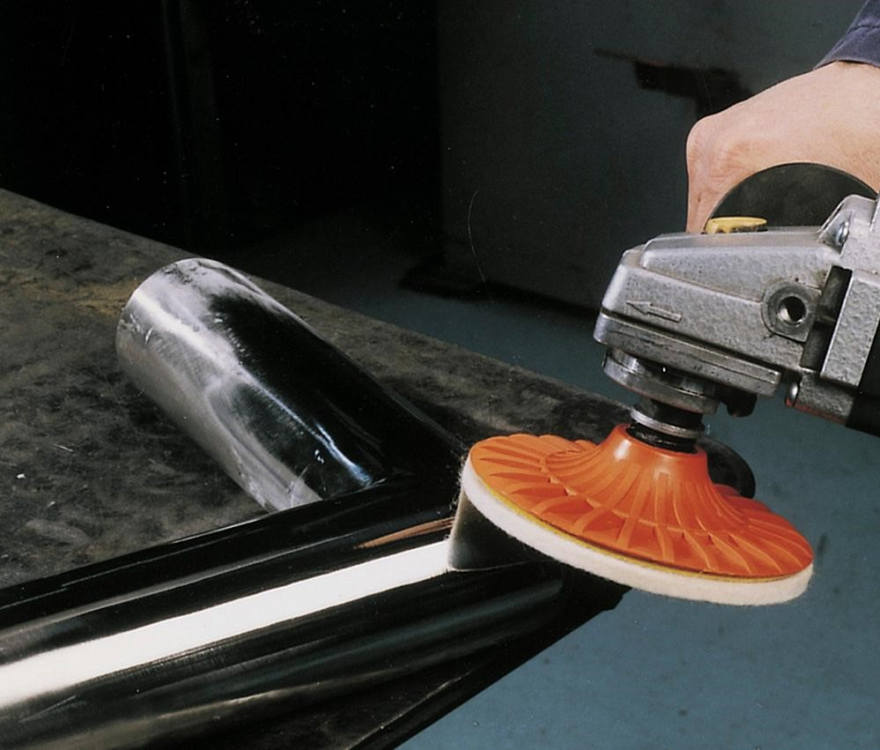
यांत्रिक पॉलिश
यह धातु में सबसे आम परिष्करण तकनीक है और आमतौर पर रासायनिक या इलेक्ट्रोलाइटिक पॉलिशिंग से पहले होता है। यह सामग्री को हटाने और खरोंच, उपकरण के निशान और अन्य सतह दोषों को चिकना करने के लिए एक अपघर्षक उपकरण और वर्कपीस के बीच सीधे संपर्क पर निर्भर करता है। आप इसे हाथ से या संचालित उपकरणों जैसे कि बेंच पोलिशर्स, एंगल ग्राइंडर और ऑर्बिटल सैंडर्स जैसे अपघर्षक बेल्ट, डिस्क, पहियों या पैड के साथ कर सकते हैं।
पेशेवरों
सतह बनावट और चमक पर अच्छा नियंत्रण
भारी दोषों और बूरों को प्रभावी हटाना
कम उपकरण लागत और व्यापक रूप से उपलब्ध उपकरण
धातुओं पर एक सच्चा दर्पण खत्म करने में सक्षम
तनाव सांद्रता को कम करने में मदद करता है
दोष
श्रम-गहन और समय लेने वाला हो सकता है
गर्मी उत्पन्न करता है जो भाग को विकृत या डिस्क्लोर कर सकता है
असमान क्षेत्रों या ज़ुल्फ़ के निशान से बचने के लिए ऑपरेटर कौशल की आवश्यकता है
जटिल ज्यामितीय और नरम सामग्री के लिए चुनौती
रासायनिक पॉलिश
रासायनिक चमकाने में, वर्कपीस एक नियंत्रित स्नान में डूब जाता है, जिसका समाधान चुनिंदा रूप से सूक्ष्म उच्च स्थानों को घुल जाता है, एक समान, उज्ज्वल खत्म करने के लिए सतह खुरदरापन को चिकना कर देता है। स्नान के तापमान, एकाग्रता और विसर्जन के समय को ट्यून करके, यह प्रक्रिया किसी भी यांत्रिक घर्षण के बिना तंग या जटिल ज्यामिति का इलाज कर सकती है।
पेशेवरों
यांत्रिक संपर्क के बिना एक समान खत्म करता है
आंतरिक चैनलों और जटिल आकृतियों तक पहुंचता है जो उपकरण तक नहीं पहुंच सकते हैं
एक बार में कई भागों के बैच प्रसंस्करण की अनुमति देता है
वर्कपीस या टूलिंग पर कोई यांत्रिक तनाव नहीं डालता है
एक साफ, पास की गई सतह को छोड़कर जंग प्रतिरोध में सुधार करता है
दोष
खतरनाक रसायनों के हैंडलिंग और निपटान शामिल है
यांत्रिक तरीकों की तुलना में ठीक बनावट पर कम नियंत्रण प्रदान करता है
स्नान मापदंडों (तापमान, समय, एकाग्रता) को कसकर काम करने से बचने के लिए कसकर प्रबंधित किया जाना चाहिए
प्रतिक्रिया को रोकने के लिए पूरी तरह से rinsing और तटस्थता की आवश्यकता होती है और पोस्ट-ETCH जंग को रोकने के लिए
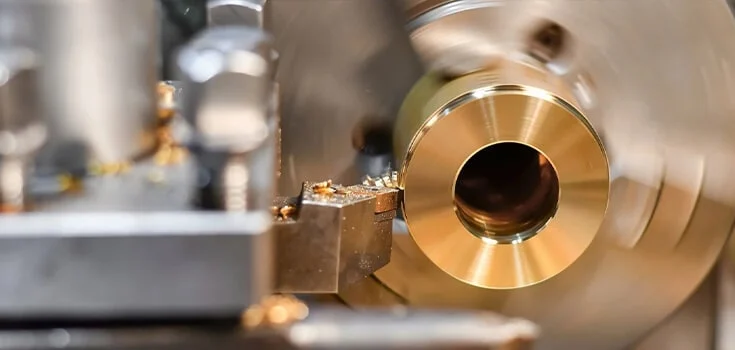
इलेक्ट्रोलाइटिक पॉलिशिंग
इसे अक्सर रिवर्स माना जाता हैELECTROPLATING। धातु जमा करने के बजाय, वर्कपीस एक एसिड इलेक्ट्रोलाइट में सकारात्मक इलेक्ट्रोड (एनोड) के रूप में कार्य करता है, जिसमें एक कैथोड के साथ रखा गया है। जब डीसी करंट बहता है, तो धातु के आयन एनोड पर सूक्ष्म उच्च स्थानों से अधिमानतः भंग हो जाते हैं, सतह को एक उज्ज्वल, दर्पण जैसे खत्म में चौरसाई करते हैं।
पेशेवरों
बेहद कम आरए (सतह खुरदरापन) और एक दर्पण जैसा चमक यांत्रिक चमकाने के लिए बेहतर है
एम्बेडेड अशुद्धियों को हटाकर संक्षारण प्रतिरोध में सुधार करता है
भाग या टूलींग पर कोई यांत्रिक तनाव नहीं डालता है
आंतरिक छेद, चैनल और अन्य छिपी हुई विशेषताओं तक पहुंच और पोलिश कर सकते हैं
दोष
विशेष उपकरण (डीसी बिजली की आपूर्ति, एसिड-प्रतिरोधी टैंक, निस्पंदन) और खतरनाक रसायनों की सावधानीपूर्वक हैंडलिंग की आवश्यकता है
केवल विद्युत प्रवाहकीय धातुओं पर काम करता है
कॉम्प्लेक्स फिक्स्टिंग (कस्टम कैथोड्स या जिग्स) अक्सर गहरे छेद या अनियमित ज्यामिति के लिए आवश्यक होते हैं
पूरी तरह से पूर्व और बाद के उपचार की मांग करता है (गिरावट, rinsing, तटस्थ)
वाष्प पॉलिशिंग
वाष्प पॉलिशिंग का उपयोग मुख्य रूप से पारदर्शी या पारभासी प्लास्टिक, विशेष रूप से 3 डी-प्रिंटेड एबीएस, पीएमएमए या पीसी पर किया जाता है, ताकि ऑप्टिकल स्पष्टता और सतह की चिकनाई में सुधार किया जा सके। भाग को एक सीलबंद कक्ष में रखा जाता है जहां विलायक वाष्प (उदाहरण के लिए, एसीटोन या डाइक्लोरोमेथेन) धीरे से सतह की परत की चोटियों को पिघलाता है, बिना किसी यांत्रिक घर्षण के बिना परत लाइनों को मिटा देता है।
पेशेवरों
पारदर्शी सामग्रियों पर विशेष रूप से प्रभावी
मैनुअल सैंडिंग की तुलना में तेजी से चक्र का समय
गैर-संपर्क प्रक्रिया, नाजुक या जटिल ज्यामिति के लिए उपयुक्त है
चिकनी और सील माइक्रो-पोर्स, रासायनिक प्रतिरोध में सुधार और सफाई में आसानी
दोष
ओवरएक्सपोजर और विरूपण से बचने के लिए सटीक नियंत्रण की आवश्यकता है
खतरनाक विलायक वाष्प शामिल है, उचित वेंटिलेशन और पीपीई की आवश्यकता है
विलायक-संगत प्लास्टिक तक सीमित; सभी पॉलिमर के लिए लागू नहीं है
पॉलिशिंग सतह खत्म के अनुप्रयोग
एक उच्च पॉलिश सतह चिकनी होती है, जो घर्षण को कम करती है और चलती भागों के बीच पहनती है। यह चिकनाई भी सतहों को बैक्टीरिया को परेशान करने और संदूषण जोखिमों को कम करने में आसान बनाने की संभावना कम बनाती है।
इसके अलावा, पॉलिश धातुओं की चमक प्रकाश परावर्तन को बढ़ाती है, अक्सर लक्जरी और गुणवत्ता से जुड़ी होती है, और यह गर्मी को प्रतिबिंबित करने में मदद करता है, थर्मल प्रबंधन को सहायता करता है। ये लाभ उद्योगों में अनुप्रयोगों की एक विस्तृत श्रृंखला को सक्षम करते हैं, जिनमें शामिल हैं:
यांत्रिक घटक और मोटर वाहन भागों, जैसे कि गियर, बीयरिंग, बम्पर, रिम्स और ट्रिम।
सर्जिकल उपकरणों और प्रत्यारोपण सहित चिकित्सा उपकरण।
जेट इंजन में पॉलिश टरबाइन ब्लेड की तरह एयरोस्पेस घटक।
द्रव-प्रवाह प्रणाली, विशेष रूप से पाइपलाइनों और द्रव-हैंडलिंग एयरोस्पेस भागों की आंतरिक सतह।
टेलिस्कोप मिरर और ऑटोमोटिव हेडलाइट्स सहित लाइटिंग सिस्टम और ऑप्टिकल डिवाइस।
उपभोक्ता सामान, भोजन-संपर्क सतहों से लेकर गहने और घड़ियों तक।
पॉलिशिंग फिनिश के लिए ग्रेड विकल्प खत्म करें
विभिन्न उद्योग और क्षेत्र पॉलिश सतह ग्रेड को वर्गीकृत करने के लिए विभिन्न प्रणालियों का उपयोग करते हैं। एक फिनिश को निर्दिष्ट करने के दो सामान्य तरीके अपघर्षक ग्रिट आकार (जो सतह खुरदरापन से संबंधित हैं) और दृश्य चमक द्वारा हैं। विशिष्ट वर्गीकरण नीचे दिखाए गए हैं।
फिनिश ग्रेड
धैर्य का आकार(ANSI)
विवरण
खुरदुरा
40-60
बड़े खरोंच और वेल्ड निशान को हटाने के लिए भारी पॉलिशिंग
मध्यम
80-120
मध्यम चिकनाई के लिए मानक पॉलिशिंग
अच्छा
180-240
एक चिकनी सतह को प्राप्त करने के लिए ठीक चमकाने
बहुत ठीक
320-1200
बहुत चिकनी या निकट-मिरर फिनिश के लिए अल्ट्रा-फाइन पॉलिशिंग
ग्रिट आकार द्वारा सतह खुरदरापन
श्रेणी
चमक विवरण
विशिष्ट अनुप्रयोग
मैट
दबा हुआ शीन जो प्रकाश को फैलाता है
हार्डवेयर, आर्ट इंस्टॉलेशन जहां चकाचौंध को कम से कम किया जाना चाहिए
साटन
कम-चमक, मौन उपस्थिति
आंतरिक डिजाइन तत्व, उपकरण पैनल
चमकदार
चिंतनशील शीन
मोटर वाहन डिटेलिंग, गहने, उपभोक्ता-सामना ट्रिम
दर्पण-उज्ज्वल
अत्यधिक उच्च, निर्दोष चिंतनशीलता
ऑप्टिकल डिवाइस, दर्पण, उच्च-अंत सजावटी टुकड़े
दृश्य चमक ग्रेड
पॉलिश करने में इष्टतम परिणामों के लिए टिप्स
लगातार चिकनी, दर्पण-गुणवत्ता खत्म के लिए, इन सर्वोत्तम प्रथाओं पर विचार करें:
सही पॉलिशिंग तकनीक का चयन करें
सबसे अच्छी विधि आपकी सामग्री, भाग ज्यामिति, वांछित खत्म और बैच आकार पर निर्भर करती है। अधिकांश धातुओं के लिए, मैकेनिकल पॉलिशिंग टूल मार्क्स को हटाने के लिए प्रत्यक्ष नियंत्रण प्रदान करता है, जबकि रासायनिक पॉलिशिंग या इलेक्ट्रोपोलिशिंग संपर्क के बिना एक उज्ज्वल, संक्षारण प्रतिरोधी शीन प्रदान करता है और यहां तक कि छिपे हुए चैनलों तक पहुंचता है। वाष्प पॉलिशिंग स्पष्ट प्लास्टिक पर परत लाइनों को मिटा देता है। वाइब्रेटरी फिनिशिंग बड़े बैचों को कुशलता से संभालती है, और हाथ के उपकरण या विलायक वाष्प एक-बंद प्रोटोटाइप के लिए सबसे अच्छा काम करते हैं।
सही अपघर्षक और उपकरण का उपयोग करें
प्रत्येक पॉलिशिंग चरण से मेल खाने के लिए अपघर्षक का चयन करें: भारी दोष हटाने के लिए 40-80 ग्रिट बेल्ट या डिस्क, सतह के चौरसाई के लिए 120-240 ग्रिट पैड, और अंतिम ग्लॉस के लिए नरम कपास या फोम पहियों पर 400-800 ग्रिट। इसके अतिरिक्त, भाग के आकार के अनुरूप पैड कठोरता चुनें - फ्लैट क्षेत्रों के लिए रिगिड पैड और नरम, घटता और आकृति के लिए लचीले पैड। अंत में, प्रत्येक ग्रिट के लिए उपकरण की गति और दबाव को समायोजित करें: कम आरपीएम और लाइटर दबाव ओवरहीटिंग को रोकते हैं और अपघर्षक जीवन का विस्तार करते हैं।
कदमों के बीच साफ -सुथरा
प्रत्येक पॉलिशिंग चरण के बाद, ग्रिट्स को स्विच करने से पहले सभी अवशेषों को हटा दें। एक लिंट-मुक्त कपड़े और थोड़ा सा विलायक (जैसे, आइसोप्रोपाइल अल्कोहल) के साथ भाग को पोंछें, फिर संपीड़ित हवा के साथ खांचे को साफ करें। जटिल आकृतियों के लिए, गर्म पानी और हल्के डिटर्जेंट के साथ कुल्ला, फिर पूरी तरह से सूखा। यह मोटे कणों को नए खरोंच पैदा करने से रोकता है और प्रत्येक ग्रिट एक सुसंगत, चिकनी खत्म के लिए प्रभावी ढंग से काम करता है।
नियमित रूप से निरीक्षण करें और मापें
प्रमुख चरणों में नियमित जांच आपके भागों को कल्पना से बाहर रखती है। प्रत्येक ग्रिट चरण के बाद, अच्छी रोशनी के तहत सतह का निरीक्षण करें या खरोंच हटाने और यहां तक कि चमक की पुष्टि करने के लिए एक लूप के साथ। आरए को सत्यापित करने के लिए एक पोर्टेबल प्रोफिलोमीटर या स्टाइलस परीक्षक का उपयोग करके खुरदरापन को मापें, और महत्वपूर्ण आयामों की जांच करने के लिए कैलीपर या माइक्रोमीटर का उपयोग करें। किसी भी ऑफ-टारगेट फिनिश या आयामी विचलन को जल्दी से पकड़ना आपको दबाव, गति, या अपघर्षक ग्रिट को तुरंत समायोजित करने देता है, यह सुनिश्चित करता है कि पॉलिशिंग प्रक्रिया ट्रैक पर रहे।
अपनी प्रक्रिया का दस्तावेजीकरण करें
जब आप अपनी पॉलिशिंग प्रक्रिया का दस्तावेजीकरण करते हैं, तो इसे एक नुस्खा की तरह व्यवहार करें जिसे आप हर बार कील करना चाहते हैं। पार्ट आईडी, दिनांक और ऑपरेटर रिकॉर्ड करें, फिर आपके द्वारा उपयोग किए जाने वाले सटीक उपकरण और अपघर्षक पर ध्यान दें - प्रत्येक चरण में मैचीन प्रकार, पैड या पहिया सामग्री और ग्रिट आकार। अपने दबाव सेटिंग्स, स्पिंडल की गति या हैंड-टूल आरपीएम, और आपने प्रत्येक ग्रिट पर कितना समय बिताया। पॉलिश करने के बाद, लॉग को मापा गया सतह-भड़काऊ मान, आपके द्वारा देखे गए किसी भी दोष, और आपने क्या समायोजन किया। इन विवरणों को एक साझा प्रारूप में रखते हुए, चाहे वह एक साधारण स्प्रेडशीट हो या डिजिटल फॉर्म, आपको विजेता सेटअप, स्पॉट पैटर्न को पुन: पेश करने की अनुमति देता है जब चीजें गलत हो जाती हैं, और नई टीम के सदस्यों को तेजी से प्रशिक्षित करती हैं।
निष्कर्ष
जब पॉलिशिंग सतह खत्म आपके उत्पादों की सौंदर्य अपील को बढ़ाती है, तो यह उनकी कार्यक्षमता में भी सुधार करता है। चिग्गो में, हम इसे समझते हैं, और हम आपके प्रोटोटाइप विज़न को वास्तविकता में बदलने के लिए तैयार हैं। हम उच्च गुणवत्ता की पेशकश करते हैंसीएनसी मशीनिंगऔर 3 डी प्रिंटिंग सेवाएं, शीर्ष स्तरीय खत्म के साथ, पॉलिश सतह खत्म भी शामिल हैं। हम उन परिणामों की गारंटी देते हैं जो आप प्रतिस्पर्धी मूल्य पर अपेक्षा करते हैं।एक त्वरित उद्धरण के लिए आज हमसे संपर्क करेंतू
पॉलिशिंग सरफेस फिनिश FAQs
पॉलिशिंग यौगिक क्या हैं?
पॉलिशिंग यौगिक ऐसे पदार्थ होते हैं जिनमें एक माध्यम में मिश्रित होते हैं, जो पेस्ट, बार, तरल या पाउडर के रूप में हो सकते हैं। वे आम तौर पर पॉलिशिंग टूल के साथ संयोजन में उपयोग किए जाते हैं - जैसे कि पहियों, पैड, या कपड़े - वस्तुओं की सतह खत्म को चिकना और सुधारने के लिए।
बफिंग और पॉलिशिंग में क्या अंतर है?
पॉलिशिंग एक प्रक्रिया है जिसका उपयोग सतह की खामियों को चिकना करने और सतह को तैयार करने के लिए किया जाता है, आमतौर पर मोटे अपघर्षक का उपयोग करते हुए। यह एक समान खत्म बनाता है, लेकिन जरूरी नहीं कि चमक जोड़ें। दूसरी ओर, बफ़िंग, पॉलिशिंग के बाद किया जाता है और उच्च-ग्लॉस या मिरर-जैसे फिनिश को प्राप्त करने के लिए नरम पहियों के साथ महीन अपघर्षक का उपयोग करता है।
पॉलिशिंग सतह को समतल करने पर ध्यान केंद्रित करता है, बफ़िंग का उद्देश्य चमक को बढ़ाना है।
ब्रश और पॉलिशिंग में क्या अंतर है?
ब्रश और पॉलिशिंग विभिन्न उद्देश्यों की सेवा करते हैं और अलग -अलग फिनिश का उत्पादन करते हैं। ब्रशिंग एक बनावट, मैट फिनिश बनाता है जो स्थायित्व को बढ़ाता है और खामियों और उंगलियों के निशान को छिपाने में मदद करता है। इसके विपरीत, पॉलिशिंग एक अत्यधिक चिंतनशील, चिकनी सतह का उत्पादन करती है, जो सतह की गुणवत्ता और उपस्थिति दोनों में सुधार करती है।
पॉलिशिंग और फिनिशिंग में क्या अंतर है?
पॉलिशिंग और फिनिशिंग संबंधित हैं लेकिन समान शब्द नहीं हैं। फिनिशिंग एक व्यापक शब्द है जो मशीनिंग या निर्माण के बाद एक भाग की सतह को बेहतर बनाने के लिए उपयोग की जाने वाली सभी प्रक्रियाओं को कवर करता है, जिसमें सफाई, डिब्रेनिंग, कोटिंग, पेंटिंग, एनोडाइजिंग, और बहुत कुछ शामिल है। पॉलिशिंग केवल एक प्रकार की परिष्करण प्रक्रिया है, विशेष रूप से खुरदरापन को कम करने और एक समान, अक्सर चमकदार, उपस्थिति बनाने के लिए अपघर्षक का उपयोग करके एक सतह को चौरसाई और चमकने के उद्देश्य से। संक्षेप में, सभी पॉलिशिंग खत्म हो रही है, लेकिन सभी परिष्करण चमकाने नहीं है।