मशीनिंग की विनिर्माण प्रक्रिया द्वारा सामग्रियों को वांछित उत्पादों का आकार दिया जा सकता है। हालाँकि, मशीनिंग सामग्री हमेशा एक आसान काम नहीं होती है, क्योंकि सामग्री के गुण और विशिष्ट मशीनिंग स्थितियाँ पूरी प्रक्रिया की सहजता और दक्षता निर्धारित करने में महत्वपूर्ण भूमिका निभाती हैं। ऐसे सभी विचार एक प्रमुख शब्द "मशीनेबिलिटी" से संबंधित हैं।
मशीनीकरण एक आवश्यक गुण है जो मशीनिंग प्रक्रिया के दौरान वर्कपीस से सामग्री को हटाने में आसानी को दर्शाता है। विनिर्माण क्षेत्र में अच्छी मशीनेबिलिटी वाली सामग्रियों की अत्यधिक मांग होती है क्योंकि वे तेजी से और अधिक कुशल मशीनिंग को सक्षम बनाती हैं, जिसके परिणामस्वरूप अंततः लागत में कमी आती है और उत्पाद की गुणवत्ता में वृद्धि होती है।
इस लेख में, हम मशीनेबिलिटी की अवधारणा का वर्णन करेंगे और इसे प्रभावित करने वाले कारकों की खोज करेंगे। इसके अलावा, हम विभिन्न तरीकों पर चर्चा करेंगे जिन्हें मशीनेबिलिटी में सुधार के लिए अपनाया जा सकता है और इसे कैसे मापा जाए।
मशीनेबिलिटी क्या है?
मशीनेबिलिटी से तात्पर्य किसी सामग्री की मशीनिंग में आसानी से है, विशेष रूप से विभिन्न मशीनिंग प्रक्रियाओं द्वारा इसे काटने, आकार देने या संशोधित करने की क्षमता से। दूसरे शब्दों में, यह मापता है कि किसी सामग्री को वांछित रूप में कितनी आसानी से मशीनीकृत किया जा सकता है।
किसी सामग्री की मशीनीकरण क्षमता उससे उत्पाद बनाने में लगने वाले समय और लागत के मूल्यांकन का एक महत्वपूर्ण संकेतक है। उत्पादन दक्षता, उपकरण जीवन और अंतिम उत्पाद की गुणवत्ता सुनिश्चित करने के लिए, यह समझना बहुत आवश्यक है कि मशीनीकरण क्या निर्धारित करता है और इसे सुधारने के लिए क्या उपाय किए जा सकते हैं।
मशीनीकरण को प्रभावित करने वाले कारक क्या हैं?
किसी सामग्री की मशीनीकरण क्षमता उसके भौतिक गुणों (यह किस चीज से बनी है) और उसकी स्थिति (इसे कैसे संसाधित किया गया है) दोनों पर निर्भर करती है। भौतिक गुण निश्चित हैं, लेकिन स्थिति बहुत भिन्न हो सकती है।
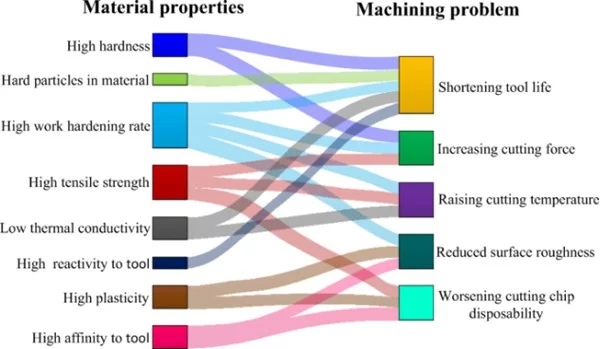
भौतिक गुण
कार्य सख्त करना: यह उस घटना को संदर्भित करता है कि एक धातु प्लास्टिक रूप से विकृत होने के कारण सख्त और मजबूत हो जाती है। यह सख्त होने से वर्कपीस को काटना कठिन हो सकता है, जिससे उपकरण घिसाव बढ़ सकता है और सटीकता बनाए रखने में कठिनाई हो सकती है।
थर्मल विस्तार: थर्मल विस्तार गुणांक ठोस पदार्थों के थर्मल विस्तार की डिग्री को मापता है। गुणांक जितना अधिक होगा, सामग्री गर्म होने पर अधिक विस्तार की संभावना होती है, जो मशीनिंग की सटीकता को प्रभावित कर सकती है।
थर्मल चालकता: यह किसी सामग्री की सीधे गर्मी का संचालन करने की क्षमता है। उच्च तापीय चालकता वाली सामग्री गर्मी को अधिक तेज़ी से नष्ट करती है, जिससे काटने के उपकरण पर थर्मल भार कम हो जाता है और उपकरण के जीवन में सुधार होता है।
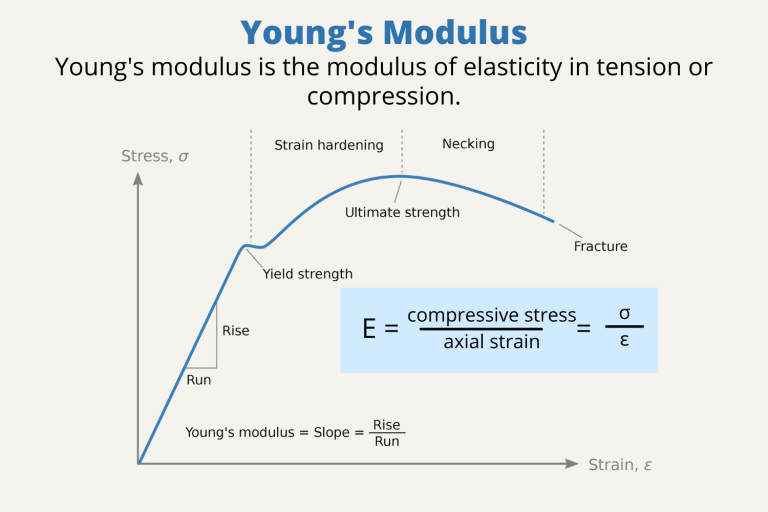
लोच का मापांक: यह लोचदार विरूपण के प्रति सामग्री के प्रतिरोध को मापता है। लोच के उच्च मापांक वाली सामग्रियां सख्त होती हैं और काटने की ताकतों के तहत झुकने की संभावना कम होती है, जो मशीनिंग के दौरान आयामी सटीकता में सुधार कर सकती है। हालाँकि, अत्यधिक कठोर सामग्री भी अधिक भंगुर हो सकती है और टूटने का खतरा हो सकता है।
स्थिति कारक
सूक्ष्मसंरचना: यह किसी सामग्री के भीतर अनाज और चरणों के वितरण और व्यवस्था को संदर्भित करता है। एकसमान, महीन दाने वाली संरचनाएं आम तौर पर सामग्री की मशीनीकरण क्षमता को बढ़ाती हैं, जबकि मोटे या असमान दाने वाली संरचनाएं अस्थिर मशीनिंग और बढ़ते उपकरण घिसाव का कारण बन सकती हैं।
अनाज का आकार: छोटे दाने के आकार के परिणामस्वरूप अक्सर बेहतर मशीनीकरण होता है क्योंकि वे दरार बनने और छिलने की संभावना को कम करते हैं।
हीट ट्रीटमेंट: यह सामग्रियों के यांत्रिक गुणों को बदलकर उनकी मशीनीकरण क्षमता को महत्वपूर्ण रूप से प्रभावित कर सकता है। हम इस पर बाद में पाठ में विस्तार से चर्चा करेंगे।
कठोरता: कठोर सामग्रियों को आम तौर पर मशीन में चलाना अधिक कठिन होता है क्योंकि वे काटने का विरोध करते हैं, जिससे उपकरण अधिक घिसते हैं।
तन्य शक्ति: यह किसी सामग्री पर अधिकतम तनाव को मापता है टूटने से पहले तनाव का सामना कर सकता है। उच्च तन्यता ताकत वाली सामग्रियों को काटने के प्रतिरोध के कारण मशीन से चलाना कठिन होता है, जिससे उपकरण घिसाव और मशीनिंग बल बढ़ सकता है।
उपरोक्त पांच कारकों के अलावा, सामग्रियों की मशीनेबिलिटी कई अन्य पहलुओं से भी प्रभावित होती है जैसे मशीनिंग के तरीके, काटने के उपकरण सामग्री और ज्यामिति, काटने के पैरामीटर, स्नेहन और शीतलन, उपकरण की स्थिति, आदि।
मशीनीकरण में सुधार कैसे किया जा सकता है?
जैसा कि ऊपर बताया गया है, उन कारकों का परिचय हमें स्पष्ट रूप से समझने की अनुमति देता है कि वे मशीनीकरण को कैसे प्रभावित करते हैं। धातुओं के अंतर्निहित गुण, जैसे लोच का मापांक, थर्मल विस्तार और थर्मल चालकता, उनकी अपरिवर्तनीय भौतिक विशेषताएं हैं। फिर भी, वर्कपीस को मशीन में आसान बनाने के लिए स्थितियों और मशीनिंग प्रक्रिया को बदलने के दृष्टिकोण मौजूद हैं। विशेष रूप से, हम निम्नलिखित दो प्रमुख श्रेणियों से मशीनेबिलिटी में सुधार कर सकते हैं।
श्रेणी एक: भौतिक गुणों में परिवर्तन किए बिना
यह दृष्टिकोण मशीनिंग प्रक्रियाओं के दौरान आने वाली स्थितियों को अनुकूलित करने पर केंद्रित है। यहां नीचे कुछ विशिष्ट विधियां दी गई हैं।
सामग्री चयन
स्वाभाविक रूप से बेहतर मशीनेबिलिटी वाली सामग्री का चयन करें। कुछ सामग्रियों में उनकी रासायनिक संरचना और सूक्ष्म संरचना के कारण अनुकूल मशीनीकरण क्षमता होती है। मध्यम कठोरता, अच्छी तापीय चालकता और कम चिपकने वाली सामग्री को प्राथमिकता दें।
कटिंग टूल्स का चयन करें और अपग्रेड करें
मशीनीकृत होने वाली सामग्री के आधार पर उपयुक्त सामग्री (जैसे, कार्बाइड, हाई-स्पीड स्टील) से बने उपकरणों का चयन करें। काटने के बल को कम करने और चिप निकासी में सुधार के लिए इष्टतम रेक कोण, क्लीयरेंस कोण और अत्याधुनिक डिजाइन वाले उपकरणों का उपयोग करें।
मशीनिंग पैरामीटर्स को अनुकूलित करें
काटने की गति, फ़ीड दर और काटने की गहराई जैसे काटने के मापदंडों को अनुकूलित करके, उपकरण का जीवन बढ़ाया जा सकता है और सतह की फिनिश में सुधार किया जा सकता है, जिससे अंततः मशीनेबिलिटी में वृद्धि होती है। उदाहरण के लिए, काटने की गति और फ़ीड दर को उचित सीमा के भीतर बढ़ाने से सामग्री हटाने की दर में वृद्धि हो सकती है, लेकिन ओवरहीटिंग और उपकरण के घिसाव को रोकने के लिए अत्यधिक वृद्धि से बचा जाना चाहिए। इसके अतिरिक्त, काटने की गहराई को उचित रूप से समायोजित करके - हाथ में काम के अनुसार रफ मशीनिंग के लिए बड़ी गहराई और फिनिश मशीनिंग के लिए छोटी गहराई का उपयोग करके - कोई सतह की गुणवत्ता और मशीनिंग दक्षता दोनों सुनिश्चित कर सकता है।
स्नेहक और शीतलक लगाएं
मशीनिंग संचालन के दौरान घर्षण, गर्मी उत्पादन और उपकरण घिसाव को कम करने के लिए उपयुक्त स्नेहक और शीतलक का उपयोग करना, अंततः मशीन की सतह की गुणवत्ता में सुधार करना।
मशीन और वर्कपीस सेटअप में सुधार करें
उच्च कठोरता और इष्टतम रखरखाव वाले मशीन टूल का उपयोग करने के साथ-साथ वर्कपीस को समान रूप से जकड़ने के लिए उपयुक्त फिक्स्चर और समर्थन को अपनाने से विरूपण और आंदोलन को प्रभावी ढंग से रोका जा सकता है। यह सुसंगत और सटीक परिणाम सुनिश्चित करता है।
उपयुक्त मशीनिंग विधियाँ अपनाएँ
वांछित आकार प्राप्त करने के लिए विभिन्न सामग्रियों की मशीनिंग के लिए अक्सर विशिष्ट प्रकार के उपकरणों की आवश्यकता होती है। मशीन शॉप में विभिन्न प्रकार के उपकरणों का उपयोग करके, जैसे कि वायर इलेक्ट्रिकल डिस्चार्ज मशीनिंग (डब्ल्यूईडीएम), कठोर सामग्रियों या जटिल डिज़ाइनों को प्रभावी ढंग से संभालना संभव है जिन्हें अन्य विधियां कुशलतापूर्वक प्रबंधित नहीं कर सकती हैं।
श्रेणी दो: सामग्री गुणों को बदलना
ताप उपचार
मशीनीकरण में सुधार के लिए हीट ट्रीटमेंट एक अत्यधिक प्रभावी तरीका है, फिर भी यह पहचानना महत्वपूर्ण है कि उत्पादन के शुरुआती चरणों में सामग्रियों पर हीट ट्रीटमेंट और वर्क हार्डनिंग उपचार लागू करने से उनकी कठोरता में काफी वृद्धि हो सकती है, जिससे उन्हें मशीन के लिए और अधिक चुनौतीपूर्ण बना दिया जा सकता है। इसलिए, मशीनिंग के बाद तक गर्मी उपचार और अन्य सख्त प्रक्रियाओं को स्थगित करने की सलाह दी जाती है। शमन, अक्सर तड़के के साथ मिलकर, वर्कपीस के अंतिम यांत्रिक गुणों को बढ़ाने के लिए मशीनिंग के बाद उपयोग की जाने वाली विशिष्ट प्रक्रिया है।
हालाँकि, यदि स्थगन असंभव है, तो आप सामग्री को नरम करने और आंतरिक तनाव को दूर करने के लिए मशीनिंग से पहले वर्कपीस को एनीलिंग करने पर विचार कर सकते हैं। आमतौर पर उपयोग की जाने वाली इन ताप उपचार विधियों के मुख्य बिंदु यहां दिए गए हैं।
एनीलिंग: इस प्रक्रिया में सामग्री को एक निश्चित तापमान तक गर्म करना, कुछ समय तक रखना और फिर धीरे-धीरे ठंडा करना शामिल है। एनीलिंग उपचार सामग्री को नरम बनाता है, काटने के दौरान प्रतिरोध को कम करता है, उपकरण की घिसाव को कम करता है, जिससे मशीनेबिलिटी में सुधार होता है।
सामान्यीकरण: यह प्रक्रिया सामग्री को उसके महत्वपूर्ण तापमान से ऊपर गर्म करती है और फिर उसे हवा में प्राकृतिक रूप से ठंडा होने देती है। सामान्यीकरण सामग्री की अनाज संरचना को परिष्कृत करता है, इसे अधिक समान बनावट देता है जो कार्यशीलता में सुधार करता है। यह मशीनिंग प्रक्रिया के दौरान स्थिरता भी बढ़ाता है और उपकरण घिसाव को कम करता है।
शमन और तड़का: शमन एक ऐसी प्रक्रिया है जहां सामग्रियों को गर्म किया जाता है और फिर तेजी से ठंडा किया जाता है, जबकि तड़का एक ऐसी प्रक्रिया है जो बुझी हुई सामग्रियों को कम तापमान पर दोबारा गर्म करती है और फिर उन्हें ठंडा करती है। जिन सामग्रियों को शमन किया गया है, उन्हें संसाधित करना आम तौर पर कठिन होता है, उन्हें मशीन में आसान बनाने के लिए उनकी कठोरता और कठोरता को अनुकूलित करने के लिए तड़के की आवश्यकता होती है। उचित तड़के का तापमान और समय प्रसंस्करण प्रदर्शन में काफी सुधार कर सकता है।
additives
विशिष्ट तत्वों को जोड़ने से किसी सामग्री की मशीनीकरण क्षमता में गहरा बदलाव आ सकता है। कुछ सामान्य तरीके इस प्रकार हैं:
सीसा मिलाना: किसी सामग्री में थोड़ी मात्रा में सीसा मिलाने से उसकी चिकनाई काफी बढ़ सकती है। इससे काटने वाले उपकरण पर घर्षण और घिसाव कम हो जाता है, जिससे काटने की प्रक्रिया आसान हो जाती है और परिणामी चिप्स को प्रबंधित करना आसान हो जाता है।
अन्य योजक: उचित सल्फर या फॉस्फोरस मिलाने से चिप फ्रैक्चर में सुधार हो सकता है, काटने की ताकत कम हो सकती है और मशीनेबिलिटी में और वृद्धि हो सकती है।
मशीनीकरण कैसे मापा जाता है?
किसी सामग्री की मशीनीकरण क्षमता का मूल्यांकन एक बहुआयामी प्रक्रिया है जो विभिन्न कारकों पर विचार करती है। हम अक्सर निम्नलिखित पहलुओं से गुणात्मक मूल्यांकन करते हैं।
उपकरण जीवन: लंबा उपकरण जीवनकाल आसान मशीनीकरण को इंगित करता है। ऐसी सामग्रियां जो उपकरणों को समान परिस्थितियों में लंबे समय तक चलने की अनुमति देती हैं, उन्हें बेहतर मशीनेबिलिटी माना जाता है।
उपकरण बल और बिजली की खपत: मशीनिंग के दौरान कम काटने वाले बल और कम बिजली की खपत बेहतर मशीनेबिलिटी का संकेत देती है। इन कारकों को अक्सर विशेष उपकरणों का उपयोग करके मापा जाता है जो सामग्री को मशीन करने के लिए आवश्यक बल और ऊर्जा की मात्रा को रिकॉर्ड करते हैं।
सतह फिनिश: जिन सामग्रियों को अतिरिक्त प्रसंस्करण की आवश्यकता के बिना एक चिकनी फिनिश के लिए मशीनीकृत किया जा सकता है, उनमें उच्च मशीनीकरण होता है।
चिप फॉर्म: छोटे, घुंघराले चिप्स आसान मशीनिंग को दर्शाते हैं, जबकि लंबे, रेशेदार चिप्स मशीनिंग में कठिनाई का संकेत देते हैं।
हालाँकि इन विधियों का आमतौर पर उपयोग किया जाता है, वे मुख्य रूप से गुणात्मक संदर्भ के रूप में काम करते हैं और बिजली की खपत, उपकरण घिसाव और सतह खत्म होने पर विभिन्न कारकों के प्रभाव के कारण पूरी तरह से विश्वसनीय नहीं हो सकते हैं। अधिक मात्रात्मक परिप्रेक्ष्य प्राप्त करने के लिए, आइए एआईएसआई टर्निंग टेस्ट रेटिंग सिस्टम का पता लगाएं।
एआईएसआई टर्निंग टेस्ट रेटिंग सिस्टम
यह अमेरिकन आयरन एंड स्टील इंस्टीट्यूट (एआईएसआई) द्वारा संचालित सबसे व्यापक रूप से अपनाई जाने वाली मशीनेबिलिटी रेटिंग प्रणाली है। यह प्रणाली बी1112 स्टील के मुकाबले किसी सामग्री की मशीनेबिलिटी को बेंचमार्क करती है, जो 160 की ब्रिनेल कठोरता के साथ संदर्भ मानक के रूप में कार्य करती है। मशीनेबिलिटी रेटिंग को प्रतिशत के रूप में व्यक्त किया जाता है, जहां बी1112 स्टील को 100% की रेटिंग के साथ आधार रेखा के रूप में सेट किया जाता है।
इस प्रणाली में, जिन सामग्रियों को मशीन बनाना B1112 स्टील की तुलना में आसान है, उनकी मशीनेबिलिटी रेटिंग 100% से अधिक होगी, जबकि जिन सामग्रियों को मशीन बनाना अधिक कठिन है, उनकी मशीनीकरण रेटिंग 100% से कम होगी।
सामग्री
मशीनेबिलिटी रेटिंग
एल्यूमिनियम 6061
480% - 320%
एल्यूमिनियम 7075
480% - 320%
लो कार्बन स्टील 1010
64% - 40%
लो कार्बन स्टील 1018
80% – 44%
मीडियम कार्बन स्टील 1045
60% – 28%
स्टेनलेस स्टील 304
64% – 44%
स्टेनलेस स्टील 316
36%
पीतल 260
105% – 100%
पीतल 360
160% – 200%
टाइटेनियम मिश्र धातु ग्रेड 2
30%
टाइटेनियम मिश्र धातु ग्रेड 5
35% – 30%
टाइटेनियम मिश्र धातु ग्रेड 23
28% – 25%
मैग्नीशियम मिश्र धातु ZK60A
65% – 60%
मैग्नीशियम मिश्र धातु AZ31
55% – 50%
मशीनेबिलिटी रेटिंग चार्ट
हार्ड-टू-मशीन पार्ट्स के लिए चिग्गो के साथ काम करें
मशीनीकरण भागों के निर्माण के लिए आवश्यक समय और लागत का एक प्रमुख संकेतक है। उच्च मशीनीकरण वाली सामग्रियों को संसाधित करना आसान होता है, लेकिन यह हमेशा उच्च प्रदर्शन के बराबर नहीं होता है। कुछ परिदृश्यों में, कम मशीनेबिलिटी वाली सामग्री आवश्यक होती है। मशीनिंग परिणामों को अनुकूलित करने के लिए, हम मशीनिंग विधियों और अन्य चर को समायोजित कर सकते हैं।
चिग्गो में, हमारे पास विभिन्न सामग्रियों के लिए उच्च गुणवत्ता, लागत प्रभावी मशीनिंग प्रदान करने के लिए विशेषज्ञता और उन्नत उपकरण हैं। मुफ़्त डिज़ाइन और विनिर्माण प्रक्रिया अनुकूलन के लिए हमसे संपर्क करें।
सामान्य मशीनी सामग्रियाँ
अल्युमीनियम
एल्युमीनियम एक नरम, हल्की और अत्यधिक मशीनीकरण योग्य धातु है। इसके वेरिएंट में, एल्युमीनियम 6061 को अक्सर सबसे अधिक मशीनी में से एक के रूप में पहचाना जाता है।
इस्पात
यद्यपि मशीनिंग स्टील एल्यूमीनियम मिश्र धातु की तुलना में अधिक जटिल हो सकता है, हल्के स्टील को आमतौर पर उच्च-कार्बन स्टील की तुलना में मशीन बनाना आसान होता है और एक अच्छी सतह फिनिश प्रदान करता है। यह छोटे चिप्स का उत्पादन करता है और अत्यधिक उपकरण घिसाव का कारण नहीं बनता है। इसके अलावा, कुछ स्टेनलेस स्टील ग्रेड, जैसे 303, में मशीनीकरण को बढ़ाने के लिए सीसा जैसे योजक होते हैं।
प्लास्टिक
थर्मोप्लास्टिक्स को मशीन से बनाना कठिन होता है क्योंकि काटने वाले उपकरणों से उत्पन्न गर्मी के कारण प्लास्टिक पिघल सकता है और उपकरण से चिपक सकता है। हालाँकि, ABS, नायलॉन, PTFE और डेल्रिन जैसे प्लास्टिक उत्कृष्ट मशीनेबिलिटी प्रदान करते हैं।
अन्य धातुएँ
अन्य मशीनी धातुओं में पीतल, मैग्नीशियम मिश्र धातु, सीसा मिश्र धातु आदि शामिल हैं। पीतल, एक तांबा मिश्र धातु, अच्छी तन्य शक्ति के साथ नरम प्रकृति की होती है, जो बहुत अच्छी मशीनीकरण प्रदर्शित करती है। मैग्नीशियम मिश्र धातुएँ अच्छी मशीनेबिलिटी वाली हल्की धातुएँ हैं। सीसा मिश्र धातु, जो मुख्य रूप से विभिन्न योजकों के साथ सीसे से बनी होती है, कम घर्षण, अच्छे पहनने के प्रतिरोध और मशीनेबिलिटी प्रदान करती है, लेकिन विषाक्तता संबंधी चिंताओं के कारण उनका उपयोग सीमित है।
मशीनेबिलिटी बनाम व्यावहारिकता
व्यावहारिकता उस आसानी को संदर्भित करती है जिसके साथ किसी सामग्री को मोड़ने, फोर्जिंग, ड्राइंग और एक्सट्रूज़न जैसी प्रक्रियाओं के माध्यम से वांछित विन्यास में आकार दिया जा सकता है। इसमें लचीलापन (तन्य तनाव के तहत विकृत होने की क्षमता), लचीलापन (संपीड़ित तनाव के तहत विकृत करने की क्षमता), और फॉर्मेबिलिटी (बिना दरार के जटिल आकार बनाने में आसानी) जैसे पहलू शामिल हैं। व्यावहारिकता में ठंडी और गर्म दोनों कार्य प्रक्रियाएं शामिल हैं।
मशीनेबिलिटी विशेष रूप से उस आसानी से संबंधित है जिसके साथ लेथ, मिलिंग मशीन और सीएनसी मशीनों जैसे मशीन टूल्स का उपयोग करके किसी सामग्री को काटा, आकार दिया जा सकता है या तैयार किया जा सकता है। इसमें काटने की गति (सामग्री हटाने की दर), उपकरण घिसाव (वह दर जिस पर काटने के उपकरण घिस जाते हैं), सतह की फिनिश (मशीनीकृत सतह की गुणवत्ता), और परिशुद्धता (कड़ी सहनशीलता और सटीक आयाम प्राप्त करने की क्षमता) जैसे कारक शामिल होते हैं। मशीनेबिलिटी काटने की परिस्थितियों में सामग्री के व्यवहार और काटने वाले उपकरणों के साथ इसकी बातचीत पर केंद्रित है।