इलेक्ट्रोलेस निकल चढ़ाना की शुरुआत 20वीं सदी के मध्य में हुई। 1944 में, डॉ. एब्नेर ब्रेनर और ग्रेस ई. रिडेल, पारंपरिक इलेक्ट्रोप्लेटिंग पर शोध करते हुए उन्होंने गलती से विद्युत धारा के उपयोग के बिना धातु की सतहों पर निकल जमा करने की एक विधि खोज ली। इस सफलता से इलेक्ट्रोलेस निकल प्लेटिंग का विकास हुआ। तब से, प्रौद्योगिकी लगातार विकसित हुई है, और इसके अनुप्रयोगों का विस्तार हुआ है - इलेक्ट्रॉनिक्स और एयरोस्पेस से लेकर तेल और गैस, ऑटोमोटिव और रक्षा उद्योगों तक। इस लेख में, हम जानेंगे कि इलेक्ट्रोलेस निकल प्लेटिंग कैसे काम करती है, इसके फायदे, गुण, अनुप्रयोग और बहुत कुछ।
इलेक्ट्रोलेस निकेल प्लेटिंग क्या है?
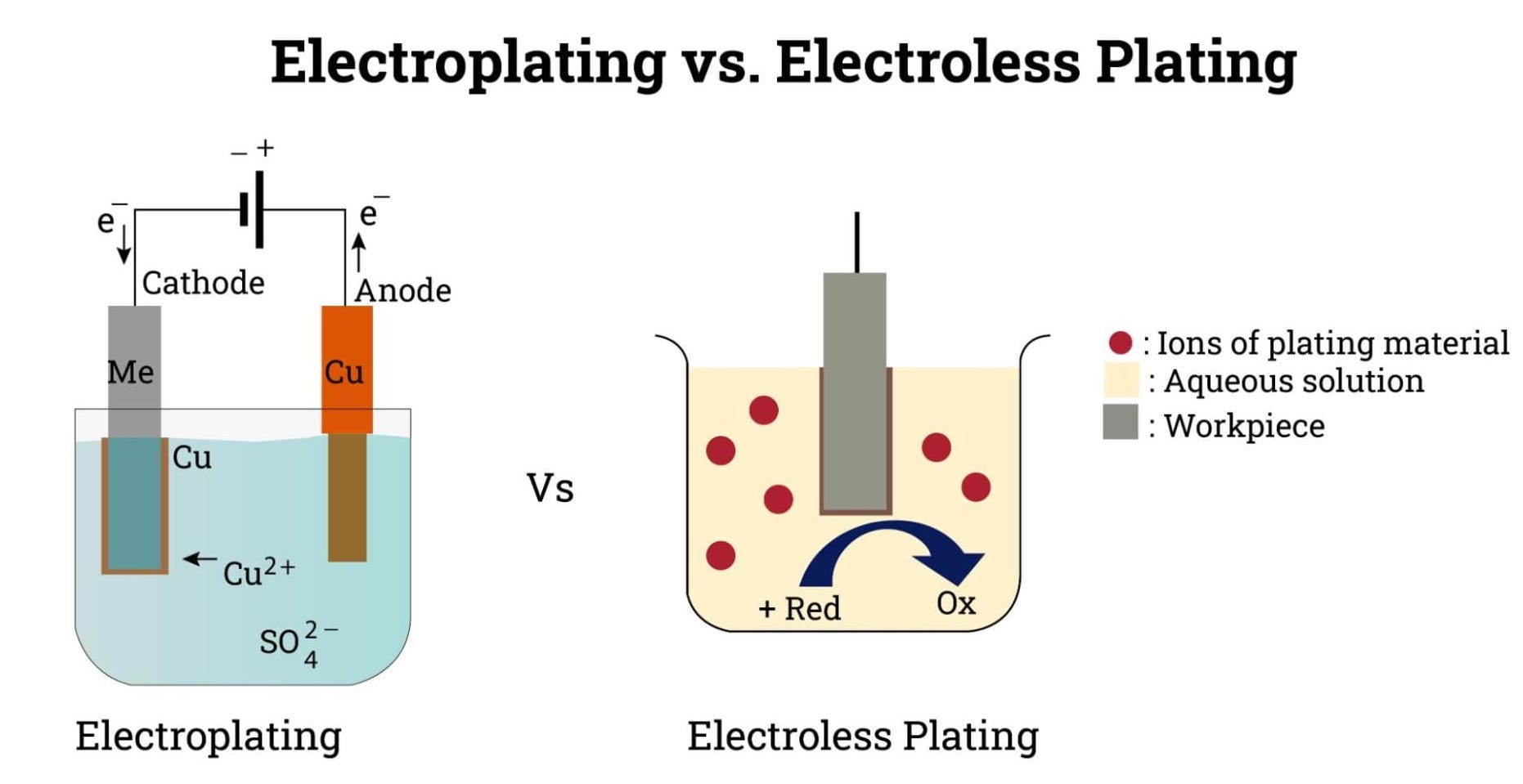
इलेक्ट्रोलेस निकल प्लेटिंग (ईएनपी) एक ऑटोकैटलिटिक रासायनिक प्रक्रिया है जो बाहरी विद्युत प्रवाह की आवश्यकता के बिना धातु या प्लास्टिक जैसे ठोस सब्सट्रेट पर निकल मिश्र धातु की एक समान परत जमा करती है। पारंपरिक इलेक्ट्रोप्लेटिंग के विपरीत, जिसमें सब्सट्रेट पर धातु आयनों को कम करने के लिए बिजली की आवश्यकता होती है, इलेक्ट्रोलेस प्लेटिंग निकल के जमाव को सुविधाजनक बनाने के लिए एक रासायनिक कम करने वाले एजेंट - सोडियम हाइपोफॉस्फाइट - पर निर्भर करती है।
इस प्रक्रिया के परिणामस्वरूप एक सुसंगत और एकसमान कोटिंग मोटाई प्राप्त होती है, यहां तक कि जटिल ज्यामिति और आंतरिक सतहों पर भी, जिन तक पहुंचना कठिन होता है, जैसे कि स्लॉट, छेद और ट्यूबिंग अंदरूनी। जमा निकेल परत बेहतर संक्षारण प्रतिरोध, कठोरता, पहनने के प्रतिरोध और कभी-कभी चिकनाई या चुंबकीय गुण प्रदान करके सब्सट्रेट की सतह के गुणों को बढ़ाती है। आमतौर पर, इसे चढ़ाने के बाद आगे सतह परिष्करण, मशीनिंग या पीसने की आवश्यकता नहीं होती है।
इलेक्ट्रोलेस निकेल प्लेटिंग बनाम निकेल इलेक्ट्रोप्लेटिंग: मुख्य लाभ
जबकि इलेक्ट्रोप्लेटेड निकल का उपयोग आमतौर पर इसकी लागत-प्रभावशीलता और उच्च मात्रा के उत्पादन में उपयुक्तता के लिए किया जाता है, इलेक्ट्रोलेस निकल प्लेटिंग को अक्सर इसके अद्वितीय लाभों के लिए कुछ अनुप्रयोगों में पसंद किया जाता है।
एकसमान कोटिंग की मोटाई
ईएनपी के लिए सभी अनुप्रयोगों में बहुत महत्व की एक विशेषता अत्यधिक समान मोटाई के साथ एक कोटिंग का उत्पादन करने की क्षमता है, यहां तक कि महत्वपूर्ण आयामों वाले जटिल भागों, जैसे बॉल वाल्व और थ्रेडेड घटकों पर भी। प्रक्रिया की ऑटोकैटलिटिक प्रकृति के कारण, कोई उच्च-वर्तमान या निम्न-वर्तमान क्षेत्र नहीं हैं जो महत्वपूर्ण क्षेत्रों में ओवर-प्लेटिंग या अंडर-प्लेटिंग का कारण बन सकते हैं। घटक की पूरी सतह पर समान जमाव दर सुनिश्चित करने के लिए मोटाई को कसकर नियंत्रित किया जा सकता है। इसके अतिरिक्त, ईएनपी कोटिंग्स की चिकनी और सुसंगत सतह घर्षण को कम करती है।
बेहतर संक्षारण प्रतिरोध
इलेक्ट्रोलेस निकल प्लेटिंग इलेक्ट्रोप्लेटेड निकल की तुलना में कम छिद्रपूर्ण होती है। उच्च-फॉस्फोरस ईएनपी कोटिंग्स, विशेष रूप से, एक अनाकार संरचना प्रदर्शित करती हैं जो संक्षारक पदार्थों के प्रवेश के रास्ते को कम कर देती है। यह एक समान और सघन अवरोध पैदा करता है, संक्षारण प्रतिरोध को महत्वपूर्ण रूप से बढ़ाता है, जिससे यह कठोर रासायनिक और समुद्री वातावरण के लिए पसंदीदा बन जाता है।
विद्युत चालकता और अतिरिक्त उपकरण की कोई आवश्यकता नहीं
इस चढ़ाना विधि के लिए सब्सट्रेट को विद्युत प्रवाहकीय होने या प्रवाहकीय होने के लिए उपचारित करने की आवश्यकता नहीं होती है। यह बिजली आपूर्ति, एनोड और जटिल फिक्स्चर की आवश्यकता को भी समाप्त कर देता है। न्यूनतम उपकरण आवश्यकताओं के साथ, इलेक्ट्रोलेस प्लेटिंग से सेटअप लागत काफी कम हो जाती है और सुरक्षा जोखिम कम हो जाते हैं।
अतिरिक्त कठोरता और पहनने का प्रतिरोध
ईएनपी जमा को क्रोमियम के समान कठोरता के लगभग 90% तक पहुंचने के लिए गर्मी से उपचारित किया जा सकता है। कम-फॉस्फोरस ईएन कोटिंग्स का माप रॉकवेल स्केल (आरसी) पर 63 तक होता है। तुलनात्मक रूप से, इलेक्ट्रोलाइटिक प्लेटिंग के साथ बनाए गए प्रकार II उज्ज्वल निकल जमा में 50+ आरसी की प्लेटेड कठोरता होती है।
इलेक्ट्रोलेस निकेल प्लेटिंग कैसे काम करती है?
चरण 1: सतह की तैयारी
<मजबूत>ए. सफ़ाई और डीग्रीजिंग
सबसे पहले, निकल परत के अच्छे आसंजन को सुनिश्चित करने के लिए तेल, ग्रीस या ऑक्साइड जैसे दूषित पदार्थों को हटाने के लिए भाग की सतह का अच्छी तरह से निरीक्षण और सफाई की जाती है।
<मजबूत>बी. सक्रियण (गैर-धातु सबस्ट्रेट्स या निष्क्रिय धातुओं के लिए)
गैर-धातु सामग्री (जैसे प्लास्टिक और सिरेमिक) में स्वाभाविक रूप से उत्प्रेरक गतिविधि की कमी होती है, जबकि निष्क्रिय धातु (जैसे स्टेनलेस स्टील और एल्यूमीनियम) अपनी सतहों पर घने ऑक्साइड या निष्क्रिय परत बनाते हैं, जो कोटिंग आसंजन और निकल आयन कटौती में बाधा डालते हैं। इन सामग्रियों से बने भागों को आम तौर पर सतह को सक्रिय करने, इलेक्ट्रोलेस निकल चढ़ाना के आसंजन और एकरूपता में सुधार करने के लिए रासायनिक स्नान में डुबोने की आवश्यकता होती है।
यह ध्यान देने योग्य है कि कार्बन स्टील और तांबे जैसी सक्रिय धातुओं के लिए, एक समर्पित सक्रियण चरण आमतौर पर अनावश्यक होता है। सफाई और एसिड नक़्क़ाशी जैसे मानक पूर्व-उपचार चरणों के बाद, सब्सट्रेट सतह इलेक्ट्रोलेस निकल चढ़ाना के साथ सीधे आगे बढ़ने के लिए पर्याप्त रूप से सक्रिय है।
चरण 2: ऑटोकैटलिटिक प्रतिक्रिया प्रक्रिया
इस प्रक्रिया का मुख्य घटक चढ़ाना समाधान है। चढ़ाना स्नान में कई प्रमुख तत्व शामिल हैं:
निकल स्रोत: Provides nickel ions, typically sourced from nickel sulfate or nickel chloride.
संदर्भ पुस्तकें: Commonly sodium hypophosphite, although sodium borohydride and DMAB (dimethylamine borane) are also used, which reduce nickel ions to metallic nickel.
कॉम्प्लेक्सिंग एजेंट: Bind with nickel ions to keep them in solution and control the deposition rate, examples include lactic acid and acetic acid.
बफ़र्स: Maintain the desired pH level of the solution, such as acetic acid or sodium acetate.
स्टेबलाइजर्स: Prevent unwanted decomposition of the bath, typically trace amounts of compounds like lead or sulfur.
इस प्रक्रिया को बेहतर ढंग से समझाने के लिए, हम कम करने वाले एजेंट के रूप में सोडियम हाइपोफॉस्फाइट (NaH2PO2) का उपयोग करते हैं और समाधान के भीतर होने वाली मुख्य रासायनिक प्रतिक्रियाओं की जांच करते हैं।
सोडियम हाइपोफॉस्फाइट का ऑक्सीकरण
H2PO2-+ H2O → H2PO3-+ 2H++2e−
निकेल आयनों की कमी
Ni2++2e−→Ni
समग्र प्रतिक्रिया
Ni2++ 2H2PO2-+ 2H2O → Ni + 2H2PO3-+ 2H+
इलेक्ट्रोलेस निकल चढ़ाना के दौरान मुख्य रासायनिक प्रतिक्रियाएं।
मुख्य बिंदु:
एक बार जब प्रारंभिक निकल परत जमा हो जाती है, तो यह प्रतिक्रिया के लिए उत्प्रेरक के रूप में कार्य करती है, जिससे बाहरी बिजली की आवश्यकता के बिना निरंतर जमाव संभव हो जाता है।
हाइपोफॉस्फाइट आयनों से कुछ फॉस्फोरस निकल के साथ सह-जमा होता है, जिसके परिणामस्वरूप निकल-फॉस्फोरस मिश्र धातु बनता है। फॉस्फोरस सामग्री कोटिंग के गुणों, जैसे कठोरता और संक्षारण प्रतिरोध को प्रभावित करती है।
इलेक्ट्रोलेस निकल कोटिंग्स को आमतौर पर फास्फोरस सामग्री के आधार पर कम फास्फोरस (2 ~ 5% पी), मध्यम फास्फोरस (6 ~ 9% पी), और उच्च फास्फोरस (10 ~ 13% पी) के रूप में वर्गीकृत किया जाता है। अगले भाग में, हम विस्तार से पता लगाएंगे कि अलग-अलग फॉस्फोरस का स्तर इलेक्ट्रोलेस निकल परत के गुणों को कैसे प्रभावित करता है।
चरण 3: चढ़ाना पश्चात की प्रक्रियाएँ
एक बार जब जमा निकल की वांछित मोटाई प्राप्त हो जाती है, तो भागों को अच्छी तरह से धोया और सुखाया जाता है। कठोरता को और बेहतर बनाने, कोटिंग और सब्सट्रेट के बीच के बंधन को मजबूत करने और कोटिंग के भीतर आंतरिक तनाव को कम करने के लिए उन्हें आमतौर पर गर्मी से उपचारित किया जाता है।
इलेक्ट्रोलेस निकेल प्लेटिंग के जमा गुण
पिछले अनुभागों में, हमने सीखा कि फॉस्फोरस सामग्री और गर्मी उपचार दोनों इलेक्ट्रोलेस निकल कोटिंग्स के गुणों को प्रभावित करते हैं, अंतर्निहित तर्क यह है कि वे कोटिंग की संरचना को प्रभावित करते हैं। इसके बाद, हम यह पता लगाएंगे कि ये कारक विशिष्ट गुणों को कैसे प्रभावित करते हैं, जो विशिष्ट अनुप्रयोगों और प्रदर्शन आवश्यकताओं के लिए सही प्रकार के इलेक्ट्रोलेस निकल चढ़ाना का चयन करने के लिए आवश्यक है।
गलनांक
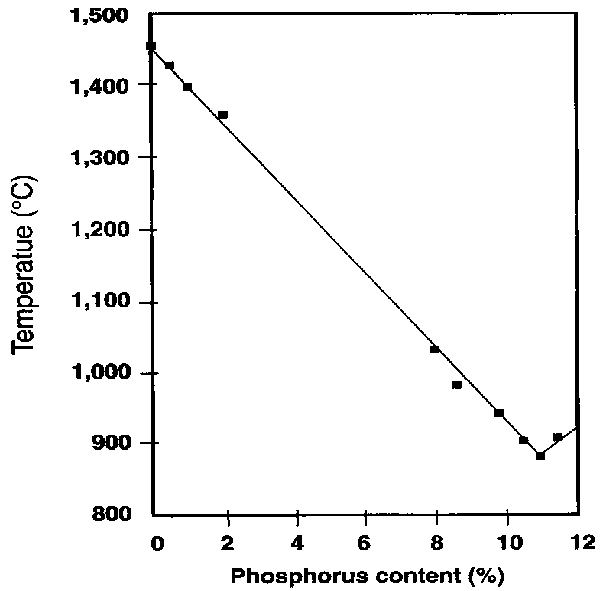
इलेक्ट्रोलेस निकल में शुद्ध निकल के समान उच्च तापमान प्रतिरोध नहीं होता है। निकेल में फॉस्फोरस मिलाने से मिश्रधातु का गलनांक लगभग रैखिक रूप से कम हो जाता है। उदाहरण के लिए, शुद्ध निकल का गलनांक लगभग 1455°C होता है, और लगभग 11% फॉस्फोरस मिलाने से यह लगभग 880°C तक कम हो जाता है, जो निकल-फॉस्फोरस प्रणाली का गलनक्रांतिक बिंदु है। पिघलने बिंदु में यह महत्वपूर्ण कमी उच्च तापमान वाले वातावरण में इलेक्ट्रोलेस निकल के उपयोग को सीमित करती है।
विद्युत गुण
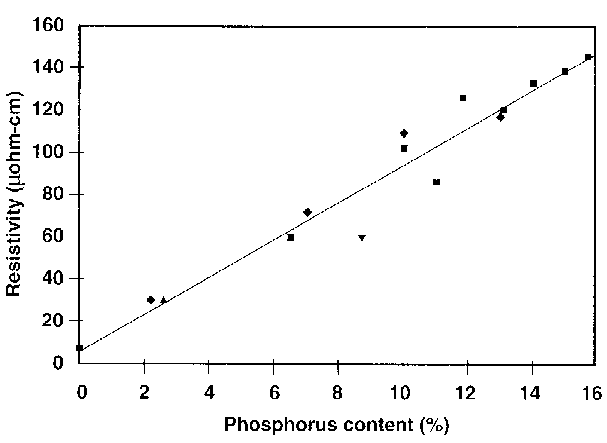
ईएन जमा मध्यम रूप से प्रवाहकीय होते हैं, लेकिन फॉस्फोरस की मात्रा बढ़ने पर उनकी चालकता कम हो जाती है। फॉस्फोरस का सह-जमाव निकल क्रिस्टल जाली को बाधित करता है, जिससे एक अनाकार या महीन क्रिस्टलीय संरचना का निर्माण होता है। यह संरचनात्मक परिवर्तन इलेक्ट्रॉन प्रकीर्णन को बढ़ाता है और प्रतिरोधकता को बढ़ाता है।
उच्च-फॉस्फोरस कोटिंग्स आमतौर पर 50 और 200 माइक्रो ओम/सेमी के बीच प्रतिरोधकता प्रदर्शित करती हैं, जो इन्सुलेशन और चालकता का संतुलन प्रदान करती हैं जो संपर्क, स्विचगियर और हीट एक्सचेंजर टयूबिंग जैसे अनुप्रयोगों के लिए फायदेमंद है। ताप उपचार इन गुणों को और संशोधित कर सकता है। प्रतिरोधकता 150 डिग्री सेल्सियस के आसपास कम होने लगती है, जिसमें सबसे महत्वपूर्ण कमी निकल फॉस्फाइड वर्षा से संरचनात्मक परिवर्तनों के कारण 260 डिग्री सेल्सियस और 280 डिग्री सेल्सियस के बीच होती है।
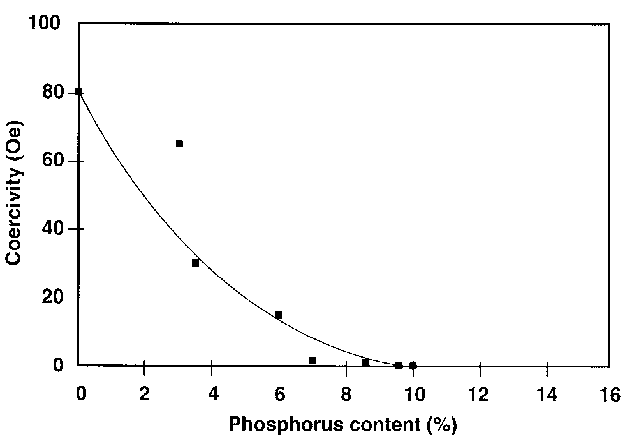
चुंबकीय गुण
फॉस्फोरस की मात्रा बढ़ने से शुद्ध निकल का लौहचुम्बकत्व काफी कम हो जाता है। 10.5% से अधिक फॉस्फोरस के साथ ईएनपी जमा आमतौर पर गैर-चुंबकीय होते हैं, एक संपत्ति जो उच्च-फॉस्फोरस इलेक्ट्रोलेस निकल कोटिंग्स के लिए प्राथमिक उपयोगों में से एक को सक्षम बनाती है: मेमोरी डिस्क उत्पादन में चुंबकीय कोटिंग्स के लिए एक अंडरलेयर के रूप में। यह गैर-चुंबकीय अवस्था 260°C पर अल्पकालिक ताप उपचार के बाद भी बरकरार रहती है। हालाँकि, विस्तारित या उच्च तापमान वाले ताप उपचार से निकल फॉस्फाइड अवक्षेपण हो सकता है, जिससे लौहचुंबकीय गुण बढ़ सकते हैं।
थर्मल गुण (थर्मल विस्तार का गुणांक, सीटीई)
ईएनपी कोटिंग्स के लिए थर्मल विस्तार (सीटीई) का गुणांक आम तौर पर 11.1 और 22.3 µm/m°C के बीच होता है। कम-फॉस्फोरस कोटिंग्स में उच्च CTE होता है, जो शुद्ध निकल के करीब या उससे भी अधिक होता है, जबकि उच्च-फॉस्फोरस कोटिंग्स में काफी कम CTE प्रदर्शित होता है। संरचनात्मक अखंडता सुनिश्चित करने, घटक के जीवनकाल को बढ़ाने और तापमान में उतार-चढ़ाव के कारण टूटने या छीलने के जोखिम को कम करने के लिए सब्सट्रेट से मेल खाने के लिए उचित सीटीई का चयन करना आवश्यक है।
संक्षारण प्रतिरोध
संक्षारण प्रतिरोध मुख्य कारणों में से एक है जिसका उपयोग इलेक्ट्रोलेस निकल चढ़ाना के व्यापक रूप से किया जाता है। हालाँकि, विभिन्न प्रकार के इलेक्ट्रोलेस निकल कोटिंग्स का प्रदर्शन पर्यावरणीय परिस्थितियों के आधार पर भिन्न होता है। उच्च तापमान और अत्यधिक क्षारीय वातावरण में, कम-फॉस्फोरस कोटिंग्स उच्च-फॉस्फोरस कोटिंग्स की तुलना में बेहतर संक्षारण प्रतिरोध प्रदान करती हैं। इसके विपरीत, उच्च-फॉस्फोरस कोटिंग्स तटस्थ या अम्लीय वातावरण में बेहतर संक्षारण प्रतिरोध प्रदान करती हैं।
चूंकि इलेक्ट्रोलेस निकल चढ़ाना एक बलि कोटिंग के बजाय एक बाधा के रूप में कार्य करता है, इसलिए कोटिंग की मोटाई और कम सरंध्रता इसके संक्षारण प्रतिरोध के लिए महत्वपूर्ण हैं। कम सरंध्रता वाली मोटी कोटिंग्स में बेहतर संक्षारण प्रतिरोध होता है। इसके अतिरिक्त, उच्च-फॉस्फोरस कोटिंग्स (10% से अधिक फॉस्फोरस), उनकी अनाकार संरचना के कारण, छिद्र विकसित होने की संभावना कम होती है और इसलिए बढ़ी हुई संक्षारण प्रतिरोध प्रदर्शित करती है।
यह ध्यान रखना महत्वपूर्ण है कि गर्मी उपचार से माइक्रोक्रैक का निर्माण हो सकता है, विशेष रूप से उच्च-फॉस्फोरस कोटिंग्स में। ये दरारें संक्षारक मीडिया को कोटिंग में प्रवेश करने की अनुमति दे सकती हैं, जिससे इसका संक्षारण प्रतिरोध कम हो जाता है।
कास्टिक समाधान
N02200 (निकेल 200)
एन कोटिंग्स
हल्का स्टील
एस31600 (316 एसएस)
एल.पी.
एमपी
हिमाचल प्रदेश
45% NaOH + 5% NaCl @ 40°C
2.5
0.3
0.3
0.8
35.6
6.4
45% NaOH + 5% NaCl @ 140°C
80.0
5.3
11.9
असफल
कोई डेटा नहीं
27.9
35% NaOH @ 93°C
5.1
5.3
17.8
13.2
94
52.0
50% NaOH @ 93°C
5.1
6.1
4.8
9.4
533.4
83.8
73%NaOH @ 120°C
5.1
2.3
7.4
असफल
1448
332.7
अन्य आमतौर पर उपयोग की जाने वाली सामग्रियों के साथ कास्टिक समाधानों में इलेक्ट्रोलेस निकल कोटिंग्स की संक्षारण दर की तुलना। सभी संक्षारण दरें माइक्रोन/वर्ष में, 100 दिन का एक्सपोज़र।
कठोरता
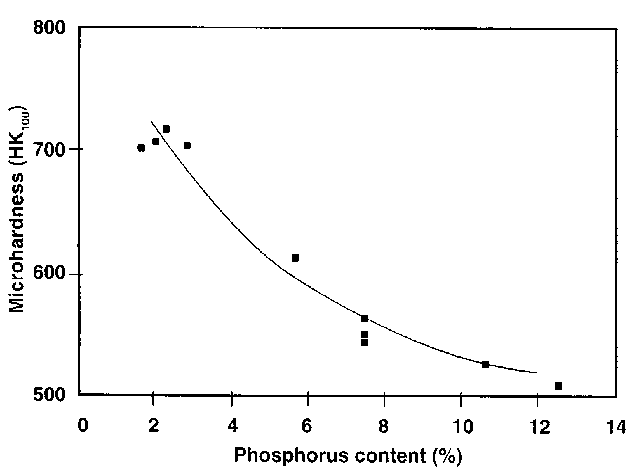
जमा अवस्था में, फॉस्फोरस की मात्रा बढ़ने पर इलेक्ट्रोलेस निकल कोटिंग्स की कठोरता कम हो जाती है। कम-फॉस्फोरस इलेक्ट्रोलेस निकल कोटिंग्स जमा अवस्था में उच्च कठोरता प्रदर्शित करती हैं। हालाँकि, सभी इलेक्ट्रोलेस निकल कोटिंग्स इलेक्ट्रोप्लेटेड निकल की तुलना में सख्त होती हैं। उदाहरण के लिए, इलेक्ट्रोलेस निकल कोटिंग्स की विकर्स कठोरता (HK100) आमतौर पर 500 से 720 तक होती है, जबकि इलेक्ट्रोप्लेटेड निकल कठोरता केवल 150 और 400 HK100 के बीच होती है।
इसके अलावा, फॉस्फोरस सामग्री की परवाह किए बिना, गर्मी उपचार के बाद सभी प्रकार के कोटिंग्स की कठोरता काफी बढ़ जाती है, जो लगभग 850 से 950 एचके100 तक पहुंच जाती है। यह कठोरता स्तर क्रोमियम चढ़ाना के करीब या उससे मेल खाता है, जो एक कारण है कि इलेक्ट्रोलेस निकल चढ़ाना धीरे-धीरे उच्च कठोरता और पहनने के प्रतिरोध की आवश्यकता वाले अनुप्रयोगों में क्रोमियम चढ़ाना की जगह ले रहा है।
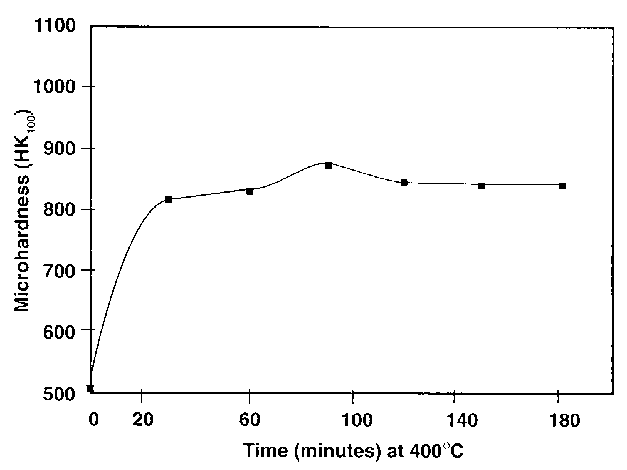
उच्च फास्फोरस जमा का ताप उपचार व्यवहार।
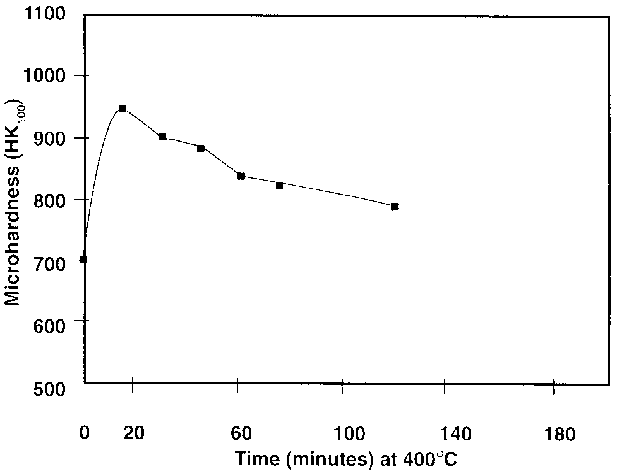
कम फास्फोरस जमा का ताप उपचार व्यवहार।
हालाँकि, उच्च-फॉस्फोरस और कम-फॉस्फोरस कोटिंग्स के बीच गर्मी उपचार व्यवहार काफी भिन्न होता है। जैसा कि ऊपर चित्र में दिखाया गया है, 400 डिग्री सेल्सियस ताप उपचार के तहत, कम-फॉस्फोरस कोटिंग्स प्रारंभिक छोटी अवधि में कठोरता में तेजी से वृद्धि का अनुभव करती हैं। हालांकि, लंबे समय तक गर्मी उपचार के साथ, पुन: क्रिस्टलीकरण और अनाज की वृद्धि होती है, जिससे कठोरता में धीरे-धीरे कमी आती है। इसलिए, कम-फॉस्फोरस कोटिंग्स छोटी अवधि के उच्च तापमान ताप उपचार के लिए बेहतर अनुकूल हैं। इसके विपरीत, उच्च-फॉस्फोरस कोटिंग्स विस्तारित गर्मी उपचार के बाद भी स्थिर कठोरता बनाए रखती हैं, जो उन्हें लंबी अवधि के गर्मी उपचार के लिए आदर्श बनाती है।
नीचे दी गई तालिका अधिकतम कठोरता प्राप्त करने के लिए इलेक्ट्रोलेस निकल चढ़ाना के लिए तीन अनुशंसित ताप उपचार विधियों को दिखाती है।
फास्फोरस सामग्री (%)
उष्मा उपचार
2 - 5
400° - 425°C पर 1 घंटा
6 - 9
375° - 400°C पर 1 घंटा
10 - 13
375° - 400°C पर 1 घंटा
अधिकतम कठोरता प्राप्त करने के लिए ताप उपचार की स्थिति।
प्रतिरोध पहन
अपनी उच्च कठोरता के कारण, कम-फॉस्फोरस इलेक्ट्रोलेस निकल कोटिंग्स जमा अवस्था में बेहतर पहनने के प्रतिरोध का प्रदर्शन करती हैं। मध्यम-फॉस्फोरस कोटिंग्स में कम-फॉस्फोरस कोटिंग्स की तुलना में थोड़ा कम पहनने का प्रतिरोध होता है, जो एक मध्यवर्ती सीमा में आता है। उच्च-फॉस्फोरस कोटिंग्स, उनकी अनाकार संरचना और जमा अवस्था में कम कठोरता के साथ, आमतौर पर कमजोर पहनने के प्रतिरोध का प्रदर्शन करती हैं।
जबकि ताप उपचार सभी प्रकार के कोटिंग्स के पहनने के प्रतिरोध को बढ़ाता है, कम-फॉस्फोरस कोटिंग्स विशेष रूप से ताप उपचार के बाद सामने आती हैं। उनका पहनने का प्रतिरोध इलेक्ट्रोप्लेटेड क्रोमियम के करीब है और उच्च-फॉस्फोरस कोटिंग्स से बेहतर है।
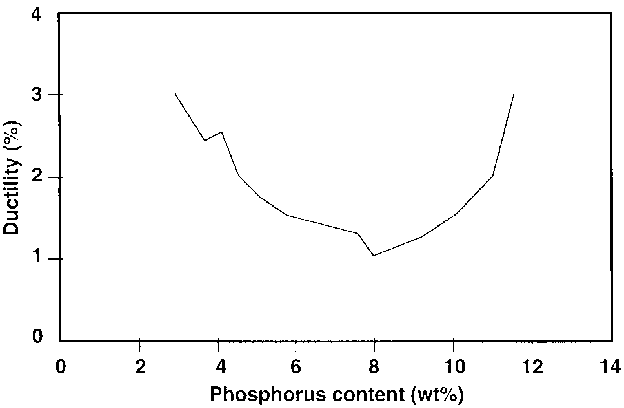
लचीलापन
फॉस्फोरस सामग्री का इलेक्ट्रोलेस निकल कोटिंग्स की लचीलापन पर न्यूनतम प्रभाव पड़ता है। कम-फॉस्फोरस और उच्च-फॉस्फोरस दोनों कोटिंग्स में अपेक्षाकृत कम लचीलापन होता है, उनके बीच केवल मामूली अंतर होता है। टूटने पर बढ़ाव आम तौर पर केवल 1% से 2.5% होता है, और गर्मी उपचार के बाद इलेक्ट्रोलेस निकल कोटिंग्स की लचीलापन और कम हो जाती है।
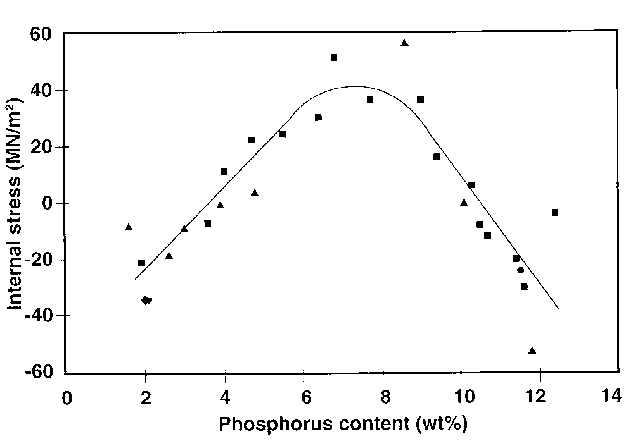
आंतरिक तनाव
आंतरिक तनाव से तात्पर्य कोटिंग के भीतर उत्पन्न तनाव से है, जो इसकी आयामी स्थिरता को प्रभावित करता है। तन्य तनाव के कारण जमा सिकुड़ जाता है, जबकि संपीड़ित तनाव के कारण इसका विस्तार हो जाता है, जिससे संभावित रूप से दरार या प्रदूषण हो सकता है। ईएनपी में आंतरिक तनाव को चढ़ाना स्नान संरचना, तापमान और पीएच को समायोजित करके, साथ ही चढ़ाना प्रक्रिया मापदंडों को अनुकूलित करके प्रबंधित किया जा सकता है। उच्च-फॉस्फोरस कोटिंग्स आम तौर पर ताजा समाधानों में संपीड़न तनाव प्रदर्शित करती हैं, जबकि कम-फॉस्फोरस कोटिंग्स नए और पुराने दोनों स्नानों में संपीड़न तनाव में रहती हैं। हालाँकि, मध्यम-फॉस्फोरस कोटिंग्स में तन्य तनाव प्रदर्शित होता है।
सोल्डरेबिलिटी, वेल्डबिलिटी
एन कोटिंग्स सोल्डर के साथ अच्छी तरह से जुड़ती हैं, जिससे इलेक्ट्रॉनिक घटकों और तारों के बीच मजबूत और विश्वसनीय कनेक्शन की सुविधा मिलती है। कम-फॉस्फोरस ईएन कोटिंग्स, विशेष रूप से, उनकी चिकनी सतह के कारण बेहतर सोल्डर आसंजन प्रदान करती हैं, जो उच्च-फॉस्फोरस कोटिंग्स की तुलना में मजबूत सोल्डर जोड़ों को बढ़ावा देती है।
हालाँकि, EN कोटिंग्स वेल्डिंग के लिए उपयुक्त नहीं हैं। वेल्डिंग में शामिल उच्च तापमान निकल परत के भीतर ऑक्सीकरण या भंगुर चरणों के गठन का कारण बन सकता है, जो वेल्ड को कमजोर करता है। इन परिस्थितियों में उच्च-फॉस्फोरस कोटिंग्स में विशेष रूप से भंगुरता होने का खतरा होता है, जबकि कम-फॉस्फोरस कोटिंग्स गर्मी के लिए बेहतर प्रतिरोध प्रदान कर सकती हैं, लेकिन अत्यधिक तापमान के कारण वे अभी भी वेल्डिंग के लिए उपयुक्त नहीं हैं।
इलेक्ट्रोलेस निकेल प्लेटिंग के लाभकारी अनुप्रयोग
इलेक्ट्रोलेस निकल प्लेटिंग का व्यापक रूप से इसके असाधारण गुणों के लिए कई उद्योगों में उपयोग किया जाता है, खासकर जब स्टेनलेस स्टील जैसी पारंपरिक सामग्री लागत प्रभावी या व्यवहार्य नहीं होती है। निर्माता अक्सर एल्यूमीनियम मिश्र धातु, कार्बन स्टील, या निम्न-श्रेणी के स्टेनलेस स्टील जैसी वैकल्पिक सामग्रियों के लिए इस चढ़ाना दृष्टिकोण को चुनते हैं, क्योंकि इन्हें प्रदर्शन मानकों को पूरा करने के लिए आमतौर पर सुरक्षात्मक कोटिंग्स की आवश्यकता होती है। नीचे प्रमुख उद्योग और हिस्से हैं जहां इलेक्ट्रोलेस निकल चढ़ाना सबसे फायदेमंद साबित होता है:
खाद्य सेवा उद्योग
इलेक्ट्रोलेस निकल प्लेटिंग का उपयोग खाद्य उद्योग में उन घटकों के लिए बड़े पैमाने पर किया जाता है, जो भोजन के सीधे संपर्क में नहीं होते हैं, उच्च संक्षारण प्रतिरोध और रखरखाव में आसानी की मांग करते हैं। विशिष्ट अनुप्रयोगों में मांस प्रसंस्करण, अनाज प्रबंधन, बेकरी, फास्ट-फूड उपकरण, ब्रुअरीज और पोल्ट्री प्रसंस्करण के लिए मशीनरी में बीयरिंग, रोलर्स, कन्वेयर सिस्टम, हाइड्रोलिक सिस्टम और गियर शामिल हैं।
तेल एवं गैस उद्योग
तेल और गैस क्षेत्र के हिस्से अक्सर कठोर, संक्षारक वातावरण के संपर्क में आते हैं। इलेक्ट्रोलेस निकल चढ़ाना वाल्व, बॉल और प्लग फिटिंग, बैरल और पाइप फिटिंग जैसे घटकों पर एक टिकाऊ सुरक्षात्मक परत प्रदान करता है, जो इस उद्योग के कठोर अनुप्रयोगों के लिए उत्कृष्ट संक्षारण और पहनने के प्रतिरोध की पेशकश करता है।
मोटर वाहन उद्योग
इलेक्ट्रोलेस निकल प्लेटिंग आवश्यक ऑटोमोटिव भागों जैसे शॉक अवशोषक, सिलेंडर, ब्रेक पिस्टन और गियर के स्थायित्व और प्रदर्शन में सुधार करती है। कोटिंग की एक समान मोटाई और घर्षण प्रतिरोध घटक के जीवनकाल और समग्र वाहन प्रदर्शन को बढ़ाता है।
एयरोस्पेस उद्योग
एयरोस्पेस में परिशुद्धता और विश्वसनीयता महत्वपूर्ण है, जहां वाल्व, पिस्टन, पंप और महत्वपूर्ण रॉकेट भागों जैसे घटकों पर इलेक्ट्रोलेस निकल चढ़ाना लागू किया जाता है। इसका एकसमान जमाव जटिल आकृतियों पर लगातार कोटिंग की मोटाई सुनिश्चित करता है, जिससे अत्यधिक परिस्थितियों में स्थायित्व और विश्वसनीयता बढ़ती है।
रासायनिक प्रसंस्करण उद्योग
इस उद्योग में आक्रामक रसायनों के लगातार संपर्क में आने से पंप, मिक्सिंग ब्लेड, हीट एक्सचेंजर्स और फिल्टर इकाइयों जैसे हिस्सों के लिए टिकाऊ सुरक्षा की आवश्यकता होती है। इलेक्ट्रोलेस निकल चढ़ाना संक्षारण प्रतिरोध में काफी सुधार करता है, उपकरण की अखंडता को बनाए रखता है और रखरखाव डाउनटाइम को कम करता है।
प्लास्टिक और कपड़ा विनिर्माण
प्लास्टिक और कपड़ा क्षेत्रों में, मोल्ड्स, डाइज़, स्पिनरेट्स और एक्सट्रूडर जैसे घटकों को इलेक्ट्रोलेस निकल प्लेटिंग के पहनने के प्रतिरोध और चिकनी फिनिश से लाभ होता है। कोटिंग घर्षण को कम करती है, भाग के जीवनकाल को बढ़ाती है, लगातार उत्पाद की गुणवत्ता सुनिश्चित करती है और उपकरण के डाउनटाइम को कम करती है।
इलेक्ट्रोलेस निकेल प्लेटिंग वाले पार्ट्स ऑर्डर करें
इलेक्ट्रोलेस निकल प्लेटिंग एक अत्यधिक अनुकूलनीय और विश्वसनीय कोटिंग समाधान के रूप में सामने आती है जो औद्योगिक अनुप्रयोगों की एक विस्तृत श्रृंखला में सुरक्षा, स्थायित्व और एकरूपता लाती है। संक्षारण प्रतिरोध, पहनने से सुरक्षा, और सबसे जटिल सतहों पर लगातार कोटिंग मोटाई का इसका अनूठा संयोजन इसे कुछ अनुप्रयोगों में पारंपरिक इलेक्ट्रोप्लेटिंग के उन्नत विकल्प के रूप में रखता है।
यदि आप अनिश्चित हैं कि ईएनपी आपके कस्टम भाग के लिए उपयुक्त है या नहीं, तो अपनी आवश्यकताओं पर चर्चा करने के लिए चिग्गो से संपर्क करें। आप सरफेस फ़िनिश के बारे में अधिक पढ़ सकते हैं।