3डी प्रिंटर फिलामेंट्स उपभोज्य सामग्री हैं, आमतौर पर प्लास्टिक, जिनका उपयोग एफडीएम (फ्यूज्ड डिपोजिशन मॉडलिंग) प्रिंटिंग में किया जाता है। उन्हें स्पूल पर आपूर्ति की जाती है और प्रिंटर के एक्सट्रूडर में डाला जाता है, जहां परत दर परत वस्तुओं को बनाने के लिए सामग्री को पिघलाया जाता है और गर्म नोजल के माध्यम से जमा किया जाता है।
अलग-अलग फिलामेंट्स में अलग-अलग गुण होते हैं, इसलिए सही विकल्प इस बात पर निर्भर करता है कि आप क्या बनाना चाहते हैं। इस लेख में, हम सबसे आम 3डी प्रिंटिंग फिलामेंट्स से शुरुआत करेंगे, फिर अधिक उन्नत और विशेष विकल्पों पर गौर करेंगे, और अपने प्रोजेक्ट के लिए सर्वोत्तम सामग्री चुनने में आपकी मदद करने के लिए व्यावहारिक युक्तियों के साथ समाप्त करेंगे।
सामान्य 3डी प्रिंटिंग फिलामेंट्स
आइए आपके सामने आने वाले सबसे आम फिलामेंट प्रकारों से शुरुआत करें। वे लोकप्रिय हैं क्योंकि उन्हें प्रिंट करना आसान है और रोजमर्रा की परियोजनाओं के लिए बहुमुखी हैं।
पीएलए (पॉलीलैक्टिक एसिड)
पीएलए शुरुआती और शौकीनों के लिए पसंदीदा फिलामेंट है। यह मकई स्टार्च जैसे नवीकरणीय संसाधनों से बना बायोडिग्रेडेबल प्लास्टिक है, इसलिए यह पेट्रोलियम-आधारित प्लास्टिक की तुलना में अधिक पर्यावरण-अनुकूल है। पीएलए भी हैसबसे किफायती फिलामेंट्स में से एकऔर एक में आता हैरंगों की विस्तृत श्रृंखला, जो इसे प्रोटोटाइप और सजावटी प्रिंट के लिए लोकप्रिय बनाता है। यह अपेक्षाकृत कम तापमान पर प्रिंट करता है, आमतौर पर गर्म बिस्तर के बिना, और थोड़ा सिकुड़न या विकृति दिखाता है। परिणामस्वरूप, यह उपयोग करने में सबसे आसान सामग्रियों में से एक है, जिसमें विश्वसनीय आयामी सटीकता और मुद्रण के दौरान लगभग कोई गंध नहीं होती है।
हालाँकि, पीएलए कठोर लेकिन भंगुर है, इसमें लचीलापन कम है और यह तनाव में टूट जाता है। इसमें गर्मी प्रतिरोध भी कम है - हिस्से 50-60 डिग्री सेल्सियस के आसपास नरम होने लगते हैं - इसलिए गर्म कार या सीधी धूप में प्रिंट खराब हो सकते हैं। इसके अलावा, PLA यूवी एक्सपोज़र के तहत ख़राब हो जाता है, जिससे यह लंबे समय तक बाहरी उपयोग के लिए अनुपयुक्त हो जाता है।
उपयोग:प्रोटोटाइप, हॉबी मॉडल, मूर्तियों और सजावटी भागों के लिए बढ़िया जहां मुद्रण में आसानी और अच्छी जानकारी अत्यधिक ताकत से अधिक मायने रखती है। कॉस्प्ले प्रॉप्स, कम तनाव वाले बाड़ों और नए उपयोगकर्ताओं के लिए सीखने की सामग्री के रूप में आम।
तन्यता ताकत
फ्लेक्सुरल मापांक
प्रिंट तापमान
प्रिंट बिस्तर तापमान
~53-65 एमपीए
~3.6–3.8 जीपीए
190-220 डिग्री सेल्सियस
45-60 डिग्री सेल्सियस
एबीएस (एक्रिलोनिट्राइल ब्यूटाडीन स्टाइरीन)
एबीएस पहले व्यापक रूप से उपयोग किए जाने वाले 3डी प्रिंटिंग प्लास्टिक में से एक है, जिसे लेगो ईंटों में सामग्री के रूप में भी जाना जाता है। 3डी प्रिंटिंग में, पीएलए की तुलना में इसकी कठोरता और उच्च ताप प्रतिरोध के लिए इसे महत्व दिया जाता है। प्रिंट मजबूत, टिकाऊ और अधिक प्रभाव-प्रतिरोधी होते हैं, जो लगभग 100 डिग्री सेल्सियस तक अपना आकार बनाए रखते हैं। एबीएस पोस्ट-प्रोसेसिंग को भी अच्छी तरह से स्वीकार करता है: चमकदार फिनिश के लिए आप इसे रेत कर सकते हैं या एसीटोन वाष्प के साथ चिकना कर सकते हैं।
हालाँकि, ABS को प्रिंट करना कठिन है। इसमें विरूपण और विभाजन को कम करने के लिए उच्च एक्सट्रूज़न तापमान, एक गर्म बिस्तर और आदर्श रूप से एक संलग्न प्रिंटर की आवश्यकता होती है। इससे ध्यान देने योग्य धुंआ भी निकलता है, इसलिए अच्छा वेंटिलेशन महत्वपूर्ण है।
उपयोग:कार्यात्मक प्रोटोटाइप और अंतिम-उपयोग वाले हिस्सों के लिए उपयुक्त, जिन्हें कठोरता या गर्मी प्रतिरोध की आवश्यकता होती है, जैसे मशीन घटक, ऑटोमोटिव पार्ट्स, टूल हैंडल, या स्नैप-फिट बाड़े। यह ड्रोन फ़्रेम और आरसी कार भागों में भी आम है। बाहरी उपयोग के लिए, ABS (या इसका UV-प्रतिरोधी चचेरा भाई ASA) अक्सर PLA से बेहतर विकल्प होता है।
तन्यता ताकत
फ्लेक्सुरल मापांक
प्रिंट तापमान
प्रिंट बिस्तर तापमान
~40-50 एमपीए
~2.0–2.5 जीपीए
220-250 डिग्री सेल्सियस
90-110 डिग्री सेल्सियस
PETG (पॉलीइथाइलीन टेरेफ्थेलेट ग्लाइकोल)
पीईटीजी पीएलए और एबीएस का सर्वोत्तम संयोजन करता है: यह पीएलए से अधिक मजबूत है, बेहतर प्रभाव शक्ति और गर्मी प्रतिरोध के साथ, फिर भी एबीएस की तुलना में प्रिंट करना आसान है। प्रिंट में आमतौर पर थोड़ा चमकदार फिनिश होता है, जिसमें मजबूत परत आसंजन, अच्छा रासायनिक प्रतिरोध और नायलॉन की तुलना में कम नमी अवशोषण होता है, जो उन्हें अधिकांश वातावरणों में स्थिर बनाता है। अपने शुद्ध रूप में, PETG खाद्य-सुरक्षित भी हो सकता है। हालाँकि, मुद्रण करते समय PETG रेशेदार हो सकता है क्योंकि फिलामेंट चिपचिपा होता है, और यह कभी-कभी प्रिंट बेड पर बहुत मजबूती से चिपक जाता है।
उपयोग:कार्यात्मक प्रोटोटाइप, कंटेनर, स्नैप-फिट भागों और बाहरी अनुप्रयोगों के लिए एक बढ़िया विकल्प जहां पीएलए विफल हो जाएगा। इसका उपयोग आमतौर पर ब्रैकेट, सुरक्षात्मक आवास, ड्रोन भागों और जल प्रतिरोधी प्रिंट के लिए किया जाता है।
तन्यता ताकत
फ्लेक्सुरल मापांक
प्रिंट तापमान
प्रिंट बिस्तर तापमान
~50-60 एमपीए
~2.0–2.2 जीपीए
220-250 डिग्री सेल्सियस
70-90 डिग्री सेल्सियस
टीपीयू (थर्माप्लास्टिक पॉलीयुरेथेन)
टीपीयू एक लचीला फिलामेंट है जो प्लास्टिक की तुलना में रबर जैसा लगता है। यह बिना टूटे मुड़ सकता है, खिंच सकता है और संपीड़ित हो सकता है, और यह टूटने के बजाय लचीलेपन के माध्यम से झटके को अवशोषित करके उत्कृष्ट प्रभाव प्रतिरोध भी दिखाता है। टीपीयू घर्षण-प्रतिरोधी और तेल और ग्रीस के प्रति प्रतिरोधी है, जो इसे सील, गैसकेट और ऑटोमोटिव भागों के लिए उपयोगी बनाता है।
टीपीयू को प्रिंट करना मुश्किल हो सकता है। इसकी कोमलता बोडेन एक्सट्रूडर में फीडिंग संबंधी समस्याएं पैदा कर सकती है, और लगातार परिणामों के लिए इसे धीमी प्रिंट गति की आवश्यकता होती है। बिस्तर को चिपकाना आमतौर पर आसान होता है और विरूपण न्यूनतम होता है, लेकिन सेटिंग्स में डायल करने के लिए धैर्य की आवश्यकता होती है।
उपयोग:फोन केस, गास्केट, सील, शॉक अवशोषक, आरसी टायर या पहनने योग्य पट्टियों जैसे लचीले हिस्सों के लिए आदर्श। जहां भी आपको लोच और प्रभाव प्रतिरोध की आवश्यकता होती है, टीपीयू आपकी पसंद है।
तन्यता ताकत
फ्लेक्सुरल मापांक
प्रिंट तापमान
प्रिंट बिस्तर तापमान
~30-55 एमपीए
~25-75 एमपीए (बहुत कम, बहुत लचीला)
210-240 डिग्री सेल्सियस
20-60 डिग्री सेल्सियस (अक्सर वैकल्पिक)
विशेषता और उन्नत फिलामेंट्स
उपरोक्त मानक प्लास्टिक के अलावा, कई विशेष फिलामेंट हैं जो अधिक मजबूत, अधिक मांग वाले या अधिक सौंदर्य संबंधी अनुप्रयोगों के लिए डिज़ाइन किए गए हैं। यहां कुछ सबसे उल्लेखनीय उन्नत विकल्प और उनकी प्रमुख विशेषताएं दी गई हैं।
नायलॉन (पॉलियामाइड)
नायलॉन फिलामेंट मजबूत, सख्त और पहनने के लिए प्रतिरोधी है। भंगुर PLA के विपरीत, यह अर्ध-लचीला है और इसे तोड़ना बहुत कठिन है। तनाव के तहत, नायलॉन टूटने के बजाय थोड़ा झुक जाता है या विकृत हो जाता है, जो इसे उत्कृष्ट प्रभाव प्रतिरोध प्रदान करता है। इसमें अपेक्षाकृत उच्च गलनांक भी होता है, और इसकी कठोरता और लचीलेपन के कारण पतले खंड जीवित टिका के रूप में कार्य कर सकते हैं।
जैसा कि कहा गया है, नायलॉन मुद्रण के लिए एक उन्नत सामग्री है। इसमें विरूपण को कम करने के लिए उच्च एक्सट्रूज़न तापमान, एक गर्म बिस्तर और अक्सर एक संलग्न निर्माण कक्ष की आवश्यकता होती है। एक और बड़ी चुनौती यह है कि नायलॉन बहुत हीड्रोस्कोपिक है - यह हवा से नमी को आसानी से अवशोषित कर लेता है। छपाई के दौरान गीला फिलामेंट फट जाएगा और चटकने लगेगा और कमजोर, त्रुटिपूर्ण हिस्से तैयार हो जाएंगे। इससे बचने के लिए, नायलॉन को शुष्कक के साथ संग्रहित किया जाना चाहिए और उपयोग से पहले अक्सर सुखाया जाना चाहिए। इसकी लागत PLA या ABS से भी अधिक है और लगातार बिस्तर आसंजन प्राप्त करना मुश्किल हो सकता है।
उपयोग:कार्यात्मक और इंजीनियरिंग भाग जो ताकत, कठोरता और कम घर्षण की मांग करते हैं। विशिष्ट उदाहरणों में गियर, बुशिंग, नट और बोल्ट, टिका, ब्रैकेट और ड्रोन फ्रेम शामिल हैं। नायलॉन का स्थायित्व इसे उच्च-तनाव वाले प्रोटोटाइप या पहनने-प्रवण घटकों के लिए भी उपयुक्त बनाता है जहां पीएलए या एबीएस विफल हो जाएगा।
तन्यता ताकत
फ्लेक्सुरल मापांक
प्रिंट तापमान
प्रिंट बिस्तर तापमान
40 - 85 एमपीए
0.8 - 2 जीपीए
225 – 265 डिग्री सेल्सियस
70 - 90 डिग्री सेल्सियस
पॉलीकार्बोनेट (पीसी)
पॉलीकार्बोनेट एक औद्योगिक-ग्रेड थर्मोप्लास्टिक है और सबसे कठिन सामग्रियों में से एक है जिसे आप डेस्कटॉप मशीन पर प्रिंट कर सकते हैं। यह अत्यधिक प्रभाव-प्रतिरोधी है, बिना टूटे थोड़ा सा मुड़ने में सक्षम है, और यह उच्च तापमान वाले वातावरण में भी अपनी ताकत बनाए रखता है।
पॉलीकार्बोनेट को प्रिंट करना चुनौतीपूर्ण है और आमतौर पर इसे एक विशेषज्ञ प्रयास माना जाता है। इसमें गंभीर विकृति को रोकने के लिए बहुत उच्च एक्सट्रूज़न तापमान, एक गर्म बिस्तर और आदर्श रूप से एक गर्म बाड़े की आवश्यकता होती है। सामग्री नमी को भी जल्दी अवशोषित कर लेती है, इसलिए इसे सूखा रखा जाना चाहिए, और उच्च तापमान का सामना करने के लिए इसे एक पूर्ण-धातु हॉटएंड की आवश्यकता होती है। पीसी मानक फिलामेंट्स की तुलना में अधिक महंगा है, और उन्नत सेटअप के लिए अधिक उपयुक्त है।
उपयोग:उच्च प्रदर्शन वाले कार्यात्मक हिस्से जिन्हें गर्मी और प्रभाव को सहन करना होगा। उदाहरणों में औद्योगिक फिक्स्चर, सुरक्षा उपकरण आवास, टूलींग घटक और मांग वाले प्रोटोटाइप शामिल हैं।
तन्यता ताकत
फ्लेक्सुरल मापांक
प्रिंट तापमान
प्रिंट बिस्तर तापमान
~72 एमपीए
2.2 - 2.5 जीपीए
260 - 310 डिग्री सेल्सियस
80 - 120 डिग्री सेल्सियस
कार्बन फाइबर-प्रबलित फिलामेंट्स
"कार्बन फाइबर" फिलामेंट शुद्ध कार्बन फाइबर नहीं है। यह एक मिश्रित पदार्थ है, जो आमतौर पर पीएलए, पीईटीजी, नायलॉन या एबीएस जैसे बेस प्लास्टिक से बनाया जाता है, जिसे छोटे कटे हुए कार्बन फाइबर के साथ मिलाया जाता है। कार्बन फाइबर जोड़ने से सामग्री अधिक सख्त और आयामी रूप से अधिक स्थिर हो जाती है, और यह तन्य शक्ति में भी थोड़ा सुधार कर सकती है। नायलॉन या एबीएस जैसी विकृत होने की संभावना वाली सामग्रियों में, कार्बन फाइबर सिकुड़न और विरूपण को कम करने में मदद करता है।
कार्बन फाइबर फिलामेंट को अपघर्षक बनाते हैं, इसलिए आपको कठोर स्टील या रूबी नोजल का उपयोग करना चाहिए; अन्यथा, पीतल का नोजल जल्दी खराब हो जाएगा। जबकि हिस्से सख्त और मजबूत होते हैं, वे अधिक भंगुर भी होते हैं, भारी प्रभाव के तहत झुकने के बजाय टूट जाते हैं। लागत भी अधिक है, हालांकि प्रिंट सेटिंग मूल सामग्री के करीब ही रहती है। तैयार प्रिंट में एक मैट सतह भी होती है, जिसे कई उपयोगकर्ता अतिरिक्त लाभ के रूप में देखते हैं।
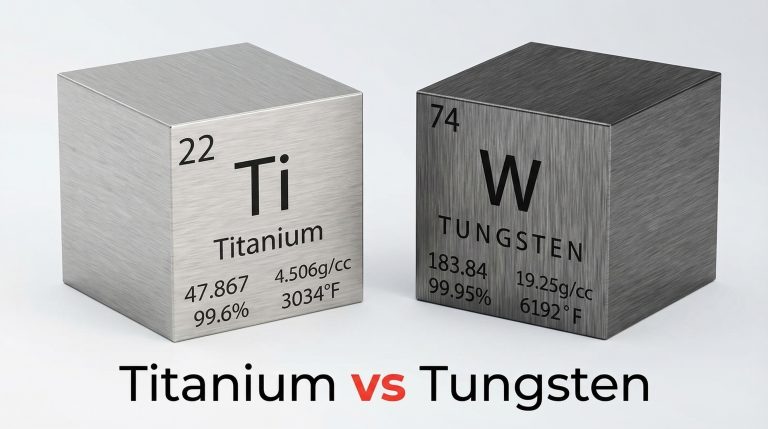
उपयोग:मजबूत, हल्के भागों के लिए सबसे उपयुक्त है जो लचीले नहीं होने चाहिए, जैसे ड्रोन फ्रेम, आरसी कार चेसिस, ब्रैकेट, टूलींग फिक्स्चर और कार्यात्मक प्रोटोटाइप। इंजीनियर अक्सर उन हिस्सों के लिए कार्बन-फाइबर नायलॉन चुनते हैं जिन्हें उच्च कठोरता के साथ कम वजन को संयोजित करने की आवश्यकता होती है, कभी-कभी एल्यूमीनियम के विकल्प के रूप में भी।
मूलभूत सामग्री
तन्यता ताकत
फ्लेक्सुरल मापांक
प्रिंट तापमान
प्रिंट बिस्तर तापमान
पीएलए सीएफ
~50-65 एमपीए
4.5 - 6.0 जीपीए
210 - 230 डिग्री सेल्सियस
55 - 65 डिग्री सेल्सियस
पीईटीजी सीएफ
~45-60 एमपीए
3.5 - 5.0 जीपीए
230 - 250 डिग्री सेल्सियस
70 - 90 डिग्री सेल्सियस
नायलॉन सीएफ
~50-80 एमपीए
5.0 - 7.0 जीपीए
250 - 280 डिग्री सेल्सियस
90 - 120 डिग्री सेल्सियस
धातु से भरे फिलामेंट्स
धातु से भरे फिलामेंट्स महीन धातु के पाउडर को बेस प्लास्टिक, आमतौर पर PLA में मिलाते हैं। सामान्य प्रकारों में कांस्य-, तांबा-, पीतल- और स्टील से भरे पीएलए शामिल हैं। अतिरिक्त धातु सामग्री प्रिंट को एक धातु जैसा लुक और काफी भारी वजन देती है। प्रिंटर से सीधे, भागों में आमतौर पर एक रफ मैट फ़िनिश होती है जिसके लिए वास्तविक धातु की चमक लाने के लिए सैंडिंग या पॉलिशिंग जैसी पोस्ट-प्रोसेसिंग की आवश्यकता होती है।
इन फिलामेंट्स को मानक PLA की तुलना में प्रिंट करना कठिन होता है। रुकावटों को रोकने के लिए उन्हें अक्सर धीमी प्रिंट गति और उच्च नोजल तापमान की आवश्यकता होती है। कार्बन फाइबर की तरह, धातु के कण भी अपघर्षक होते हैं, इसलिए कठोर स्टील या रूबी नोजल की दृढ़ता से अनुशंसा की जाती है। प्रिंट भी अधिक भंगुर होते हैं - वे कठोरता प्राप्त करते हैं लेकिन कठोरता खो देते हैं - और सामग्री आम तौर पर सामान्य फिलामेंट्स की तुलना में अधिक महंगी होती है।
उपयोग:कॉस्प्ले प्रॉप्स, मूर्तियों, आभूषणों, सजावटी वस्तुओं और कॉन्सेप्ट मॉडल के लिए आदर्श जहां यथार्थवादी धातु की उपस्थिति और वजन महत्वपूर्ण है।
तन्यता ताकत
फ्लेक्सुरल मापांक
प्रिंट तापमान
प्रिंट बिस्तर तापमान
पीएलए से तुलनीय (थोड़ा अधिक भंगुर)
पीएलए से अधिक (कठोर)
200 - 230 डिग्री सेल्सियस
50 - 70 डिग्री सेल्सियस
PEEK (पॉलीथर ईथर केटोन)
PEEK को 3डी प्रिंटिंग के लिए उपलब्ध सबसे उन्नत थर्मोप्लास्टिक्स में से एक माना जाता है। इसे असाधारण यांत्रिक शक्ति, घिसाव और रसायनों के प्रतिरोध और अंतर्निहित ज्वाला-मंदक गुणों के साथ उच्च प्रदर्शन वाले थर्मोप्लास्टिक के रूप में पहचाना जाता है। अपने उत्कृष्ट ताकत-से-वजन अनुपात के कारण, PEEK कभी-कभी मांग वाले वातावरण में धातु का विकल्प चुन सकता है। यह बायोकम्पैटिबल और स्टरलाइज़ेबल भी है, जो इसे चिकित्सा और वैज्ञानिक क्षेत्रों में मूल्यवान बनाता है।
हालाँकि, PEEK के साथ मुद्रण करना अत्यंत चुनौतीपूर्ण है। इसके लिए विशेष उपकरण की आवश्यकता होती है जो बहुत उच्च एक्सट्रूज़न तापमान, एक गर्म कक्ष और विरूपण को रोकने के लिए उच्च तापमान वाली निर्माण सतह को बनाए रखने में सक्षम हो। प्रक्रिया को सावधानीपूर्वक नियंत्रित किया जाना चाहिए ताकि सामग्री बिना टूटे ठीक से क्रिस्टलीकृत हो जाए। इन सख्त आवश्यकताओं के कारण, केवल औद्योगिक मशीनें या उन्नत पेशेवर प्रिंटर ही PEEK के लिए उपयुक्त हैं। इसके अलावा, फिलामेंट स्वयं मानक प्लास्टिक की तुलना में काफी अधिक महंगा है, जिससे इसका उपयोग पेशेवर और औद्योगिक संदर्भों तक सीमित है।
उपयोग:केवल तभी चुना जाता है जब पूर्ण उच्चतम प्रदर्शन की आवश्यकता होती है, PEEK एयरोस्पेस घटकों, उच्च-प्रदर्शन ऑटोमोटिव भागों, चिकित्सा प्रत्यारोपण और तेल और गैस अनुप्रयोगों में पाया जाता है।
तन्यता ताकत
फ्लेक्सुरल मापांक
प्रिंट तापमान
प्रिंट बिस्तर तापमान
~90-100 एमपीए
3.5 - 4.0 जीपीए
380 - 420 डिग्री सेल्सियस
120 – 230 डिग्री सेल्सियस
सही फिलामेंट चुनने के लिए युक्तियाँ
परियोजना आवश्यकताओं को पहचानें
अपने हिस्से के लिए आवश्यक गुणों को परिभाषित करके शुरुआत करें। विचार करें कि क्या इसे उच्च शक्ति और स्थायित्व, लचीलेपन, या गर्मी और बाहरी मौसम के प्रतिरोध की आवश्यकता है। उदाहरण के लिए, पीएलए सरल प्रोटोटाइप के लिए उपयुक्त है, जबकि एबीएस या पीईटीजी टिकाऊ, लोड-असर घटकों के लिए अधिक उपयुक्त होगा। जिन हिस्सों को लचीला होना चाहिए, जैसे गैस्केट या फोन ग्रिप्स, उनके लिए टीपीयू या अन्य लचीले फिलामेंट्स की सिफारिश की जाती है।
प्रिंटर की क्षमताओं पर विचार करें
सत्यापित करें कि आपके प्रिंटर का हॉटेंड और गर्म बिस्तर आवश्यक तापमान प्राप्त कर सकते हैं। नायलॉन और पॉलीकार्बोनेट जैसी सामग्रियों को उच्च एक्सट्रूज़न तापमान और अक्सर गर्म घेरे की आवश्यकता होती है। कार्बन फाइबर या धातु से भरे वेरिएंट सहित अपघर्षक फिलामेंट्स को पहनने से रोकने के लिए कठोर नोजल के साथ मुद्रित किया जाना चाहिए।
पर्यावरण और परिचालन स्थितियों के लिए खाता
अंतिम आवेदन के लिए उपयुक्त सामग्री चुनें। बाहरी उपयोग के लिए, पीईटीजी या एएसए यूवी और मौसम प्रतिरोध के कारण अच्छा प्रदर्शन करते हैं। उच्च तापमान वाले वातावरण में ABS, PETG, नायलॉन या पॉलीकार्बोनेट की आवश्यकता हो सकती है। खाद्य-संपर्क भागों के लिए, केवल प्रमाणित PLA या PETG पर ही विचार किया जाना चाहिए। उच्च-परिशुद्धता सुविधाओं के लिए, PLA या PETG जैसी कम-संकोचन सामग्री का उपयोग करें।
फिनिशिंग आवश्यकताओं का मूल्यांकन करें
पीएलए और पीईटीजी चिकनी सतहों का उत्पादन कर सकते हैं, एबीएस को रासायनिक रूप से चिकना किया जा सकता है, और लकड़ी या धातु से भरे विशेष फिलामेंट्स को अक्सर सैंडिंग या पॉलिशिंग की आवश्यकता होती है। इस बात पर विचार करें कि क्या आप वांछित परिणाम प्राप्त करने के लिए अतिरिक्त पोस्ट-प्रोसेसिंग के लिए तैयार हैं।
लागत और उपलब्धता पर विचार करें
पीएलए और एबीएस सस्ते और व्यापक रूप से उपलब्ध हैं। पीईटीजी और टीपीयू मध्यम कीमत पर और सुलभ हैं, जबकि नायलॉन, पॉली कार्बोनेट और कंपोजिट अधिक महंगे हैं। PEEK या PEI जैसे उच्च प्रदर्शन वाले प्लास्टिक महंगे हैं और मुख्य रूप से औद्योगिक संदर्भों में उपयोग किए जाते हैं।
मुद्रण क्षमता और प्रदर्शन को संतुलित करें
PLA और PETG का उपयोग करना आसान है और अधिकांश शुरुआती लोगों के लिए उपयुक्त हैं। एबीएस और एएसए बेहतर यांत्रिक प्रदर्शन और गर्मी प्रतिरोध प्रदान करते हैं लेकिन अधिक सावधानीपूर्वक सेटअप की आवश्यकता होती है। नायलॉन और पॉलीकार्बोनेट जैसे उन्नत इंजीनियरिंग प्लास्टिक बेहतर गुण प्रदान करते हैं लेकिन पेशेवर-ग्रेड प्रिंटर की मांग करते हैं।
चिग्गो के साथ 3डी प्रिंटिंग
Every great 3D print starts with the right filament choice. At Chiggo, we offer a full range of custom 3D printing services to meet your project needs. With a wide selection of materials and professional expertise, we deliver parts that are strong, accurate, and production-ready. आज ही अपनी CAD फ़ाइल अपलोड करेंतत्काल उद्धरण प्राप्त करने के लिए.